También podría gustarte
- Conocemos Los Numesros Hasta El 20Documento3 páginasConocemos Los Numesros Hasta El 20Victoria CZ79% (29)
- Ficha Tecnica Qs-IiiDocumento9 páginasFicha Tecnica Qs-IiiDavid Ricardo Lozano Rondon100% (1)
- Articulo Validacion de RecubrimientosDocumento3 páginasArticulo Validacion de RecubrimientosJesús Alvarado FloresAún no hay calificaciones
- Regulación de Productos VeterinariosDocumento32 páginasRegulación de Productos VeterinariosChristhiamCabreraAún no hay calificaciones
- Normas ASTMDocumento3 páginasNormas ASTMCatalina Isidora Molina OlivaresAún no hay calificaciones
- Teoría de La Capa Limite: Capítulo 5apítuloDocumento12 páginasTeoría de La Capa Limite: Capítulo 5apítuloCintia Andrade MoóAún no hay calificaciones
- Ht-Permaflex TQ AP 1200x1600 BlancoDocumento4 páginasHt-Permaflex TQ AP 1200x1600 BlancoIngenieria1 Proceso de IngenieríaAún no hay calificaciones
- PDS Supreme Wrapping Film ESDocumento2 páginasPDS Supreme Wrapping Film ESElidio LopezAún no hay calificaciones
- Cifras SignificativasDocumento11 páginasCifras SignificativasJhon ClintonAún no hay calificaciones
- Muestreo Por Variables de Calidad-UmssDocumento20 páginasMuestreo Por Variables de Calidad-UmssBernin Roberth ValverdeAún no hay calificaciones
- Evaluación Del Sistema de Muestreo para Control de La CalidadDocumento74 páginasEvaluación Del Sistema de Muestreo para Control de La Calidadfernando martinezAún no hay calificaciones
- Resumen de Inspección y Muestreo de Las Materias Primas y Materiales de Envase y EmpaqueDocumento11 páginasResumen de Inspección y Muestreo de Las Materias Primas y Materiales de Envase y EmpaqueVanegas Agudelo CarlosAún no hay calificaciones
- Normas TAPPI Vs IcontecDocumento4 páginasNormas TAPPI Vs IcontecJafet Ospina0% (1)
- Inspección y Muestreo Por El Military Standard 105EDocumento4 páginasInspección y Muestreo Por El Military Standard 105EJoe Dickens P100% (2)
- Manual Minitab Análisis Estadístico de CalidadDocumento208 páginasManual Minitab Análisis Estadístico de CalidadsocorrozrAún no hay calificaciones
- Mantenimiento, Calificaciones y CalibracionesDocumento67 páginasMantenimiento, Calificaciones y CalibracionessharonAún no hay calificaciones
- Inspeccion y Cartas de ControlDocumento59 páginasInspeccion y Cartas de ControlJohnny Preciado LaverdeAún no hay calificaciones
- Técnicas de Muestreo de Aceptación-OKDocumento52 páginasTécnicas de Muestreo de Aceptación-OKRolando ValdiviaAún no hay calificaciones
- Qué Es CPK AnaDocumento18 páginasQué Es CPK AnaKrishyun AkabaneAún no hay calificaciones
- Presentación Muestro de Aceptacion 2014Documento43 páginasPresentación Muestro de Aceptacion 2014Gabriel Alejandro Colque AriasAún no hay calificaciones
- Prueba de Resistencia Del Impacto A Caida LibreDocumento4 páginasPrueba de Resistencia Del Impacto A Caida LibreJudith Casstañeda AgurtoAún no hay calificaciones
- Anteproyecto de Implementación de Herramientas Lean en Una Empresa AlimenticiaDocumento11 páginasAnteproyecto de Implementación de Herramientas Lean en Una Empresa AlimenticiaDiego Alejandro Rojas garcia100% (1)
- Alambre de Soldadura MigDocumento6 páginasAlambre de Soldadura Migabraham.rodriguez.cwi246Aún no hay calificaciones
- NTC 6039 - SAC Tintas para ImpresiónDocumento22 páginasNTC 6039 - SAC Tintas para ImpresiónYuly Viviana Gonzalez Barrientos100% (1)
- NTC 5510 - Impacto Por DardoDocumento23 páginasNTC 5510 - Impacto Por DardoClaudia Rodas ParraAún no hay calificaciones
- NMX Z 012 3 1987Documento17 páginasNMX Z 012 3 1987Víc Mac IIAún no hay calificaciones
- Mundo MitutoyoDocumento34 páginasMundo MitutoyoCarlos García HernándezAún no hay calificaciones
- 4.3 - Mejora Del Metodo de Trabajo para El Departamento de Flexografia en La Impresion de EtiquetasDocumento206 páginas4.3 - Mejora Del Metodo de Trabajo para El Departamento de Flexografia en La Impresion de EtiquetasAparicio MedinaAún no hay calificaciones
- ISO2859-1 MuestreoDocumento17 páginasISO2859-1 MuestreoBernardo ChaconAún no hay calificaciones
- Plástico en MéxicoDocumento12 páginasPlástico en MéxicoLibna Velazquez WilkersonAún no hay calificaciones
- VIM 2004 EspanolDocumento45 páginasVIM 2004 EspanolRuwayda Olivares TerceroAún no hay calificaciones
- Atajos OfficeDocumento10 páginasAtajos OfficepatriciaeiqAún no hay calificaciones
- Ensayos de Aptitud en MicrobiologíaDocumento5 páginasEnsayos de Aptitud en MicrobiologíaEudoro Trejos EspinozaAún no hay calificaciones
- Solucionando Problemas en El Proceso de Soldadura MigDocumento16 páginasSolucionando Problemas en El Proceso de Soldadura MigAnonymous tI6cgOO7NAAún no hay calificaciones
- Iso 3951Documento5 páginasIso 3951David P MAún no hay calificaciones
- Nom 010 Scfi 2014Documento412 páginasNom 010 Scfi 2014AkAún no hay calificaciones
- Ppap Romo RiDocumento11 páginasPpap Romo RiRamiro Garcia ibarraAún no hay calificaciones
- Camara de Prueba de Hermeticidad PDFDocumento12 páginasCamara de Prueba de Hermeticidad PDFEnioAún no hay calificaciones
- Presentacion Iso 10012 AenorDocumento8 páginasPresentacion Iso 10012 AenorWechwechAún no hay calificaciones
- Protocolo de Pruebas - GuíaDocumento4 páginasProtocolo de Pruebas - GuíaVioletaGreenAún no hay calificaciones
- NTC5510Documento23 páginasNTC5510Luisa SuárezAún no hay calificaciones
- GAM-GI-02 V06 Guia para El Calculo de IncertidumbreDocumento18 páginasGAM-GI-02 V06 Guia para El Calculo de Incertidumbred1360sdfggfbdmll0% (1)
- Estudio de La Deformibilidad A Tracción de Películas de PlásticosDocumento89 páginasEstudio de La Deformibilidad A Tracción de Películas de PlásticosAlanSerranoAún no hay calificaciones
- Procedimiento para El Análisis de Repetibilidad y Reproducibilidad en Procesos de ManufacturaDocumento7 páginasProcedimiento para El Análisis de Repetibilidad y Reproducibilidad en Procesos de ManufacturaPedro ValdezAún no hay calificaciones
- Determinación de Volumen y DensidadDocumento26 páginasDeterminación de Volumen y DensidadEDGAR ANIBAL AJUCHÁN SAGUACHAún no hay calificaciones
- CalibracionDocumento7 páginasCalibracionAnonymous 3OvLmCa2wAún no hay calificaciones
- Formato Acciones CorrectivasDocumento1 páginaFormato Acciones CorrectivasDavid SarmientoAún no hay calificaciones
- Ajuste y ToleranciaDocumento9 páginasAjuste y ToleranciaCarlos GuerreiroAún no hay calificaciones
- DensitometriaDocumento56 páginasDensitometriaAlexander SanmartinAún no hay calificaciones
- Analisis de Materiales Por Espectroscopia FT-IRDocumento45 páginasAnalisis de Materiales Por Espectroscopia FT-IRFroy MartinezAún no hay calificaciones
- InfinityLab 5991-8031ES CatalogDocumento148 páginasInfinityLab 5991-8031ES CatalogQuina MQ100% (1)
- PDF Cipam Guia Limpieza - Compress PDFDocumento31 páginasPDF Cipam Guia Limpieza - Compress PDFKevin GonzalezAún no hay calificaciones
- Planes de MuestreoDocumento38 páginasPlanes de Muestreoflor vides100% (1)
- Informe PPK y CPK PDFDocumento22 páginasInforme PPK y CPK PDFLa Metalurgica100% (1)
- Ensayo de Impacto Por Caida de DardoDocumento20 páginasEnsayo de Impacto Por Caida de DardoSUSANA JIMENA TANANTA LEYVAAún no hay calificaciones
- SEFAR FolletoDocumento20 páginasSEFAR FolletoJorge CamacaroAún no hay calificaciones
- Calidad de Los MaterialesDocumento27 páginasCalidad de Los MaterialesLR Nora100% (1)
- Ing Calidad Tarea 8Documento20 páginasIng Calidad Tarea 8david joseAún no hay calificaciones
- Muestreo Por Aceptacion 1Documento26 páginasMuestreo Por Aceptacion 1ulises coloradoAún no hay calificaciones
- Resumen Capítulo 12 Control de Calidad Humberto GutierresDocumento8 páginasResumen Capítulo 12 Control de Calidad Humberto GutierresMaac0% (2)
- Marco TeóricoDocumento7 páginasMarco TeóricoMaria Guerra OspinoAún no hay calificaciones
- Toma de muestras y análisis in-situ. QUIE0108De EverandToma de muestras y análisis in-situ. QUIE0108Aún no hay calificaciones
- Cuestionario de CatalisisDocumento4 páginasCuestionario de CatalisisCintia Andrade MoóAún no hay calificaciones
- Filtro PrensaDocumento18 páginasFiltro PrensaCintia Andrade MoóAún no hay calificaciones
- Ejercicios ReactoresDocumento12 páginasEjercicios ReactoresCintia Andrade MoóAún no hay calificaciones
- Taller 3 AGL Estudiantes FAVDocumento4 páginasTaller 3 AGL Estudiantes FAVCintia Andrade MoóAún no hay calificaciones
- Recibo de Pago OXXODocumento1 páginaRecibo de Pago OXXOCintia Andrade MoóAún no hay calificaciones
- Manual de GranulometríaDocumento24 páginasManual de GranulometríaCintia Andrade MoóAún no hay calificaciones
- Plasma de Nitrógeno Sobre Grafito - En.esDocumento21 páginasPlasma de Nitrógeno Sobre Grafito - En.esCintia Andrade MoóAún no hay calificaciones
- Actividad de Aprendizaje 4. Compendio de Aprendizaje y MemoriaDocumento5 páginasActividad de Aprendizaje 4. Compendio de Aprendizaje y MemoriaUshioAún no hay calificaciones
- IX EXPERIENCIA DE APRENDIZAJE - ACT 3 - 1° y 2° GRADODocumento4 páginasIX EXPERIENCIA DE APRENDIZAJE - ACT 3 - 1° y 2° GRADOdaniela0% (1)
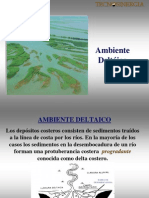
- NOGEO DeltaicoDocumento44 páginasNOGEO DeltaicoLuis GomesAún no hay calificaciones
- Produmex - Gerardo ReyesDocumento10 páginasProdumex - Gerardo ReyesGerardo Reyes RomeroAún no hay calificaciones
- Mapa Mental Salud Ocupacional ActividadDocumento2 páginasMapa Mental Salud Ocupacional ActividadTorrealba JuditasAún no hay calificaciones
- Diversidad - Mimo PDFDocumento32 páginasDiversidad - Mimo PDFaalexiscvAún no hay calificaciones
- TORQUIMETRODocumento2 páginasTORQUIMETRORichardson Echverri Jaramillo100% (1)
- Kaldor HicksDocumento13 páginasKaldor HicksOmar RoblesAún no hay calificaciones
- Línea de ProductosDocumento3 páginasLínea de ProductosRichard RamirezAún no hay calificaciones
- Música y SociedadDocumento11 páginasMúsica y SociedadRonaldo CristianoAún no hay calificaciones
- Modulo 2 Unidades 4 5 6 7Documento221 páginasModulo 2 Unidades 4 5 6 7Mariana MolinaAún no hay calificaciones
- S14 Ord 2017 IiDocumento121 páginasS14 Ord 2017 IiJharol Jesús Saúl Onofre Tena100% (1)
- Desarrollo Personal - Semana 6Documento17 páginasDesarrollo Personal - Semana 6Luis alberto Diaz vilchezAún no hay calificaciones
- 1 Eso Álgebra + Ecuaciones + ProblemasDocumento7 páginas1 Eso Álgebra + Ecuaciones + ProblemasguiraogarmariaAún no hay calificaciones
- Ciencia Ficcion Satira Social - ..PDF-PDFADocumento152 páginasCiencia Ficcion Satira Social - ..PDF-PDFAMar BlancAún no hay calificaciones
- Asociaciones de CompetenciaDocumento8 páginasAsociaciones de CompetenciaDannita JenAún no hay calificaciones
- Produce: Establecen La Veda Reproductiva Del Recurso Choro para El Año 2021Documento2 páginasProduce: Establecen La Veda Reproductiva Del Recurso Choro para El Año 2021roberto210772Aún no hay calificaciones
- Paradigma Interpretativo y Socio-CríticoDocumento4 páginasParadigma Interpretativo y Socio-CríticoXen VelaxAún no hay calificaciones
- Plan Curso Remedial Agosto 2020-2021Documento2 páginasPlan Curso Remedial Agosto 2020-2021Lu Gu RoAún no hay calificaciones
- Tablas de Marea de La Costa de Chile 2018 PDFDocumento196 páginasTablas de Marea de La Costa de Chile 2018 PDFPaulina Moller100% (1)
- Quo Vadis Reclutamiento y Contratacion de Trabajadores Migrantes y Su Acceso A La Seguridad SocialDocumento71 páginasQuo Vadis Reclutamiento y Contratacion de Trabajadores Migrantes y Su Acceso A La Seguridad SocialJorge Romero LeónAún no hay calificaciones
- Profesor M. en C. Ing. Luis Alberto Muñoz Gómez Formato Estándar para Entrega de Actividades en DocumentoDocumento1 páginaProfesor M. en C. Ing. Luis Alberto Muñoz Gómez Formato Estándar para Entrega de Actividades en DocumentoDanny Cedeño LauridoAún no hay calificaciones
- Teoría Del Aprendizaje SocialDocumento12 páginasTeoría Del Aprendizaje SocialKeren CastroAún no hay calificaciones
- Piramidon 66 PP PDFDocumento137 páginasPiramidon 66 PP PDFCinthiaLugoAún no hay calificaciones
- 6° S38 Cuadernillo de Actividades (Anexos) Profa KempisDocumento13 páginas6° S38 Cuadernillo de Actividades (Anexos) Profa KempisEsteban AVAún no hay calificaciones
- Exposicion de Proceso de Integracion y Organizacion de PersonasDocumento37 páginasExposicion de Proceso de Integracion y Organizacion de PersonasROSA KATHERINE67% (3)
- Maquila y OutsourcingDocumento2 páginasMaquila y OutsourcingRoss SoplopucoAún no hay calificaciones
- Fase 3-Yan Carlos Perez Pensamiento Logico y MatematicoDocumento16 páginasFase 3-Yan Carlos Perez Pensamiento Logico y Matematicoyan carlos perez beltranAún no hay calificaciones
- Chancho PavimentosDocumento4 páginasChancho PavimentosHumbertoEchalarAún no hay calificaciones