También podría gustarte
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Areas de Oportunidad de Investigacion en La Practica DocenteDocumento3 páginasAreas de Oportunidad de Investigacion en La Practica DocentePaulina JoyaAún no hay calificaciones
- Cotizacion FormalDocumento4 páginasCotizacion FormalGunther Barrionuevo PazAún no hay calificaciones
- Pr-Cons-17 Apriete de TornilleriaDocumento10 páginasPr-Cons-17 Apriete de TornilleriajoseAún no hay calificaciones
- Diseño y Selección Del Mando A Correas en VDocumento5 páginasDiseño y Selección Del Mando A Correas en Vricardomende89% (9)
- Memoria de Calculo de Patín de CargaDocumento15 páginasMemoria de Calculo de Patín de CargaLuis Fernando Juchani MoralesAún no hay calificaciones
- Registros de Pintura Eten 2130-1 PDFDocumento166 páginasRegistros de Pintura Eten 2130-1 PDFJEAN CARLOS MOTTA MULLISACAAún no hay calificaciones
- Diseño 1Documento38 páginasDiseño 1Yair Carbajal FloresAún no hay calificaciones
- Examen TuberoDocumento3 páginasExamen TuberoAbel Flores Morales86% (7)
- Formato - Auditoria - HSE - Semanal - de - Supervisores - MNB - 08-02-21Documento3 páginasFormato - Auditoria - HSE - Semanal - de - Supervisores - MNB - 08-02-21Ernesto AllenAún no hay calificaciones
- Procedimiento de Anclaje de PernosDocumento9 páginasProcedimiento de Anclaje de Pernosdante barronAún no hay calificaciones
- B17 Flecha Dos PDFDocumento4 páginasB17 Flecha Dos PDFKevin RamirezAún no hay calificaciones
- Utel Sustentable 1Documento4 páginasUtel Sustentable 1Mario Morales0% (1)
- Pr-Ssta-16 Procedimiento para Torque de BridaDocumento16 páginasPr-Ssta-16 Procedimiento para Torque de BridaFMANREPCORT SERVICIOS SASAún no hay calificaciones
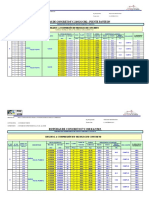
- Inventario de Condición 2019Documento33 páginasInventario de Condición 2019Renzo Jose Alburqueque100% (1)
- Fo-Ope 23 C-01 (5011)Documento2 páginasFo-Ope 23 C-01 (5011)Jose SosaAún no hay calificaciones
- Certificado de CalidadDocumento2 páginasCertificado de CalidadgosunonoAún no hay calificaciones
- Mortero Asfaltico - Validacion - AcopioDocumento10 páginasMortero Asfaltico - Validacion - AcopioGustavo Lanchipa ArandaAún no hay calificaciones
- Certificado de CalibraciónDocumento6 páginasCertificado de CalibraciónluchoindexAún no hay calificaciones
- Instalacion de Cobertura Fija Colegio Innova SchoolDocumento3 páginasInstalacion de Cobertura Fija Colegio Innova SchoolYulisa DelgadoAún no hay calificaciones
- Ime Pre23 035 Pe 022Documento18 páginasIme Pre23 035 Pe 022cotizacionAún no hay calificaciones
- 2 Peru 1Documento47 páginas2 Peru 1Raul BarrenecheaAún no hay calificaciones
- Lab Dyf Pillajo Omar P5Documento8 páginasLab Dyf Pillajo Omar P5omar pillajoAún no hay calificaciones
- Ejem 2023Documento8 páginasEjem 2023Jhoel RuizAún no hay calificaciones
- Informe TopografiaDocumento10 páginasInforme TopografiaEver JimenezAún no hay calificaciones
- Manual AparejosDocumento20 páginasManual AparejosJulian ZuluagaAún no hay calificaciones
- PR COM 02 Arme y Desarme de Andamios - Rev3 - My2020Documento12 páginasPR COM 02 Arme y Desarme de Andamios - Rev3 - My2020David HerreraAún no hay calificaciones
- Controlab 030418 A Los 28 DíasDocumento1 páginaControlab 030418 A Los 28 DíasignacioAún no hay calificaciones
- Instalacion de Cobertura Fija Colegio Innova SchoolDocumento3 páginasInstalacion de Cobertura Fija Colegio Innova SchoolYulisa DelgadoAún no hay calificaciones
- Fisan - Cotizacion - 00363 - HM Ingenieros Consultores SDocumento2 páginasFisan - Cotizacion - 00363 - HM Ingenieros Consultores SPercy Enriquez GutierrezAún no hay calificaciones
- SE BAR IB GEN in 002 Informe de Resistividad REV 0Documento19 páginasSE BAR IB GEN in 002 Informe de Resistividad REV 0Alexander MorenoAún no hay calificaciones
- M1 Hoja de Trabajo 1Documento5 páginasM1 Hoja de Trabajo 1Gerson Briceño DelgadilloAún no hay calificaciones
- TC Proyecto Luz de Giro para BicicletaDocumento10 páginasTC Proyecto Luz de Giro para BicicletaMilagros AuccapucllaAún no hay calificaciones
- FC - 210 SullanaDocumento13 páginasFC - 210 SullanaluisAún no hay calificaciones
- R-IN-05 Informe Final Horno 2 Virola y LlantaDocumento17 páginasR-IN-05 Informe Final Horno 2 Virola y LlantaSandraAún no hay calificaciones
- Cabillas y AlambronesDocumento7 páginasCabillas y AlambronesEverlyn Lavado De DavilaAún no hay calificaciones
- Inf.118-2022-S-40300 Conformidad Val 10 ChallapampaDocumento2 páginasInf.118-2022-S-40300 Conformidad Val 10 Challapampaconstructora mayasAún no hay calificaciones
- Cuaderno de Informes 4 Trujillo Obregon Bruce .......Documento12 páginasCuaderno de Informes 4 Trujillo Obregon Bruce .......bruce royerio trujillo obregonAún no hay calificaciones
- 09 - Estandar de Sostenimiento Con Puntales de Madera y JackpotDocumento8 páginas09 - Estandar de Sostenimiento Con Puntales de Madera y JackpotcmrlosAún no hay calificaciones
- D&c-It-01 Muros de Tablaroca PDFDocumento8 páginasD&c-It-01 Muros de Tablaroca PDFJesus HerediaAún no hay calificaciones
- Cdrodpe-1023163 - 0050 - em 20-09-23Documento1 páginaCdrodpe-1023163 - 0050 - em 20-09-23jaime salazar lluenAún no hay calificaciones
- Ejercicio de Estadistica DescriptivaDocumento5 páginasEjercicio de Estadistica DescriptivaCamila Retamal ValenzuelaAún no hay calificaciones
- Guía de Pract. Maq Pesq 2023Documento71 páginasGuía de Pract. Maq Pesq 2023JESUS FERNANDO CACERES OCSAAún no hay calificaciones
- Reporte Práctica 2 Fundamentos de Suelos y RocasDocumento36 páginasReporte Práctica 2 Fundamentos de Suelos y RocasMauricio MendozaAún no hay calificaciones
- Cuaderno de Informes 14 Carlos GutierrezDocumento17 páginasCuaderno de Informes 14 Carlos GutierrezCarlos GutierrezAún no hay calificaciones
- Informe Resistencia RVR-264-2021Documento2 páginasInforme Resistencia RVR-264-2021LABORATORIO RVRAún no hay calificaciones
- Proposta460125 2Documento4 páginasProposta460125 2Oficina Técnica Santa RosaAún no hay calificaciones
- 3era Prueba Teórica Tipos de ParchesDocumento5 páginas3era Prueba Teórica Tipos de Parcheswladimir hurtadoAún no hay calificaciones
- Informe Aru.Documento16 páginasInforme Aru.Elmer BarriosAún no hay calificaciones
- Informe Final Diseño SuperficiesDocumento7 páginasInforme Final Diseño SuperficiesMelissa F. MartinezAún no hay calificaciones
- Examen Final CCALLI ARRATEA JEYSONDIEGODocumento20 páginasExamen Final CCALLI ARRATEA JEYSONDIEGOreik44Aún no hay calificaciones
- Informe Final Motor-Bomba MissionDocumento10 páginasInforme Final Motor-Bomba MissionHernan QuiñonesAún no hay calificaciones
- 13 STD Sostenimiento Con CimbrasDocumento2 páginas13 STD Sostenimiento Con Cimbrasandres raul quispe garciaAún no hay calificaciones
- Fundaciones Ensayos de Campo - Clase 2Documento42 páginasFundaciones Ensayos de Campo - Clase 2Alejo GallegoAún no hay calificaciones
- Danna LaurenteDocumento1 páginaDanna LaurenteDanny Julio Revilla VilcaAún no hay calificaciones
- Elementos Roscados Semana 09Documento36 páginasElementos Roscados Semana 09JACINTO WILLCAMASCCO100% (1)
- Unilever Guayas 30-09-21 #1303Documento3 páginasUnilever Guayas 30-09-21 #1303Juan Carlos ParedesAún no hay calificaciones
- R2 - CSC-CAC-G-016 Soldadura Por Extrusión Parches y chispaFRENTE 2Documento1 páginaR2 - CSC-CAC-G-016 Soldadura Por Extrusión Parches y chispaFRENTE 2Jose AnibalAún no hay calificaciones
- ISSA - GD.034 Armado de Andamios Multidireccionales (Rev.00)Documento8 páginasISSA - GD.034 Armado de Andamios Multidireccionales (Rev.00)Arturo Roberto AvilaAún no hay calificaciones
- Manual de Prácticas TOPOGRAFIA Ing CivilDocumento67 páginasManual de Prácticas TOPOGRAFIA Ing CivilYessica RosasAún no hay calificaciones
- Inspeccion de Carretera No Afirmada (C.P - Milpo)Documento27 páginasInspeccion de Carretera No Afirmada (C.P - Milpo)Dante Julinho Bernachea MonagoAún no hay calificaciones
- 2 Convenio Modelo - FormatoDocumento5 páginas2 Convenio Modelo - FormatoVictor Saldaña AlvaAún no hay calificaciones
- Auditoria Tributaria PDFDocumento33 páginasAuditoria Tributaria PDFDelia Lopez QAún no hay calificaciones
- Desarchivamiento Casimira JimenezDocumento2 páginasDesarchivamiento Casimira JimenezSimonEstradaFloresAún no hay calificaciones
- Examen Iv Modulo Costos Predeterminados - Vii-BDocumento5 páginasExamen Iv Modulo Costos Predeterminados - Vii-BLiliana Ramirez HinostrozaAún no hay calificaciones
- Punto de EquilibrioDocumento8 páginasPunto de EquilibrioJose GonzalesAún no hay calificaciones
- Epson p225Documento104 páginasEpson p225Noelia ColqueAún no hay calificaciones
- Tuberías - Clasificación y Caídas de PresiónDocumento28 páginasTuberías - Clasificación y Caídas de PresiónRebeca P. ZarazúaAún no hay calificaciones
- Mineralogia y Petrología PDFDocumento10 páginasMineralogia y Petrología PDFWillan Villanueva BolañosAún no hay calificaciones
- Documento 3Documento12 páginasDocumento 3wilbelisAún no hay calificaciones
- Unidad 2 Hardware y SoftwareDocumento15 páginasUnidad 2 Hardware y SoftwareLuisMarquezCornejoAún no hay calificaciones
- Caoba SemillasDocumento2 páginasCaoba SemillasAnais SalazarAún no hay calificaciones
- How Did Business's Role in Society Change in 2020Documento2 páginasHow Did Business's Role in Society Change in 2020Jereir LoveAún no hay calificaciones
- Perfil de La Enfermera ObstetraDocumento13 páginasPerfil de La Enfermera Obstetraraygozaamairani62Aún no hay calificaciones
- PRY-AL Polirret CPRODocumento2 páginasPRY-AL Polirret CPRODavid HernandezAún no hay calificaciones
- UntitledDocumento3 páginasUntitledDominique Camila Vera UrbinaAún no hay calificaciones
- Katz EconomiaMarxista PDFDocumento107 páginasKatz EconomiaMarxista PDFRoger WenceslaoAún no hay calificaciones
- EJC#4 Dupont - VBDocumento1 páginaEJC#4 Dupont - VBMishelle SalinasAún no hay calificaciones
- La Educacion y La TecnologiaDocumento12 páginasLa Educacion y La TecnologiaCarlos TavarezAún no hay calificaciones
- Vigilancia y Atencion Al Trabajo de PartoDocumento28 páginasVigilancia y Atencion Al Trabajo de PartoArath CovarrubiasAún no hay calificaciones
- Actividad de Aprendizaje 1 Evidencia 1Documento9 páginasActividad de Aprendizaje 1 Evidencia 1Luis Meñaca VergaraAún no hay calificaciones
- Comedia Corporativa PDFDocumento2 páginasComedia Corporativa PDFArleneAún no hay calificaciones
- Barreras Al Comercio InternacionalDocumento8 páginasBarreras Al Comercio InternacionalLeonel Cardenas BeltranAún no hay calificaciones
- Presentación Completa Curso Electroneumática Abril 2019Documento3 páginasPresentación Completa Curso Electroneumática Abril 2019Vinicio RodriguezAún no hay calificaciones
- FormularioDocumento5 páginasFormularioMiguel MontenegroAún no hay calificaciones
- El Primer Mandato de Lula Da SilvaDocumento21 páginasEl Primer Mandato de Lula Da SilvacarlosnestorAún no hay calificaciones
- Practica Dirigida Sistemas de NumeacionDocumento4 páginasPractica Dirigida Sistemas de NumeacionEver Jv InfantesAún no hay calificaciones
- Camino A La Oración Ferviente - Arthur W. PinkDocumento96 páginasCamino A La Oración Ferviente - Arthur W. PinkPablo González PérezAún no hay calificaciones