También podría gustarte
- La importancia de un tratamiento químico para calderasDocumento11 páginasLa importancia de un tratamiento químico para calderasRaimundo Lecompte De Pombo100% (1)
- Tratamiento Agua CalderasDocumento12 páginasTratamiento Agua Calderasmaria belen parraga alarconAún no hay calificaciones
- Tamaño y selección de tuberías de vapor y trampas de condensadoDocumento41 páginasTamaño y selección de tuberías de vapor y trampas de condensadoKendy YaltaAún no hay calificaciones
- Limpieza Química de Los Enfriadores InteretapasDocumento10 páginasLimpieza Química de Los Enfriadores Interetapasdavidmacana100% (1)
- Tratamiento de Agua para CalderasDocumento23 páginasTratamiento de Agua para CalderasFede Gil100% (1)
- Nivel de Agua en Calderas de VaporDocumento4 páginasNivel de Agua en Calderas de VaporFlavio Esvobar100% (1)
- Purga CalderaDocumento4 páginasPurga CalderaCarlos RSAún no hay calificaciones
- Distribución de vapor: dimensionamiento, calidad y aislamientoDocumento20 páginasDistribución de vapor: dimensionamiento, calidad y aislamientoFacundo Games100% (1)
- Vapor y Condensado - ApuntesDocumento52 páginasVapor y Condensado - Apuntesdennisz100% (1)
- Recuperación de CondensadoDocumento20 páginasRecuperación de CondensadoAnonymous ZAr1RK100% (1)
- Articulo Tratamiento Agua CalderasDocumento18 páginasArticulo Tratamiento Agua Calderasvitin_thiago100% (1)
- Tratamiento de combustibles pesados con ANCOTREAT 1980Documento23 páginasTratamiento de combustibles pesados con ANCOTREAT 1980Manuel Fortun VegaAún no hay calificaciones
- Desaireadores para CalderasDocumento2 páginasDesaireadores para CalderasJesuss PadillanAún no hay calificaciones
- Compensación Del Nivel en Una Caldera de VaporDocumento8 páginasCompensación Del Nivel en Una Caldera de VaporJesus Alfredo Zapata MendezAún no hay calificaciones
- Generación de vapor industrialesDocumento71 páginasGeneración de vapor industrialesfrank Morales100% (1)
- Selección de bombas para calderas: Factores clave enDocumento3 páginasSelección de bombas para calderas: Factores clave enEdwin Coy Molano100% (1)
- Tratamiento Interno de Agua para CalderaDocumento7 páginasTratamiento Interno de Agua para CalderaShkikAún no hay calificaciones
- Función y clasificación de sistemas de generación de vaporDocumento61 páginasFunción y clasificación de sistemas de generación de vaporvictor perez villegasAún no hay calificaciones
- IS1075-E (2) Sulfito AquaquimicaDocumento1 páginaIS1075-E (2) Sulfito AquaquimicaIvan Mikolaychuk50% (2)
- Tratamiento de Agua para CalderasDocumento14 páginasTratamiento de Agua para CalderasJuan AgAún no hay calificaciones
- Spirax Sarco VaporDocumento88 páginasSpirax Sarco VaporGreg100% (2)
- Condensadores EvaporativosDocumento4 páginasCondensadores EvaporativosAlex RondoyAún no hay calificaciones
- SobrecalentadoresDocumento30 páginasSobrecalentadoresLuis Enrique Martinez CarvajalAún no hay calificaciones
- Charla CalderasDocumento49 páginasCharla CalderasJofre Cabanillas SerranoAún no hay calificaciones
- Purga de Fondo y de Superficie y Ciclos de ConcentraciónDocumento8 páginasPurga de Fondo y de Superficie y Ciclos de ConcentraciónEscobar ValderramaAún no hay calificaciones
- Pirobloc Caldera de Fluido Termico PDFDocumento4 páginasPirobloc Caldera de Fluido Termico PDFPablo CoroAún no hay calificaciones
- Trat Agua en Circuitos de RefrigeracionDocumento9 páginasTrat Agua en Circuitos de RefrigeracionRuben Medina HerreraAún no hay calificaciones
- Diseño de Sistemas de Distribución de Vapor PDFDocumento11 páginasDiseño de Sistemas de Distribución de Vapor PDFbeto090Aún no hay calificaciones
- Tratamiento de Aguas y CalderosDocumento8 páginasTratamiento de Aguas y CalderosYaritza RomeroAún no hay calificaciones
- Desaereador industrial Spraymaster para remoción de oxígeno en sistemas de agua de calderasDocumento14 páginasDesaereador industrial Spraymaster para remoción de oxígeno en sistemas de agua de calderasErick Perez BrunoAún no hay calificaciones
- Pulido del condensado con resinas de intercambio iónicoDocumento19 páginasPulido del condensado con resinas de intercambio iónicoFelix CruzAún no hay calificaciones
- 1.tipos de CalderasDocumento37 páginas1.tipos de CalderasLeo Bautista Montes50% (2)
- Formación de operadores de calderasDocumento109 páginasFormación de operadores de calderasALexiz Blanco Gálvez100% (1)
- Manual de Mantenimiento Bomba de AguaDocumento18 páginasManual de Mantenimiento Bomba de AguaEider Javier Mora BarretoAún no hay calificaciones
- Eyector Vacio Bomba Vapor GeaDocumento8 páginasEyector Vacio Bomba Vapor GeaAntonela PortaAún no hay calificaciones
- Importancia Del Tratamiento de Agua para Su CalderaDocumento7 páginasImportancia Del Tratamiento de Agua para Su CalderaYukelsy Hye Mi100% (1)
- Sistemas de Fluido TermicoDocumento68 páginasSistemas de Fluido TermicoJesus AlconAún no hay calificaciones
- Curso de VaporDocumento8 páginasCurso de Vapornerak_910925598Aún no hay calificaciones
- Calderas PirotubularesDocumento8 páginasCalderas PirotubularesJoel LariosAún no hay calificaciones
- Tratamiento Agua Calderas - TAWADocumento82 páginasTratamiento Agua Calderas - TAWARony Castañeda BenitesAún no hay calificaciones
- Tratamiento del agua de calderas para prevenir incrustaciones y corrosiónDocumento82 páginasTratamiento del agua de calderas para prevenir incrustaciones y corrosiónErick ViscarraAún no hay calificaciones
- TRATAMIENTO DEL AGUA DE CALDERASDocumento82 páginasTRATAMIENTO DEL AGUA DE CALDERASRonyCastañeda100% (3)
- Agua y Contaminantes PDFDocumento4 páginasAgua y Contaminantes PDFsady contrerasAún no hay calificaciones
- Unidad Tematica #11 Tratamiento Interno y Externo Del Agua de Una CalderaDocumento32 páginasUnidad Tematica #11 Tratamiento Interno y Externo Del Agua de Una CalderaMadelyn canalesAún no hay calificaciones
- Capitulo 11 Libro de Plantas de VaporDocumento59 páginasCapitulo 11 Libro de Plantas de Vaporfranklin hernandezAún no hay calificaciones
- Exposición Química Del AguaDocumento4 páginasExposición Química Del AguaAndrea Carolina Guzman MartinezAún no hay calificaciones
- Calderas de vapor: tipos, problemas e impurezas del aguaDocumento6 páginasCalderas de vapor: tipos, problemas e impurezas del aguaNnaLupizAún no hay calificaciones
- CalderasDocumento121 páginasCalderasAlexis CollanteAún no hay calificaciones
- Agua de Alimentación de La CalderaDocumento6 páginasAgua de Alimentación de La CalderaCarlos Muñoz GamarraAún no hay calificaciones
- CalderasDocumento15 páginasCalderasAnonymous Ba9tETmKAún no hay calificaciones
- Tratamiento del agua de alimentación de calderas para eliminar impurezasDocumento29 páginasTratamiento del agua de alimentación de calderas para eliminar impurezasGerardo Hernandez AvecillaAún no hay calificaciones
- Impurezas Del AguaDocumento10 páginasImpurezas Del AguaEnrique VenturaAún no hay calificaciones
- Curso de Calderas 2022 - 091634Documento45 páginasCurso de Calderas 2022 - 091634Roberto Sotelo GonzalezAún no hay calificaciones
- CalderasDocumento20 páginasCalderasEsther Velasquez De NuñezAún no hay calificaciones
- Problemas básicos en calderas de vaporDocumento23 páginasProblemas básicos en calderas de vaporNelson LopezAún no hay calificaciones
- Operación de Calderas de VaporDocumento117 páginasOperación de Calderas de VaporLuna SuarezAún no hay calificaciones
- Calder OsDocumento15 páginasCalder OsPTAR IVSAAún no hay calificaciones
- Corrosion en CalderasDocumento45 páginasCorrosion en CalderasAnonymous SghVMpAún no hay calificaciones
- Concentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilDocumento48 páginasConcentración de Quimicos en Aguas de Alimentación de Calderas 21 AbrilSEBASTIAN PEREZ100% (1)
- Edvard Grieg Peer Gynt1 Morning Mood PianoDocumento5 páginasEdvard Grieg Peer Gynt1 Morning Mood PianoLeonardo AraujoAún no hay calificaciones
- Reserva de Viaje 16 Noviembre para JUAN GALLINODocumento2 páginasReserva de Viaje 16 Noviembre para JUAN GALLINOjuanguitarristaAún no hay calificaciones
- Fiorini - Intervenciones en Crisis en Psicoterapias PsicoanaliticasDocumento25 páginasFiorini - Intervenciones en Crisis en Psicoterapias PsicoanaliticasOctavio MorrisonAún no hay calificaciones
- Evidencia Sobre Los Beneficios de La Amplificacion BinauralDocumento7 páginasEvidencia Sobre Los Beneficios de La Amplificacion BinauralNoe CausaranoAún no hay calificaciones
- MAKERS de Chris AndersonDocumento1 páginaMAKERS de Chris AndersonJose CampillejoAún no hay calificaciones
- Protocolo General Anexo 1 Papso CCM 54Documento7 páginasProtocolo General Anexo 1 Papso CCM 54JM Matthias MariaAún no hay calificaciones
- Guia 6 Filosofia Grado 11ºDocumento3 páginasGuia 6 Filosofia Grado 11ºEsmith Sogamoso GañanAún no hay calificaciones
- Practica 3 Refuerzo Funcion Si (1) CorregidaDocumento11 páginasPractica 3 Refuerzo Funcion Si (1) CorregidaAndrea Luna OspinoAún no hay calificaciones
- Proyecto - Plan de Marketing Internacional - AgrappDocumento32 páginasProyecto - Plan de Marketing Internacional - AgrappAngelica GalvisAún no hay calificaciones
- Estenosis Valvular AórticaDocumento7 páginasEstenosis Valvular AórticaBelén VistinAún no hay calificaciones
- 1 A 9. PRAC TOXDocumento19 páginas1 A 9. PRAC TOXAnonymous GNiOkl3nsl100% (1)
- 01.1 - Agitador de Tamices ROTAP 57420-041-VWRDocumento5 páginas01.1 - Agitador de Tamices ROTAP 57420-041-VWRcinthiaraaAún no hay calificaciones
- Cap02 PDFDocumento75 páginasCap02 PDFWilmary CentenoAún no hay calificaciones
- Hialurina 1008 01DDocumento1 páginaHialurina 1008 01DJoel Gatica CeledónAún no hay calificaciones
- Mercado de Oligopolio y Competencia MonopolistaDocumento6 páginasMercado de Oligopolio y Competencia Monopolistakarla berenice robles garciaAún no hay calificaciones
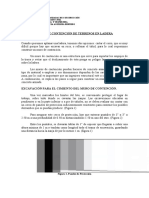
- Muro de Contencion de Terrenos en LaderaDocumento6 páginasMuro de Contencion de Terrenos en LaderaAna LuciaAún no hay calificaciones
- Determinacion de Humedad en SustanciasDocumento15 páginasDeterminacion de Humedad en SustanciasWendy Arrieta Huaylla0% (1)
- Cipriano CastroDocumento8 páginasCipriano CastroLuis Eliecer EscorciaAún no hay calificaciones
- Guia ClorofilaDocumento4 páginasGuia ClorofilaBryan Un50% (2)
- Propiedades y Distribucion de La Presión en Fluidos en Reposo - ActualizadoDocumento26 páginasPropiedades y Distribucion de La Presión en Fluidos en Reposo - ActualizadoLuisDavid25100% (2)
- Calibracion de Metodos InstrumentalesDocumento13 páginasCalibracion de Metodos InstrumentalesJafet Rodriguez AmezcuaAún no hay calificaciones
- Huella Ecologica y Actividades HumanasDocumento26 páginasHuella Ecologica y Actividades HumanasJulieth SuarezAún no hay calificaciones
- Quemaduras Pato QXDocumento80 páginasQuemaduras Pato QXCristobal Gomez HernandezAún no hay calificaciones
- Finanzas 1Documento8 páginasFinanzas 1Frank MejiaAún no hay calificaciones
- Frutos Rojos y SecosDocumento30 páginasFrutos Rojos y SecosluisAún no hay calificaciones
- Compuestos Oxigenados.Documento8 páginasCompuestos Oxigenados.Lisbeth VallejoAún no hay calificaciones
- Boletín Oficial Del Principado de AsturiasDocumento4 páginasBoletín Oficial Del Principado de AsturiasPedro San JuanAún no hay calificaciones
- Resultados Quiz Semana 3 - Planeación 67.5Documento6 páginasResultados Quiz Semana 3 - Planeación 67.5PAULA ANDREA RAMÍREZ SÁNCHEZAún no hay calificaciones
- Drone Diego Quispe TitoDocumento1 páginaDrone Diego Quispe TitoHugo Americo Condori BustamanteAún no hay calificaciones
- 1.2 Propiedadelectrica MaterialDocumento10 páginas1.2 Propiedadelectrica MaterialSYLVIAAún no hay calificaciones
- El Guion Arte y Tecnica de Escribir para Cine y TelevisionDocumento151 páginasEl Guion Arte y Tecnica de Escribir para Cine y TelevisionNaranjas de Hiroshima100% (1)