También podría gustarte
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Acero CorrugadoDocumento55 páginasAcero CorrugadoErick FernandoAún no hay calificaciones
- ANDESITADocumento8 páginasANDESITAfrancobam10100% (1)
- Procesos de Conformado Sin Arranque de Viruta U. 4Documento10 páginasProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosAún no hay calificaciones
- ElectropulidoDocumento8 páginasElectropulidoavielmacAún no hay calificaciones
- Horno de Oxigeno BásicoDocumento6 páginasHorno de Oxigeno BásicoJesús Raúl Sánchez Muñiz100% (1)
- Informe 3 Trefilado Laminado Embutido Calderería y RepulsadoDocumento27 páginasInforme 3 Trefilado Laminado Embutido Calderería y RepulsadoAntony FloresAún no hay calificaciones
- Informe Moldeo y ColadaDocumento21 páginasInforme Moldeo y ColadaLuis Angel ZorrillaAún no hay calificaciones
- Tipos de YacimientosDocumento8 páginasTipos de YacimientosRaquel Rivera TupacyupanquiAún no hay calificaciones
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Ecopropiedades (CES-EDUPACK), Unidad 1.Documento8 páginasEcopropiedades (CES-EDUPACK), Unidad 1.Isabel Gordillo ToscanoAún no hay calificaciones
- MC216 - Informe 5Documento28 páginasMC216 - Informe 5nickAún no hay calificaciones
- Reconocimiento de Minerales Mediante Ensayos Químicos Semana 4Documento29 páginasReconocimiento de Minerales Mediante Ensayos Químicos Semana 4Carlitos LaitonAún no hay calificaciones
- Yacimiento de Mina San Rafael de PunoDocumento18 páginasYacimiento de Mina San Rafael de PunoTaipe Ventura RubenAún no hay calificaciones
- Cuestionario Unidad I ContestadoDocumento7 páginasCuestionario Unidad I ContestadoCarlos Osmar SotoAún no hay calificaciones
- Moldeo y ColadaDocumento23 páginasMoldeo y ColadaJose Alejandro Orellana SolisAún no hay calificaciones
- 2 Propiedades Del AceroDocumento36 páginas2 Propiedades Del AceroKevin VilarAún no hay calificaciones
- Aleaciones de TitanioDocumento9 páginasAleaciones de TitanioRoberto Mario VelasquezAún no hay calificaciones
- Recubrimientos Por Conversion QuimicaDocumento12 páginasRecubrimientos Por Conversion QuimicaAndres Gonzalez ArdilaAún no hay calificaciones
- Grupos Principales de AcerosDocumento36 páginasGrupos Principales de AcerosJorgen73100% (1)
- Ensayo de TermofluenciaDocumento3 páginasEnsayo de Termofluencialduran_63Aún no hay calificaciones
- Informe Segunda ColadaDocumento4 páginasInforme Segunda ColadaLuis Alberto ChávezAún no hay calificaciones
- Proyecto Palas de HéliceDocumento29 páginasProyecto Palas de HéliceGuillermo BlancoAún no hay calificaciones
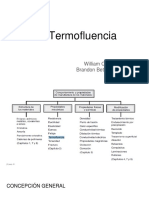
- Ensayo de TermofluenciaDocumento10 páginasEnsayo de TermofluenciaBrandonBetancourthAún no hay calificaciones
- Materiales para Herramientas de Corte Clasificación ISO de RecubrimientosDocumento14 páginasMateriales para Herramientas de Corte Clasificación ISO de Recubrimientoskevin MontaluiaAún no hay calificaciones
- Fundicion XDDocumento29 páginasFundicion XDJorge PardoAún no hay calificaciones
- Embutido 11-2Documento13 páginasEmbutido 11-2dyve_3Aún no hay calificaciones
- Preparacion de Moldes Grupo 3Documento15 páginasPreparacion de Moldes Grupo 3Jose Castillo BurgosAún no hay calificaciones
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- Introduccion Al GalvanizadoDocumento103 páginasIntroduccion Al GalvanizadoGerman Agudelo CorreaAún no hay calificaciones
- Maquina TermoformadoraDocumento3 páginasMaquina TermoformadoraFrida Sandoval0% (1)
- EMBUTIDODocumento7 páginasEMBUTIDOmiguelAún no hay calificaciones
- POLIAMIDA Proyecto 1Documento10 páginasPOLIAMIDA Proyecto 1alicita555Aún no hay calificaciones
- Portafolio Academico Fip Unsa 2018Documento4 páginasPortafolio Academico Fip Unsa 2018Andre MorningstarAún no hay calificaciones
- Moldeo y Colada FinalDocumento30 páginasMoldeo y Colada FinalJulio Anthony Misari Rosales100% (1)
- Silabo Del Curso Procesos de ManufacturaDocumento5 páginasSilabo Del Curso Procesos de Manufacturaalvarado02Aún no hay calificaciones
- Sinterizado o PulvimetalurgiaDocumento17 páginasSinterizado o PulvimetalurgiaMiyey Gutierrez OrduzAún no hay calificaciones
- Procesos TermoquimicosDocumento10 páginasProcesos TermoquimicosCarlos Ricardo Dominguez ReyesAún no hay calificaciones
- Colombia 4 PDFDocumento126 páginasColombia 4 PDFFabricio Licla SolierAún no hay calificaciones
- Deposición Física A Partir de La Fase VaporDocumento2 páginasDeposición Física A Partir de La Fase Vaporjlhyl100% (2)
- El ZincadoDocumento9 páginasEl ZincadoAlexer Cieza Benavides100% (1)
- Moldeo y ColadaDocumento10 páginasMoldeo y ColadaAlexander Jose Auqui TovarAún no hay calificaciones
- Soldadura Del AluminioDocumento15 páginasSoldadura Del AluminioalejandroAún no hay calificaciones
- Materiales para Herramientas (Acabado-Mini)Documento18 páginasMateriales para Herramientas (Acabado-Mini)Alberto Orihuela100% (1)
- Analisis de Arena para FundicionDocumento13 páginasAnalisis de Arena para FundicionliflofyliAún no hay calificaciones
- Informe de Dureza y TracciónDocumento28 páginasInforme de Dureza y TracciónAsh-lee Cuyubamba CainicelaAún no hay calificaciones
- Soldadura FuerteDocumento13 páginasSoldadura FuerteJaime Orlando SantamariaAún no hay calificaciones
- Resumen Tecno IIIDocumento21 páginasResumen Tecno IIIFlor LafranconiAún no hay calificaciones
- Vibraciones Mecanicas MC571Documento6 páginasVibraciones Mecanicas MC571cjoel1811Aún no hay calificaciones
- Corrosion Por AgrietamientoDocumento5 páginasCorrosion Por Agrietamientoleo9201Aún no hay calificaciones
- Semana 08 - Operaciones Básicas de Fresado PDFDocumento27 páginasSemana 08 - Operaciones Básicas de Fresado PDFJamil LozanoAún no hay calificaciones
- 10 Ingenieria de MaterialesDocumento4 páginas10 Ingenieria de MaterialesAimee RoarAún no hay calificaciones
- Primer Parcial de Soldadura I Sem 2021Documento4 páginasPrimer Parcial de Soldadura I Sem 2021CHRISTIAN COLLAZOS PARDAVEAún no hay calificaciones
- Corrosión Por Altas TemperaturasDocumento10 páginasCorrosión Por Altas TemperaturasEdgar Garcia RosasAún no hay calificaciones
- Abrasion - Erosion - Cavitacion - CorrosionDocumento39 páginasAbrasion - Erosion - Cavitacion - CorrosionMckenley CoronelAún no hay calificaciones
- Aplicacion BernoulliDocumento4 páginasAplicacion BernoulliKatherine GómezAún no hay calificaciones
- Cementación o Carburización Del AceroDocumento7 páginasCementación o Carburización Del AceroAndrea Alid PalacioAún no hay calificaciones
- Tablas Metalurgicas 1-3 PDFDocumento7 páginasTablas Metalurgicas 1-3 PDFChristian Aldair Flores MedinaAún no hay calificaciones
- Hierro GrisDocumento9 páginasHierro GrisJc Rl100% (1)
- Ensayo JominyDocumento5 páginasEnsayo JominyGabriela GimenezAún no hay calificaciones
- Concepto de SoldabilidadDocumento8 páginasConcepto de SoldabilidadGloria Yolanda Herrera MooAún no hay calificaciones
- Metalurgia en PolvoDocumento33 páginasMetalurgia en PolvoEstefania Ramirez QuintanaAún no hay calificaciones
- Moldeo y ColadaDocumento20 páginasMoldeo y ColadaAbel GranadosAún no hay calificaciones
- PROCESOS-de Fabricacion 6bDocumento20 páginasPROCESOS-de Fabricacion 6bJonathan GabrielAún no hay calificaciones
- Práctica Fundición Equipo6Documento8 páginasPráctica Fundición Equipo6Joshua MadoraAún no hay calificaciones
- Proceso de Fundicion. Geoswald MendozaDocumento35 páginasProceso de Fundicion. Geoswald MendozageoswaldAún no hay calificaciones
- Inf Proc 2 - Moldeo y ColadaDocumento26 páginasInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFAún no hay calificaciones
- Caracteristicas y Tipos de LaminadoDocumento21 páginasCaracteristicas y Tipos de Laminadodan199350% (4)
- Metodo de Chispa para AcerosDocumento9 páginasMetodo de Chispa para AcerosmfernaldtAún no hay calificaciones
- Guia Laboratorio Piro No 5 SinterizacionDocumento5 páginasGuia Laboratorio Piro No 5 SinterizacionjuanAún no hay calificaciones
- PiroxenosDocumento17 páginasPiroxenosStalin BryanAún no hay calificaciones
- La Moda y El Calculo de La Norma CIPWDocumento3 páginasLa Moda y El Calculo de La Norma CIPWKaren Lisseth Orosco100% (1)
- Fabricacion Cuchilla de GuillotinaDocumento4 páginasFabricacion Cuchilla de GuillotinaWilfredo Chaverri SalasAún no hay calificaciones
- Tema 5 Estado Metalico - Aleaciones - Metalurgia General (Documento)Documento10 páginasTema 5 Estado Metalico - Aleaciones - Metalurgia General (Documento)Franklin SalasAún no hay calificaciones
- Taller 1 Corrosion WCPDocumento9 páginasTaller 1 Corrosion WCPEnrique SanabriaAún no hay calificaciones
- BainitaDocumento3 páginasBainitaedwincitojokerAún no hay calificaciones
- Bitacora PersonalDocumento79 páginasBitacora Personalandymarsh91Aún no hay calificaciones
- Material EsDocumento1 páginaMaterial EsDiego Andres Gomez0% (1)
- AluminaDocumento12 páginasAluminaTamara Buño De AlmeidaAún no hay calificaciones
- SESION II El Cemento y La Importancia de Sus PropiedadesDocumento25 páginasSESION II El Cemento y La Importancia de Sus PropiedadesRahfo Arcana AquinoAún no hay calificaciones
- Ficha Elmedur MP - 03Documento6 páginasFicha Elmedur MP - 03Carlos GranadaAún no hay calificaciones
- Fundiciones 130327144615 Phpapp02Documento98 páginasFundiciones 130327144615 Phpapp02Pedrin Cha OlivosAún no hay calificaciones
- Preguntas de RepasoDocumento32 páginasPreguntas de RepasoMaría Mercedes Vivar Ojeda42% (12)
- Planchas Inoxidables Especificaciones TecnicasDocumento3 páginasPlanchas Inoxidables Especificaciones TecnicasyadelsmpeAún no hay calificaciones
- Ciencia de Materiales Askeland Capt 3Documento5 páginasCiencia de Materiales Askeland Capt 3Andrés GuerreroAún no hay calificaciones
- Espiraladas 10 PDFDocumento6 páginasEspiraladas 10 PDFNacho.pAún no hay calificaciones
- Calculadora de NutrientesDocumento13 páginasCalculadora de NutrientesEstelaContrerasAún no hay calificaciones
- Informe de Laboratorio Visita A Museo de MineralogíaDocumento15 páginasInforme de Laboratorio Visita A Museo de MineralogíaemilyvivancocubaAún no hay calificaciones
- Propiedades Fisicas de Los MineralesDocumento26 páginasPropiedades Fisicas de Los Mineralesalvaro3744Aún no hay calificaciones
- Informe de Transporte de Mineral 21-07-17Documento4 páginasInforme de Transporte de Mineral 21-07-17albertttAún no hay calificaciones