También podría gustarte
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Cuadro Comparativo de Estudios de TiempoDocumento5 páginasCuadro Comparativo de Estudios de TiempoMiriam Paloma Gaona Rodriguez0% (1)
- Práctica Principal AO (Diseños de Puestos)Documento16 páginasPráctica Principal AO (Diseños de Puestos)Javier TiconaAún no hay calificaciones
- 2 - Metodologia para La Gestion de Riesgos de Cesar Duque A.Documento9 páginas2 - Metodologia para La Gestion de Riesgos de Cesar Duque A.MADAún no hay calificaciones
- Estudio de Tiempos de TrabajoDocumento20 páginasEstudio de Tiempos de TrabajoGonzalo Andre83% (6)
- Estudio de Tiempos PredeterminadosDocumento33 páginasEstudio de Tiempos PredeterminadosJuan Carlos Guillen GonzalezAún no hay calificaciones
- Estudio de Los Tiempos de TrabajoDocumento4 páginasEstudio de Los Tiempos de TrabajoNallely RiosAún no hay calificaciones
- Lectura 12 - Manual Practico de Diseño de SistemasDocumento17 páginasLectura 12 - Manual Practico de Diseño de SistemasdandeuzalAún no hay calificaciones
- Cronometraje IndusrtrialDocumento66 páginasCronometraje IndusrtrialFrancisco Ubillus50% (2)
- Métodos de medición de tiemposDocumento33 páginasMétodos de medición de tiemposJosept Churqui CondoriAún no hay calificaciones
- Estudio de tiempos con cronómetroDocumento82 páginasEstudio de tiempos con cronómetroOlvera Rico Luis ErnestoAún no hay calificaciones
- 4.1 Definición de Estudios de TiempoDocumento3 páginas4.1 Definición de Estudios de TiempoJuAn OsorioAún no hay calificaciones
- Obtener Archivo RecursoDocumento47 páginasObtener Archivo RecursoDiana Rosa Lopez VasquezAún no hay calificaciones
- Practica 5 Medicion de Tiempos Cronometro RESUELTA PDFDocumento23 páginasPractica 5 Medicion de Tiempos Cronometro RESUELTA PDFAnonymous dliDzKRAún no hay calificaciones
- Tecnicas de Cronometraje y Estudio de TiemposDocumento7 páginasTecnicas de Cronometraje y Estudio de Tiemposjessica ontiverosAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Introducción a la ingeniería: Productividad, tiempos y movimientosDocumento9 páginasIntroducción a la ingeniería: Productividad, tiempos y movimientosSteven RoaAún no hay calificaciones
- Tiempos de Fabricacion - EpnDocumento33 páginasTiempos de Fabricacion - EpnStevenRamosAún no hay calificaciones
- Medición tiempo estándar tareasDocumento5 páginasMedición tiempo estándar tareasAriel MaciasAún no hay calificaciones
- Herramientas en Produccion de PrendasDocumento63 páginasHerramientas en Produccion de PrendasEdgardo ZavalaAún no hay calificaciones
- Calculo de Los Factores de Producción y OperacionesDocumento55 páginasCalculo de Los Factores de Producción y OperacionesJuan Rincon83% (18)
- Propósito de La Medición Del TrabajoDocumento10 páginasPropósito de La Medición Del TrabajoJESUS ANTONIO ALARCON MENDOZAAún no hay calificaciones
- Medicion Del TrabajoDocumento56 páginasMedicion Del TrabajoAndres LopezAún no hay calificaciones
- Investigacion Estudio de TiemposDocumento31 páginasInvestigacion Estudio de TiemposFernando RayoAún no hay calificaciones
- Reporte Práctica 06 Balance de LineasDocumento7 páginasReporte Práctica 06 Balance de LineasDiego VelásquezAún no hay calificaciones
- El Tiempo Estándar para Una Operación Dada Es El Tiempo Requerido para Que Un Operario de Tipo MedioDocumento3 páginasEl Tiempo Estándar para Una Operación Dada Es El Tiempo Requerido para Que Un Operario de Tipo MedioEvert Perez DiazAún no hay calificaciones
- Exposición Estudio de Tiempos Por CronómetroDocumento24 páginasExposición Estudio de Tiempos Por CronómetroDB CarolaAún no hay calificaciones
- Laboratorio 2-FALTA REULTADOS 2 Y 3Documento14 páginasLaboratorio 2-FALTA REULTADOS 2 Y 3Angelo Rivera DiasAún no hay calificaciones
- Estudio de Tiempos V UnidadDocumento39 páginasEstudio de Tiempos V Unidadfernanda lealAún no hay calificaciones
- 8taller Guia 8Documento6 páginas8taller Guia 8Mafe PachecoAún no hay calificaciones
- EnsayoDocumento7 páginasEnsayomel loganAún no hay calificaciones
- PASOS PARA LA TOMOGRAFIA DE TIEMPOSDocumento9 páginasPASOS PARA LA TOMOGRAFIA DE TIEMPOSDaniel RomanAún no hay calificaciones
- C1 - M2 - Diseño de Puestos de Trabajo Simples PDFDocumento20 páginasC1 - M2 - Diseño de Puestos de Trabajo Simples PDFLaura RodriguezAún no hay calificaciones
- Estudio de Trabajo OrdinarioDocumento6 páginasEstudio de Trabajo OrdinarioBrayan Hernandez -1735327Aún no hay calificaciones
- Técnicas de La Medición Del TrabajoDocumento3 páginasTécnicas de La Medición Del TrabajoWilliam RodriguezAún no hay calificaciones
- Unidad-4 Estudio de TrabajoDocumento51 páginasUnidad-4 Estudio de TrabajoLuis Gerardo LucioAún no hay calificaciones
- Capitulo II CronometrajeDocumento44 páginasCapitulo II CronometrajeJuis Castillo tavaraAún no hay calificaciones
- Estudio de TiemposDocumento10 páginasEstudio de TiemposSergio Hernandez Osnaya100% (1)
- Ingenieria de Metodos Estudio de TiemposDocumento8 páginasIngenieria de Metodos Estudio de TiemposJesus A RuizAún no hay calificaciones
- Universidad de Oriente1Documento11 páginasUniversidad de Oriente1frank ruizAún no hay calificaciones
- PRAVIR3 XDocumento10 páginasPRAVIR3 XAustin palaoAún no hay calificaciones
- 1.2 El Tiempo Estándar y Su ImportanciaDocumento4 páginas1.2 El Tiempo Estándar y Su ImportanciaArturo Eg100% (1)
- Diseño de Puestos y Meicion Del TrabajoDocumento23 páginasDiseño de Puestos y Meicion Del TrabajoJhasa Jane100% (1)
- Factor de RitmoDocumento10 páginasFactor de Ritmoabrahamvega2716Aún no hay calificaciones
- Resumen Capitulo - 18Documento6 páginasResumen Capitulo - 18Migueel NuñeezAún no hay calificaciones
- Capítulo 23 El Libro de Estudio Del TrabajoDocumento6 páginasCapítulo 23 El Libro de Estudio Del TrabajoLESLI ABIGAIL SALINAS ROJASAún no hay calificaciones
- Método de Parar y Observar (Teoría)Documento8 páginasMétodo de Parar y Observar (Teoría)Brayan SosaAún no hay calificaciones
- Actividad1 Unidad6Documento4 páginasActividad1 Unidad6Dulce jeny Medina santosAún no hay calificaciones
- Balance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoDocumento33 páginasBalance de Lineas: Metodo Del Peso Posicional, Calculo Del Numero de Estaciones de TrabajoJOEL ASHERITH OCHOA ROJASAún no hay calificaciones
- Medición Del Trabajo Doc FINALDocumento16 páginasMedición Del Trabajo Doc FINALDaniela Barrios MangaAún no hay calificaciones
- UNID 4 Estudio Del Trabajo I (5100)Documento88 páginasUNID 4 Estudio Del Trabajo I (5100)Ivan LopezAún no hay calificaciones
- Protocolo Estudio de Tiempos Con CronometroDocumento5 páginasProtocolo Estudio de Tiempos Con CronometroAYUA0223Aún no hay calificaciones
- Foro DD124Documento2 páginasForo DD124Lau Lamprea QuirogaAún no hay calificaciones
- Tarea FinalDocumento16 páginasTarea FinalRamon Vicente PinedaAún no hay calificaciones
- Org. Ind. I - CronometrajeDocumento110 páginasOrg. Ind. I - CronometrajehernancauAún no hay calificaciones
- Estudio de tiempos para mejorar la productividadDocumento25 páginasEstudio de tiempos para mejorar la productividadJuan Paredes CamposAún no hay calificaciones
- Administracion de Produccion TestDocumento6 páginasAdministracion de Produccion TestRodrigo LópezAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- UF0324 - Gestión del tiempo, recursos e instalacionesDe EverandUF0324 - Gestión del tiempo, recursos e instalacionesAún no hay calificaciones
- Estilos de Dirección y Ética EmpresarialDocumento56 páginasEstilos de Dirección y Ética EmpresarialHector MateoAún no hay calificaciones
- Taller # 2 Grado 8Documento3 páginasTaller # 2 Grado 8LuisapaAún no hay calificaciones
- Adaptación al jardín: 20 días para integrarseDocumento2 páginasAdaptación al jardín: 20 días para integrarseMoni CollAún no hay calificaciones
- Innovación en El Cultivo Del Níspero JaponésDocumento58 páginasInnovación en El Cultivo Del Níspero JaponésJosé SAAún no hay calificaciones
- Compostera CaseraDocumento13 páginasCompostera CaseraLuzber Frank Rojas CanalesAún no hay calificaciones
- Tipos de guerrasDocumento11 páginasTipos de guerrasProfra. Juanita MontemayorAún no hay calificaciones
- 4 Unidades Geomorfologicas PDFDocumento1 página4 Unidades Geomorfologicas PDFJean VilcaAún no hay calificaciones
- Movimiento Parabólico Ejercicios ResueltosDocumento5 páginasMovimiento Parabólico Ejercicios ResueltosJuan Jose Condori CastroAún no hay calificaciones
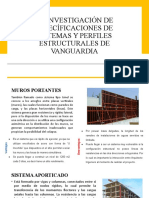
- Perfiles EstructuralesDocumento11 páginasPerfiles EstructuralesPerla Tamay100% (1)
- Informe Psicopedagógico de Ingreso Catalina CuadraDocumento3 páginasInforme Psicopedagógico de Ingreso Catalina CuadraSeba LionAún no hay calificaciones
- Ficha de Trabajo 21 5Documento3 páginasFicha de Trabajo 21 5William QuispeAún no hay calificaciones
- SistemaSaludDocumento9 páginasSistemaSaludAmeAún no hay calificaciones
- Docshare - Tips - Silabo Analisis Estructural IDocumento14 páginasDocshare - Tips - Silabo Analisis Estructural ISami MuñozAún no hay calificaciones
- Horario de clases de matemáticasDocumento2 páginasHorario de clases de matemáticas?????Aún no hay calificaciones
- Experiencia de Aprendizaje Julio 2021 5 Años Miss PatyDocumento20 páginasExperiencia de Aprendizaje Julio 2021 5 Años Miss PatyPatty Armas Inuma100% (1)
- Levantamiento topográfico de poligonales por ángulos externosDocumento15 páginasLevantamiento topográfico de poligonales por ángulos externosLauraAún no hay calificaciones
- Teoría Del RiesgoDocumento12 páginasTeoría Del Riesgoyessica alejosAún no hay calificaciones
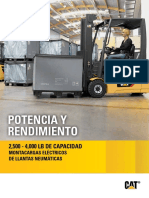
- Ficha Tecnica 2ET3000Documento16 páginasFicha Tecnica 2ET3000Armando Lara IbarraAún no hay calificaciones
- Técnicas de InvestigaciónDocumento10 páginasTécnicas de InvestigaciónJORGE ANDRES RUIZ SAAVEDRAAún no hay calificaciones
- Apuntes T.2 Impacto AmbientalDocumento19 páginasApuntes T.2 Impacto AmbientalSomeAún no hay calificaciones
- Reglamento Alumnos La MetroDocumento14 páginasReglamento Alumnos La MetroNicsa GamesAún no hay calificaciones
- Silo - Tips - Colegio de Bachilleres de ChiapasDocumento26 páginasSilo - Tips - Colegio de Bachilleres de ChiapasValeria GarcíaAún no hay calificaciones
- Anexo 9 Ficha de Visita AúlicaDocumento2 páginasAnexo 9 Ficha de Visita AúlicaAugustoAriasAún no hay calificaciones
- Sistema de Engranajes PlanetarioDocumento5 páginasSistema de Engranajes PlanetarioEddyAún no hay calificaciones
- Web SantiDocumento11 páginasWeb SantiSanti Clusella MorAún no hay calificaciones
- UN Competencias Lectoras Secundaria 5TDocumento16 páginasUN Competencias Lectoras Secundaria 5TGrace RamírezAún no hay calificaciones
- Psicologia - Introduccion A Las Nociones FundamentalesDocumento93 páginasPsicologia - Introduccion A Las Nociones FundamentalesMike MunozAún no hay calificaciones
- Tabla 3 - Indicadores de Objetivos Estratégicos Gobernanza TIDocumento1 páginaTabla 3 - Indicadores de Objetivos Estratégicos Gobernanza TIYeison MartinezAún no hay calificaciones
- Vecto4 - 1.2.10 Momento Independiente Actividad IntegradoraDocumento2 páginasVecto4 - 1.2.10 Momento Independiente Actividad IntegradoraArgelio Arias SanchezAún no hay calificaciones