También podría gustarte
- La Secuencia de Mover ControladoDocumento9 páginasLa Secuencia de Mover ControladoAnonymous EP1mmAAún no hay calificaciones
- MOSTDocumento52 páginasMOSTJara MarquezAún no hay calificaciones
- TEMA 2 - Estudio de Tiempos Predeterminados MOSTDocumento51 páginasTEMA 2 - Estudio de Tiempos Predeterminados MOSTLeonardo SalasAún no hay calificaciones
- Movimiento de Secuencia GeneralDocumento14 páginasMovimiento de Secuencia GeneralJuan Carlos GasparAún no hay calificaciones
- MOST-Uso de HerramientasDocumento17 páginasMOST-Uso de Herramientasraul rodriguez juache0% (1)
- Ejercicios Mover Controlado MostDocumento1 páginaEjercicios Mover Controlado MostMiguel VerdugoAún no hay calificaciones
- Tema 1. Estudio Del Trabajo IIDocumento30 páginasTema 1. Estudio Del Trabajo IILisseth EspinosaAún no hay calificaciones
- Tablas MostDocumento4 páginasTablas MostJosé PerézAún no hay calificaciones
- Ejercicios ModaptsDocumento1 páginaEjercicios ModaptsEdgar URR100% (1)
- 4 1 - RectificadoDocumento2 páginas4 1 - RectificadoAnnette Jimenez SilvaAún no hay calificaciones
- Ejemplos de Most CompletosDocumento15 páginasEjemplos de Most CompletosSonicGamer 01Aún no hay calificaciones
- Aplicacion de MOSTDocumento6 páginasAplicacion de MOSTPetch CrowAún no hay calificaciones
- Ejercicios ResuletosDocumento5 páginasEjercicios ResuletosJOSE ROMAN MARTINEZ VAZQUEZ100% (1)
- Balance de Linea ElementalDocumento52 páginasBalance de Linea ElementalAnonymous 1AJFO9Aún no hay calificaciones
- Ejercicios Basicos MOSTDocumento6 páginasEjercicios Basicos MOSTROBO MOONAún no hay calificaciones
- Movimientos ControladosDocumento2 páginasMovimientos ControladosFernando Garcia0% (1)
- 2.7 Registro Concentrado de ObservacionesDocumento3 páginas2.7 Registro Concentrado de Observacionesjuancarrillod9198100% (1)
- MOSTDocumento7 páginasMOSTDAN BERNALI GOMEZ ZAVALAAún no hay calificaciones
- EMoverGenera U1Documento2 páginasEMoverGenera U1Jonathan BarretoAún no hay calificaciones
- Unidad 4 Datos Estándar en Operaciones de MaquinadoDocumento13 páginasUnidad 4 Datos Estándar en Operaciones de MaquinadoCésar González Barrios33% (3)
- Ejercicios MTMDocumento2 páginasEjercicios MTMJose Manuel Molina CuariteAún no hay calificaciones
- 2.3 Diseño y Seleccion de HerramientasDocumento34 páginas2.3 Diseño y Seleccion de Herramientasfidel alejandro king felixAún no hay calificaciones
- Ensayo-Tableros y Controles ErgonomiaDocumento7 páginasEnsayo-Tableros y Controles ErgonomiaNoemi BeltranAún no hay calificaciones
- Unidad 3 Introduccion A La Programacion de Un Lenguaje EstructuradoDocumento11 páginasUnidad 3 Introduccion A La Programacion de Un Lenguaje EstructuradoYuliana Flores Martinez100% (1)
- Ejercicios MostDocumento2 páginasEjercicios MostEsmeralda SalvadorAún no hay calificaciones
- Procesos Regionales FinalDocumento14 páginasProcesos Regionales FinalLuis Felipe Michel MtnzAún no hay calificaciones
- 2.9 Elaboración de Gráficas de ControlDocumento4 páginas2.9 Elaboración de Gráficas de ControlKaren Ortega GcíaAún no hay calificaciones
- Practica 1 Mtm-1Documento11 páginasPractica 1 Mtm-1luisart21Aún no hay calificaciones
- Conceptos Basicos de La ErgonomiaDocumento13 páginasConceptos Basicos de La ErgonomiaTaania MendezAún no hay calificaciones
- Diseño y Selección de HerramientasDocumento3 páginasDiseño y Selección de HerramientasAlfonso LunaAún no hay calificaciones
- Exa U2Documento1 páginaExa U2Erlen Campos100% (1)
- Formato Most y Ejercicios 4BDocumento6 páginasFormato Most y Ejercicios 4BJuan Carlos GasparAún no hay calificaciones
- 2.7 Balanceo de Lineas Asistido Por ComputadoraDocumento14 páginas2.7 Balanceo de Lineas Asistido Por ComputadoraNallely VegaAún no hay calificaciones
- Sistema MostDocumento7 páginasSistema MostRocío Rmz AlmaguerAún no hay calificaciones
- Tarea Tiempos Predeterminados (5)Documento2 páginasTarea Tiempos Predeterminados (5)Ivan LopezAún no hay calificaciones
- Work FactorDocumento7 páginasWork FactorAntonio GonzalezAún no hay calificaciones
- Practica 3Documento20 páginasPractica 3JESUS ELIAS HERNANDEZ FLORES100% (1)
- Códigos MisceláneosDocumento8 páginasCódigos MisceláneosJose De SantiagoAún no hay calificaciones
- El Sistema Work FactorDocumento13 páginasEl Sistema Work FactorCarlos ArguellesAún no hay calificaciones
- MODAPSDocumento8 páginasMODAPSAna Karen Calamani FloresAún no hay calificaciones
- Aplicaciones de MTM - 2 A Casos Prácticos: HistoriaDocumento7 páginasAplicaciones de MTM - 2 A Casos Prácticos: HistoriaAry Hdez CastroAún no hay calificaciones
- 1.2.3 Diseño y Seleccion de Herramientas-1Documento25 páginas1.2.3 Diseño y Seleccion de Herramientas-1Eduardo BecerraAún no hay calificaciones
- 3.3 Desprendimiento de Viruta Por MaquinadoDocumento17 páginas3.3 Desprendimiento de Viruta Por MaquinadoJesus Enrique Moreno Rodriguez50% (4)
- 4.3estado EstableDocumento3 páginas4.3estado EstableRuben Barragan FabianAún no hay calificaciones
- UNIDAD 4 - Metodología de Los Sistemas DurosDocumento9 páginasUNIDAD 4 - Metodología de Los Sistemas DurosԼեյդի ՄարտինեսAún no hay calificaciones
- Metodos de Bifurcacion y AcotacionDocumento14 páginasMetodos de Bifurcacion y AcotacionAdolfo Sarmiento Ruiz100% (1)
- 3.6 Uso de SoftwareDocumento11 páginas3.6 Uso de SoftwareHumberto CabreraAún no hay calificaciones
- 1.3. Tipos de SimulaciónDocumento3 páginas1.3. Tipos de SimulaciónCarlos GarciaAún no hay calificaciones
- Unidad Iii: Antropometría Caso Práctico de Biomecánica (Bicicletista)Documento7 páginasUnidad Iii: Antropometría Caso Práctico de Biomecánica (Bicicletista)rodolfo0880% (1)
- Elevación de Los Estándares de PersonalDocumento7 páginasElevación de Los Estándares de PersonalConner KentAún no hay calificaciones
- Diagrama ComoDocumento2 páginasDiagrama ComoSayri Gabriel0% (1)
- Metodo Most RendimientoDocumento70 páginasMetodo Most RendimientoLuis BenitezAún no hay calificaciones
- Principios para El Manejo de MaterialesDocumento4 páginasPrincipios para El Manejo de MaterialesDiego Alejandro Cobos CaballeroAún no hay calificaciones
- Ejercicios MovimientoDocumento6 páginasEjercicios MovimientoCarlos Suarez Gonzalez67% (3)
- Prácticas de Valorización Del Ritmo Del Operario, Toma y Registro de TiemposDocumento9 páginasPrácticas de Valorización Del Ritmo Del Operario, Toma y Registro de TiemposOscar Rodolfo Mosqueda RedondoAún no hay calificaciones
- 4.3. Balanceo de Líneas de Ensamble para La Producción Simultanea de Más de Un Modelo.Documento5 páginas4.3. Balanceo de Líneas de Ensamble para La Producción Simultanea de Más de Un Modelo.MizraimGuzmanSantiago100% (7)
- Ejercicios de Modapts Ejemplos de TareaDocumento8 páginasEjercicios de Modapts Ejemplos de TareaSonicGamer 01Aún no hay calificaciones
- Modelos de Efectos Aleatorios 5.4Documento2 páginasModelos de Efectos Aleatorios 5.4Uriel Hernández CruzAún no hay calificaciones
- Análisis de La Información RegistradaDocumento6 páginasAnálisis de La Información RegistradaPamela Medina Mendoza100% (2)
- Secuencia Del Movimiento Controlado 1Documento9 páginasSecuencia Del Movimiento Controlado 1JESUS ALBERTO IBARRA ARMENDARIZAún no hay calificaciones
- Recolecion DatosDocumento10 páginasRecolecion Datosraul rodriguez juacheAún no hay calificaciones
- PDF Prueba de HipotesisDocumento4 páginasPDF Prueba de Hipotesisraul rodriguez juacheAún no hay calificaciones
- Sapuan2017 2 1Documento45 páginasSapuan2017 2 1raul rodriguez juacheAún no hay calificaciones
- Gestion de Los Sistemas de CalidadDocumento2 páginasGestion de Los Sistemas de Calidadraul rodriguez juacheAún no hay calificaciones
- Prueba de HipotesisDocumento4 páginasPrueba de Hipotesisraul rodriguez juacheAún no hay calificaciones
- Costos de La CalidadDocumento10 páginasCostos de La Calidadraul rodriguez juacheAún no hay calificaciones
- POLIMEROSDocumento25 páginasPOLIMEROSraul rodriguez juacheAún no hay calificaciones
- Examen de Io Unidad 3Documento2 páginasExamen de Io Unidad 3raul rodriguez juacheAún no hay calificaciones
- Trabajo de LedDocumento8 páginasTrabajo de Ledraul rodriguez juacheAún no hay calificaciones
- Act 1.5 Regresión Lineal MúltipleDocumento1 páginaAct 1.5 Regresión Lineal Múltipleraul rodriguez juacheAún no hay calificaciones
- Adm de Proyectos Cap 10 y 11Documento7 páginasAdm de Proyectos Cap 10 y 11raul rodriguez juacheAún no hay calificaciones
- Articulo Del Comportamiento Del ConsumidorDocumento3 páginasArticulo Del Comportamiento Del Consumidorraul rodriguez juacheAún no hay calificaciones
- Compuestos TermofraguantesDocumento2 páginasCompuestos Termofraguantesraul rodriguez juacheAún no hay calificaciones
- Unidad 1Documento5 páginasUnidad 1raul rodriguez juacheAún no hay calificaciones
- Adm Proyectos Capitulo 10 y 11Documento4 páginasAdm Proyectos Capitulo 10 y 11raul rodriguez juacheAún no hay calificaciones
- 3.1.2. Desarrolle La Sopa de Letras y Realice Con Las Palabras Encontradas Un Glosario Que Le Permita Conocer El Significado de Cada PalabraDocumento4 páginas3.1.2. Desarrolle La Sopa de Letras y Realice Con Las Palabras Encontradas Un Glosario Que Le Permita Conocer El Significado de Cada PalabraIngridAún no hay calificaciones
- Expedicion A Traves de La Palabra PDFDocumento2 páginasExpedicion A Traves de La Palabra PDFLori0% (1)
- Calibracion de EquiposDocumento3 páginasCalibracion de EquiposFederneyAún no hay calificaciones
- Caso Practico Unidad DosDocumento2 páginasCaso Practico Unidad DosDavid Díaz100% (1)
- Gestion de La Adquisición Del ProyectoDocumento12 páginasGestion de La Adquisición Del ProyectoKeylaAún no hay calificaciones
- Práctica Calificada #3Documento2 páginasPráctica Calificada #3DICK REYNER FLORES LUCANAAún no hay calificaciones
- Gestión de La Seguridad de La InformaciónDocumento2 páginasGestión de La Seguridad de La InformaciónStiven Oscar Bermudez JaraAún no hay calificaciones
- Taller N°2 (V1)Documento2 páginasTaller N°2 (V1)frank Ibañez SantistebanAún no hay calificaciones
- NCCU - NCCU-216 - Informatica (Recuperado Automáticamente)Documento14 páginasNCCU - NCCU-216 - Informatica (Recuperado Automáticamente)MOTORA PASION2Aún no hay calificaciones
- Lab09 ProgramacionSimulacionAplicativo2 PIC18F4550Documento16 páginasLab09 ProgramacionSimulacionAplicativo2 PIC18F4550Fabrizio Santiago Amaya CanchumantaAún no hay calificaciones
- Ley 453 CompletaDocumento21 páginasLey 453 CompletaLiber MirandaAún no hay calificaciones
- Boletín 5040Documento4 páginasBoletín 5040Usumake0% (1)
- Colombia Aprende Trabajo de Tic.Documento5 páginasColombia Aprende Trabajo de Tic.nikoll yuranis talero jimenezAún no hay calificaciones
- Programa CentralDocumento7 páginasPrograma CentralDANA ALEXANDRA QUISPE SANCHEZAún no hay calificaciones
- InecuacionesDocumento36 páginasInecuacionesHUGO GOMEZ CHAHUAAún no hay calificaciones
- TI-Nspire CX SS Guidebook ES PDFDocumento535 páginasTI-Nspire CX SS Guidebook ES PDFhenry lizcanoAún no hay calificaciones
- Perfil de Puesto Auxiliar Contable MzoDocumento4 páginasPerfil de Puesto Auxiliar Contable MzoELYAún no hay calificaciones
- Lado U1 Ea MarvDocumento7 páginasLado U1 Ea Marvcarmen rodriguezAún no hay calificaciones
- Taller Funcion de IncrementoDocumento15 páginasTaller Funcion de Incrementolaura cataño velascoAún no hay calificaciones
- Grupo 3 - Caso WirecardDocumento20 páginasGrupo 3 - Caso Wirecardedith2863100% (3)
- Gestión Cal Ind FarmDocumento32 páginasGestión Cal Ind FarmmaraperezlindoAún no hay calificaciones
- PeruDocumento67 páginasPeruEinstein Rojas OsorioAún no hay calificaciones
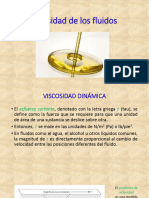
- Viscosidad de Los FluidosDocumento46 páginasViscosidad de Los FluidosDIEGO ALEXANDER CUEVA OBESOAún no hay calificaciones
- Ensayo La Cadena de Suministro Triple ADocumento3 páginasEnsayo La Cadena de Suministro Triple AEdgard Gomez SennovskayaAún no hay calificaciones
- Programación en MIPSDocumento19 páginasProgramación en MIPSMario A MilletAún no hay calificaciones
- Guía Del Trabajo Final - Gestión de Operaciones (Presencial)Documento2 páginasGuía Del Trabajo Final - Gestión de Operaciones (Presencial)Gianina Karem Rivera CastroAún no hay calificaciones
- S01.01 - Material - PuertasDocumento26 páginasS01.01 - Material - PuertasMartin HerreraAún no hay calificaciones
- Requerimiento #1Documento2 páginasRequerimiento #1Samuel Chacon RomanAún no hay calificaciones
- Memoria - Informe PPP 2020Documento3 páginasMemoria - Informe PPP 2020Gabriela Hijar LevanoAún no hay calificaciones