También podría gustarte
- Procedimiento de Montaje e Inspeccion de Estructuras MetalicasDocumento6 páginasProcedimiento de Montaje e Inspeccion de Estructuras MetalicasAdrian GonzalezAún no hay calificaciones
- Procedimiento para El Transporte de Segmentos de VigaDocumento7 páginasProcedimiento para El Transporte de Segmentos de VigajhilmarAún no hay calificaciones
- Cimentaciones profundas: tipos y usos de pilotes, pilas y cajonesDocumento19 páginasCimentaciones profundas: tipos y usos de pilotes, pilas y cajonesHaselyAún no hay calificaciones
- SOPROCAL - Dosificacion Mortero PDFDocumento2 páginasSOPROCAL - Dosificacion Mortero PDFnakeno100% (1)
- Instructivo Aplicación de ShotcreteDocumento12 páginasInstructivo Aplicación de ShotcreteRodrigo Perez100% (1)
- 7.-Procedimiento Encofrado y Desencofrado MaderaDocumento3 páginas7.-Procedimiento Encofrado y Desencofrado MaderaBeto TumaymerAún no hay calificaciones
- Longitudes de Anclaje y Solape PDFDocumento1 páginaLongitudes de Anclaje y Solape PDFAmy Jones100% (1)
- Pets-Tma-Sup-007 Cerco Perimetrico ProvisionalDocumento2 páginasPets-Tma-Sup-007 Cerco Perimetrico Provisionalarcangel valuAún no hay calificaciones
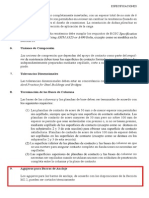
- Especificaciones para uniones de acero en construcciónDocumento1 páginaEspecificaciones para uniones de acero en construcciónPROYECTOMSAún no hay calificaciones
- Oxicorte Con Varilla PDFDocumento61 páginasOxicorte Con Varilla PDFAzucena Gonzalez LopezAún no hay calificaciones
- Ficha 1 Uso Grapas CrosbyDocumento1 páginaFicha 1 Uso Grapas Crosbygerman muriel corimanya0% (1)
- Copia de REGISTRO DE ENTREGA DE PINTURADocumento1 páginaCopia de REGISTRO DE ENTREGA DE PINTURACharles Andres Orjuela MartinezAún no hay calificaciones
- Procedimiento de TerrajeoDocumento7 páginasProcedimiento de TerrajeoAna Julia Aguirre ArrietaAún no hay calificaciones
- Ft-106 Golmastic 850 HSHBDocumento2 páginasFt-106 Golmastic 850 HSHBCRISTIAN LIZARASO PÉREZ100% (1)
- Informe Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadDocumento8 páginasInforme Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadAlvaro HurtadoAún no hay calificaciones
- Viga CarrileraDocumento5 páginasViga CarrileraJulio GarciaAún no hay calificaciones
- Procedimiento de Fabricación de TanquesDocumento9 páginasProcedimiento de Fabricación de TanquesJorge Maguiña LeyvaAún no hay calificaciones
- Especificaciones Tecnicas PDFDocumento99 páginasEspecificaciones Tecnicas PDFCristian Manuel Rios BerrocalAún no hay calificaciones
- Procedimiento Trabajos Con Soldadura MIG y Esmerilado V.BDocumento15 páginasProcedimiento Trabajos Con Soldadura MIG y Esmerilado V.BNestor Gallegos Castillo100% (1)
- Montaje EstructurasDocumento7 páginasMontaje EstructurasLuis Alberto Díaz FredesAún no hay calificaciones
- Procedimiento de Trabajo Instalacion Cubierta - Teja Standing SeamDocumento15 páginasProcedimiento de Trabajo Instalacion Cubierta - Teja Standing SeamCarlos GalvisAún no hay calificaciones
- Colocación concretoDocumento5 páginasColocación concretoNicole CastilloAún no hay calificaciones
- IT-7 - PE-7-07 Placas de Nivelación Rev.0Documento5 páginasIT-7 - PE-7-07 Placas de Nivelación Rev.0Marco VizaAún no hay calificaciones
- Manual Módulo Canopy (Spanish Version)Documento33 páginasManual Módulo Canopy (Spanish Version)fermedin100% (2)
- Memoria de Calculo Estructura BARRA de TIRO REV 001Documento16 páginasMemoria de Calculo Estructura BARRA de TIRO REV 001JOSE QUIROAAún no hay calificaciones
- Montaje estructuras metalicas techo almacenDocumento11 páginasMontaje estructuras metalicas techo almacenmecanicquiqueAún no hay calificaciones
- EETT Estructuras MetalicasDocumento7 páginasEETT Estructuras MetalicasclauaguilaAún no hay calificaciones
- Sistema de CimbradoDocumento3 páginasSistema de CimbradoAbigail ZuñigaAún no hay calificaciones
- C-87.5.Remocion de Estructura Metalica-P.S.3Documento1 páginaC-87.5.Remocion de Estructura Metalica-P.S.3Lilith CarlesAún no hay calificaciones
- Ficha Tecnica ButiloDocumento2 páginasFicha Tecnica Butilopedro nafer castilloAún no hay calificaciones
- Pets-003 Relleno para EstructurasDocumento4 páginasPets-003 Relleno para EstructurasWalther ApolinarioAún no hay calificaciones
- Procedimiento de Montaje de Parrillas de PisoDocumento1 páginaProcedimiento de Montaje de Parrillas de PisoEdwin Quina ValenciaAún no hay calificaciones
- Procedimiento 02. Habilitación de Acero de RefuerzoDocumento4 páginasProcedimiento 02. Habilitación de Acero de RefuerzoVicente CondAún no hay calificaciones
- Protocolo de Calidad TotalDocumento29 páginasProtocolo de Calidad TotalJorge Luis Lopez MolinaAún no hay calificaciones
- 1477065049-Ficha Winche Wps 0.5-1tn American BullDocumento2 páginas1477065049-Ficha Winche Wps 0.5-1tn American BullReyna Diaz OscoAún no hay calificaciones
- Pip Plan de ImplementacionDocumento1 páginaPip Plan de ImplementacionAnonymous KYV6VUAún no hay calificaciones
- Estación Hidrométrica ChuquicaraDocumento1 páginaEstación Hidrométrica ChuquicaraGustazx HiViAún no hay calificaciones
- Procedimiento de Desmontaje y Montaje de Almacen de CianuroDocumento19 páginasProcedimiento de Desmontaje y Montaje de Almacen de CianuroRolan PonceAún no hay calificaciones
- Procedimiento de PinturaDocumento12 páginasProcedimiento de PinturaPETROLAGO EPC & WELDING, C.AAún no hay calificaciones
- Procedimiento montaje estructurasDocumento14 páginasProcedimiento montaje estructurasCuerilia Do SantosAún no hay calificaciones
- Procedimiento Armado de Vigas Tipo IDocumento12 páginasProcedimiento Armado de Vigas Tipo ICarlos Quispe MartinezAún no hay calificaciones
- Cronograma de Ejecucion de Actividades Puente Culta - UltDocumento2 páginasCronograma de Ejecucion de Actividades Puente Culta - UltWillgen Soto ZárateAún no hay calificaciones
- Montaje cruce aéreo quebradasDocumento45 páginasMontaje cruce aéreo quebradasLuis Espinosa67% (3)
- Procedimiento de Ejecución SoldaduraDocumento6 páginasProcedimiento de Ejecución SoldaduraAlex AstuhuamanAún no hay calificaciones
- Corte y figurado de acero en construcción de líneas eléctricasDocumento5 páginasCorte y figurado de acero en construcción de líneas eléctricasDiego RendónAún no hay calificaciones
- Procedimiento para La Aplicacion de Soldadura en Horno de CementoDocumento7 páginasProcedimiento para La Aplicacion de Soldadura en Horno de CementoAdrian GonzalezAún no hay calificaciones
- Guia Usuario Cimbras MK E03ffrDocumento69 páginasGuia Usuario Cimbras MK E03ffrhuaranccaAún no hay calificaciones
- Procedimiento Operativo Po Pbe IzajeDocumento16 páginasProcedimiento Operativo Po Pbe IzajeNenita RivasAún no hay calificaciones
- Vigas de madera H20 para encofradosDocumento2 páginasVigas de madera H20 para encofradosjoshua lazaroAún no hay calificaciones
- P-GP-AC-02Procedimiento Desmontaje de Estructuras V-01Documento6 páginasP-GP-AC-02Procedimiento Desmontaje de Estructuras V-01GinoPalaciosAún no hay calificaciones
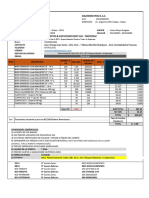
- Cotización de barras corrugadas y accesorios para obra en La EsperanzaDocumento1 páginaCotización de barras corrugadas y accesorios para obra en La EsperanzaEdFreddy PGarcíaAún no hay calificaciones
- Procedimiento para Montaje de Estructura v1Documento19 páginasProcedimiento para Montaje de Estructura v1Cesar Augusto Calderón Cárdenas100% (1)
- Ejecucion Topografica Obra MontajeDocumento4 páginasEjecucion Topografica Obra MontajeDavid Vilches PiñonesAún no hay calificaciones
- Apuntes Sobre Cimbras y EncofradosDocumento3 páginasApuntes Sobre Cimbras y EncofradosdanAún no hay calificaciones
- Presentacion de Encofrados y Andamios ULMADocumento92 páginasPresentacion de Encofrados y Andamios ULMAPaulMendezTrejoAún no hay calificaciones
- Dossier - ProcedimientoDocumento7 páginasDossier - ProcedimientoGerson GamboaAún no hay calificaciones
- Diseño de Estructuras Metálicas para TechosDocumento10 páginasDiseño de Estructuras Metálicas para Techosulda nuñezAún no hay calificaciones
- Fabricación en TallerDocumento7 páginasFabricación en TallerJose Tlaloc Mendoza LibradoAún no hay calificaciones
- Metodologia de Trabajo para Cerchas MetalicasDocumento10 páginasMetodologia de Trabajo para Cerchas Metalicasgabolobo0% (1)
- Procesos Constructivos Estructura MetalicaDocumento8 páginasProcesos Constructivos Estructura MetalicaLuz Marina Merchan ZambranoAún no hay calificaciones
- Enfermedades de La BocaDocumento13 páginasEnfermedades de La BocaRafae Leonardo Penagos CruzAún no hay calificaciones
- Sistemas OperativosDocumento6 páginasSistemas OperativosRafae Leonardo Penagos CruzAún no hay calificaciones
- Conservación de La EnergíaDocumento4 páginasConservación de La EnergíaRafae Leonardo Penagos CruzAún no hay calificaciones
- Concepto de CimbrasDocumento9 páginasConcepto de CimbrasRafae Leonardo Penagos CruzAún no hay calificaciones
- Calculo de Muro de Gravedad - Mecanica de Suelos.Documento14 páginasCalculo de Muro de Gravedad - Mecanica de Suelos.Rafae Leonardo Penagos CruzAún no hay calificaciones
- NDJCNJDCDocumento1 páginaNDJCNJDCRafae Leonardo Penagos CruzAún no hay calificaciones
- NDJCNJDCDocumento1 páginaNDJCNJDCRafae Leonardo Penagos CruzAún no hay calificaciones
- Cimbras de otros materiales ladrillo fibra vidrio cartón poliestireno aluminio triplay plastimaderaDocumento5 páginasCimbras de otros materiales ladrillo fibra vidrio cartón poliestireno aluminio triplay plastimaderaRafae Leonardo Penagos CruzAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Facebook WikipediaDocumento12 páginasFacebook WikipediaRafae Leonardo Penagos CruzAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Micro Proce Sad orDocumento17 páginasMicro Proce Sad orCristhian benites moranAún no hay calificaciones
- Trabajo de FilosofiaDocumento6 páginasTrabajo de Filosofiadayanna olmosAún no hay calificaciones
- Como Hacer Jabon NaturalDocumento28 páginasComo Hacer Jabon NaturalEderBuitragoGavilanAún no hay calificaciones
- Resume NDocumento2 páginasResume NThiany DubraskaAún no hay calificaciones
- Alarma Genius 1A 3 Bot PDFDocumento10 páginasAlarma Genius 1A 3 Bot PDFPedro SanchezAún no hay calificaciones
- Plan de Acción Certificacion Un Ministerio de BondadDocumento5 páginasPlan de Acción Certificacion Un Ministerio de BondadJuanita PluftinhAún no hay calificaciones
- Programa lavadora: descripción ciclos lavado y secadoDocumento1 páginaPrograma lavadora: descripción ciclos lavado y secadobelu2811Aún no hay calificaciones
- Sesión La SierraDocumento3 páginasSesión La SierraCRISTHIAN JESUS ACOSTA SANTOS100% (2)
- Guía Literatura LatinoamericanaDocumento2 páginasGuía Literatura LatinoamericanacinthyaAún no hay calificaciones
- Crucigrama Area Cultural Mesoamericana en Blanco PDFDocumento1 páginaCrucigrama Area Cultural Mesoamericana en Blanco PDFWillyMamaniAlnocaAún no hay calificaciones
- Arnold Krumm-Heller, La Revolución Mexicana y El Esoterismo en América LatinaDocumento33 páginasArnold Krumm-Heller, La Revolución Mexicana y El Esoterismo en América LatinamjsedgwickAún no hay calificaciones
- Un Dios CelosoDocumento18 páginasUn Dios CelosoNena CiciliaAún no hay calificaciones
- Papiro de Ahmes - La Enciclopedia LibreDocumento13 páginasPapiro de Ahmes - La Enciclopedia LibreFranklin Marchetti100% (1)
- 11.postulante Diciembre 2017-II - LiteraturaDocumento18 páginas11.postulante Diciembre 2017-II - LiteraturaguillermoAún no hay calificaciones
- Guias Praga, Viena, BudapestDocumento173 páginasGuias Praga, Viena, BudapestCarlos TejadaAún no hay calificaciones
- Documento y Link Victoria Secrets Las Causas de Su FracasoDocumento5 páginasDocumento y Link Victoria Secrets Las Causas de Su FracasoAnayerli BeltranAún no hay calificaciones
- Practica 6 Elaboracion de TripticoDocumento2 páginasPractica 6 Elaboracion de TripticoGreciaAún no hay calificaciones
- Leer para divertirse y mejorar la comprensiónDocumento18 páginasLeer para divertirse y mejorar la comprensiónDiana Vanessa TelloAún no hay calificaciones
- 2726-D-2009 - Ley - Ampliación Del APH Casco Histórico San Telmo - MonserratDocumento18 páginas2726-D-2009 - Ley - Ampliación Del APH Casco Histórico San Telmo - MonserratPatricio Di StefanoAún no hay calificaciones
- Tercera Declinación Con Ejercicios PDFDocumento5 páginasTercera Declinación Con Ejercicios PDFMagaliAún no hay calificaciones
- Vivir la fe con alegría a través de la Palabra de DiosDocumento3 páginasVivir la fe con alegría a través de la Palabra de DiosVanessaAún no hay calificaciones
- Guía de Trabajo 1 Ciencias Sociales - Grado SextoDocumento5 páginasGuía de Trabajo 1 Ciencias Sociales - Grado SextoPedro J AriasAún no hay calificaciones
- Historia Del Instituto Politecnico NacionalDocumento4 páginasHistoria Del Instituto Politecnico NacionalBibiana ZuritaAún no hay calificaciones
- Estudios en EzequielDocumento9 páginasEstudios en EzequielPASTOR_HUGO100% (1)
- Guía Tabla Periódica Autores LiteraturaDocumento4 páginasGuía Tabla Periódica Autores LiteraturaErika PearzAún no hay calificaciones
- Programación Aula Meñiques 3 AñosDocumento35 páginasProgramación Aula Meñiques 3 AñosDiana Casallas D'GomezAún no hay calificaciones
- Capitan Futuro y El Emperador Del EspacioDocumento135 páginasCapitan Futuro y El Emperador Del EspacioAngeloAún no hay calificaciones
- Musica en La Edad MediaDocumento1 páginaMusica en La Edad MediaValentina Hernández JulioAún no hay calificaciones
- Evaluación de Las Clases de CuentosDocumento2 páginasEvaluación de Las Clases de CuentosPaulina De HoyosAún no hay calificaciones
- Manual Identidad Corporativa Ayuntamiento de UtreraDocumento60 páginasManual Identidad Corporativa Ayuntamiento de UtreraJnachillo Castells CaballosAún no hay calificaciones
- Reflexión La Oveja PerdidaDocumento3 páginasReflexión La Oveja PerdidaPedroJoséCardenasAún no hay calificaciones