También podría gustarte
- Respuesta Pregunta 3 y 4 de MGM GrandDocumento1 páginaRespuesta Pregunta 3 y 4 de MGM GrandEder Jesus concepcionAún no hay calificaciones
- Norma Sanitaria para La Fabricación en PanaderiaDocumento31 páginasNorma Sanitaria para La Fabricación en Panaderiaesmeralda gamboa florezAún no hay calificaciones
- Propiedades licor mucilago cacaoDocumento8 páginasPropiedades licor mucilago cacaoGABRIELA PAOLA GOMEZ ARISMENDYAún no hay calificaciones
- EVA 3. Metodo de Caso - Estudiantes 10 %Documento10 páginasEVA 3. Metodo de Caso - Estudiantes 10 %claudioAún no hay calificaciones
- Requisitos para proveedores y medios de comunicación de AlicorpDocumento6 páginasRequisitos para proveedores y medios de comunicación de AlicorpCesar MaqueraAún no hay calificaciones
- Colgate - PalmoliveDocumento12 páginasColgate - PalmoliveLoreAún no hay calificaciones
- Extracción Del Almidón de La Semilla de Aguacate (1) - para CombinarDocumento8 páginasExtracción Del Almidón de La Semilla de Aguacate (1) - para CombinarLEYDI VANESSA GARCIA BELTRAN0% (1)
- La Calidad en Gillete ArgentinaDocumento30 páginasLa Calidad en Gillete ArgentinaRamon CantuAún no hay calificaciones
- Que Es JidokaDocumento18 páginasQue Es JidokaJonathan Emanuel Bastian PerezAún no hay calificaciones
- CD Secos Tottus - Flujo Continuo - NPDocumento57 páginasCD Secos Tottus - Flujo Continuo - NPAlfredo MaguiñaAún no hay calificaciones
- Ingredientes naturalesDocumento37 páginasIngredientes naturalesJersonLimaymantaSalazar100% (1)
- Diseño de Una Planta de GaseosaDocumento25 páginasDiseño de Una Planta de GaseosaMila MarAún no hay calificaciones
- Proceso de Internacionalización - Grupo NutresaDocumento11 páginasProceso de Internacionalización - Grupo NutresaAngela HernandezAún no hay calificaciones
- Grupo 3 (Scamper)Documento2 páginasGrupo 3 (Scamper)Yesi Yasgali Mandujano FrancoAún no hay calificaciones
- Dop de Limonada OrlandoDocumento1 páginaDop de Limonada OrlandoOrlandoQuilcateAún no hay calificaciones
- Plan de Negocios WordDocumento16 páginasPlan de Negocios Wordjpgv84100% (2)
- Tesis AgrolmosDocumento108 páginasTesis Agrolmosguille10sAún no hay calificaciones
- PNL Nivel 3-Plan C - Grupo D.E.ODocumento77 páginasPNL Nivel 3-Plan C - Grupo D.E.OKing Farm 04 Avalon KingAún no hay calificaciones
- Trabajo Clasificacion de EstrategiasDocumento11 páginasTrabajo Clasificacion de EstrategiasPercy Farfan EncisoAún no hay calificaciones
- EF - Gestión de ProcesosDocumento10 páginasEF - Gestión de ProcesosNahir Yesquen CalleAún no hay calificaciones
- Informe Final CertilabDocumento49 páginasInforme Final CertilabLuis PonceAún no hay calificaciones
- Herramientas de CalidadDocumento5 páginasHerramientas de CalidadDiego RkcAún no hay calificaciones
- Resumen EjecutivoDocumento5 páginasResumen EjecutivojaniceAún no hay calificaciones
- Planta de molienda de arrozDocumento7 páginasPlanta de molienda de arrozblu5000Aún no hay calificaciones
- Evaluacion Financiera - Queso FrescoDocumento10 páginasEvaluacion Financiera - Queso FrescoTiffanyCarrascoSilvaAún no hay calificaciones
- Salchipapa: ingredientes y costosDocumento3 páginasSalchipapa: ingredientes y costosGato SamosAún no hay calificaciones
- Etapas de La Fabricacion de AzucarDocumento34 páginasEtapas de La Fabricacion de AzucarAnel MamaniAún no hay calificaciones
- Molino El CholoDocumento1 páginaMolino El CholonataliAún no hay calificaciones
- Desarrollo Caso Nº1-Control de Calidad - Hotel RadissonDocumento4 páginasDesarrollo Caso Nº1-Control de Calidad - Hotel RadissonJessibeth Ortiz AndurayAún no hay calificaciones
- La importancia de la justicia distributiva y el cumplimiento de roles gerenciales en la empresa Thinehart CreamyDocumento3 páginasLa importancia de la justicia distributiva y el cumplimiento de roles gerenciales en la empresa Thinehart CreamyRoberto Herrera FernandezAún no hay calificaciones
- Naturaleza de La Distribución en PlantaDocumento19 páginasNaturaleza de La Distribución en PlantaManuela Galvis RodasAún no hay calificaciones
- Manual de organización y funciones de Thiaty's Pan SACDocumento6 páginasManual de organización y funciones de Thiaty's Pan SACJonathan Luis Santisteban MinoAún no hay calificaciones
- Lectura 1 - Nestlé - TraducidoDocumento9 páginasLectura 1 - Nestlé - TraducidoJose TroncosoAún no hay calificaciones
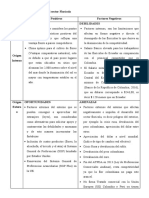
- Análisis FODA para El Sector FlorícolaDocumento2 páginasAnálisis FODA para El Sector FlorícolaMarco Villacís100% (1)
- ApropaaalDocumento4 páginasApropaaalRaul GuevaraAún no hay calificaciones
- Tesis El AchioteDocumento129 páginasTesis El AchioteJoel Diaz80% (5)
- Evaporación en La AgroindustriaDocumento30 páginasEvaporación en La AgroindustriaLUIS ALVIAREZAún no hay calificaciones
- SUBWAY Informe 1Documento8 páginasSUBWAY Informe 1Eiler Humberto PENARANDA JARAMILLOAún no hay calificaciones
- Factores macro y micro que afectan a Marco PoloDocumento3 páginasFactores macro y micro que afectan a Marco PoloKarol Santa Cruz Chalco50% (6)
- BriefDocumento5 páginasBriefJuan Camilo Chaux MartinezAún no hay calificaciones
- Proceso Del ChicleDocumento146 páginasProceso Del ChicleGabriel ZuñigaAún no hay calificaciones
- PIEERSDocumento4 páginasPIEERSLindley Paola RdlcAún no hay calificaciones
- Azúcar de CañaDocumento25 páginasAzúcar de CañaJuanCarlosMoralesAún no hay calificaciones
- Evaluación Del Tratamiento Térmico de Las Arvejas EnlatadasDocumento4 páginasEvaluación Del Tratamiento Térmico de Las Arvejas EnlatadasLess Manrique100% (1)
- Mof - Mi Cautivo de Ayabaca SacDocumento23 páginasMof - Mi Cautivo de Ayabaca SacJoyce Paola Torres Guerrero100% (2)
- Proyecto de InvestigacionDocumento85 páginasProyecto de InvestigacionOlumP GGAún no hay calificaciones
- Sensorial CabinasDocumento111 páginasSensorial CabinasJohn Carlos Lopez MalagaAún no hay calificaciones
- Fabricación de Detergente en PolvoDocumento146 páginasFabricación de Detergente en PolvoIgnacio Alvarez MendozaAún no hay calificaciones
- Proceso de Deshidratación, Encurtidos y BebidasDocumento11 páginasProceso de Deshidratación, Encurtidos y BebidasLuis La RosaAún no hay calificaciones
- Molino triturador de piedra: especificaciones técnicasDocumento1 páginaMolino triturador de piedra: especificaciones técnicasElvis Martínez100% (2)
- Descripción Del ProcesoDocumento2 páginasDescripción Del ProcesoRosa SBAún no hay calificaciones
- Ficha Tecnica Hand CleanerDocumento1 páginaFicha Tecnica Hand CleanerAlfredo Ballon100% (1)
- Analisis de La Margarina Con Canola TaeqDocumento8 páginasAnalisis de La Margarina Con Canola TaeqLeydiConuAún no hay calificaciones
- TESIS Proceso de Obtencion de QuitosanoDocumento124 páginasTESIS Proceso de Obtencion de QuitosanoVictor Villegas-Cornelio100% (2)
- Proceso Del ArrozDocumento42 páginasProceso Del ArrozJoséManuelVenturaCarranza0% (2)
- Gestión ambiental planta molinera arroz ISO 14001Documento100 páginasGestión ambiental planta molinera arroz ISO 14001Katia SamameAún no hay calificaciones
- Fabricacion de PanalesDocumento15 páginasFabricacion de Panalessususu21Aún no hay calificaciones
- Fabricación de PañalesDocumento15 páginasFabricación de PañalesAdara DesdemonaAún no hay calificaciones
- Fabricación de Batas 2Documento7 páginasFabricación de Batas 2Jennifer MasísAún no hay calificaciones
- PETS-ECO-002 Limpieza de Chutes 1,2,3 Chancado PrimarioDocumento8 páginasPETS-ECO-002 Limpieza de Chutes 1,2,3 Chancado PrimarioROBERTO LANDA RAMONAún no hay calificaciones
- Rendimiento Riesgo y Linea de Mercado de ValoresDocumento4 páginasRendimiento Riesgo y Linea de Mercado de Valoressususu21Aún no hay calificaciones
- Certificado de ConductorDocumento2 páginasCertificado de Conductorsususu21Aún no hay calificaciones
- Modelo Convenio de PPP DecanoDocumento7 páginasModelo Convenio de PPP Decanosususu21Aún no hay calificaciones
- Guia 05 - Personas Naturales Obligadas - 2013Documento23 páginasGuia 05 - Personas Naturales Obligadas - 2013Kabad MoranAún no hay calificaciones
- Reactivos Integracion EconomicaDocumento2 páginasReactivos Integracion Economicasususu21Aún no hay calificaciones
- Ejercicio 4 - ProjectDocumento19 páginasEjercicio 4 - ProjectGabriiela BecerraAún no hay calificaciones
- Instructivo Proyecto Integrador f.1Documento44 páginasInstructivo Proyecto Integrador f.1JYYLLAún no hay calificaciones
- Fabricacion de PanalesDocumento15 páginasFabricacion de Panalessususu21Aún no hay calificaciones
- Condiciones de TrabajoDocumento19 páginasCondiciones de Trabajosususu21Aún no hay calificaciones
- Cap 1Documento42 páginasCap 1Andres PerezAún no hay calificaciones
- Oym DiagramaDocumento8 páginasOym Diagramasususu21Aún no hay calificaciones
- Kardex PDFDocumento38 páginasKardex PDFsususu21Aún no hay calificaciones
- Técnicas de Prevención de Riesgos LaboralesDocumento4 páginasTécnicas de Prevención de Riesgos Laboralessususu21Aún no hay calificaciones
- Proyecto de Organización y MétodosDocumento2 páginasProyecto de Organización y Métodossususu21Aún no hay calificaciones
- Resolución No NAC-DGERCGC15-00000052 y Sus Reformas (Última Reforma 17 Agosto 2017)Documento8 páginasResolución No NAC-DGERCGC15-00000052 y Sus Reformas (Última Reforma 17 Agosto 2017)sususu21Aún no hay calificaciones
- EEFF MaxipanDocumento14 páginasEEFF Maxipansususu21Aún no hay calificaciones
- Universidad de GuayaquilDocumento8 páginasUniversidad de Guayaquilsususu21Aún no hay calificaciones
- Historia y Filosofia Plan AnaliticoDocumento16 páginasHistoria y Filosofia Plan Analiticosususu21100% (1)
- Softwares MaliciososDocumento7 páginasSoftwares Maliciosossususu21Aún no hay calificaciones
- BHPB - Manual Del Operador Pala P&H 2800XPBDocumento74 páginasBHPB - Manual Del Operador Pala P&H 2800XPBElvisMendozaRamos100% (3)
- TransDocumento56 páginasTransRichard David Alegre CanazaAún no hay calificaciones
- Practica 2 Química Aplicada ESIMEZDocumento14 páginasPractica 2 Química Aplicada ESIMEZCristian Yepez GonzalezAún no hay calificaciones
- 4 - Leyes de Newto-2Documento7 páginas4 - Leyes de Newto-2Luis SalcedoAún no hay calificaciones
- Muros de Ductilidad Limitada - GENNER VILLAREAL CASTRODocumento8 páginasMuros de Ductilidad Limitada - GENNER VILLAREAL CASTROJhulius CamposAún no hay calificaciones
- Orificios - InformeDocumento17 páginasOrificios - InformeMayane Arely100% (1)
- Guía #3 - DINÁMICA EjerciciosDocumento5 páginasGuía #3 - DINÁMICA EjerciciosRocío Suárez NavarroAún no hay calificaciones
- Pruebas Electricas de Rutina A Transformadores (Autoguardado)Documento19 páginasPruebas Electricas de Rutina A Transformadores (Autoguardado)Mirko BryanAún no hay calificaciones
- Capacitancia de líneas de transmisiónDocumento29 páginasCapacitancia de líneas de transmisiónAlberan Chico DesayunosAún no hay calificaciones
- Taller ProbabilidaDocumento2 páginasTaller ProbabilidaDaniel Felipe TrujilloAún no hay calificaciones
- Informe Comportamiento MecanicoDocumento20 páginasInforme Comportamiento Mecanicocamilita1271Aún no hay calificaciones
- Estabilizacion Con Cenizas Volantes - Expo PavimentosDocumento28 páginasEstabilizacion Con Cenizas Volantes - Expo PavimentosKimberley Matthews100% (4)
- Mi Parte y La de AndresDocumento4 páginasMi Parte y La de AndresGerson SilvaAún no hay calificaciones
- Carga y Descarga de Un Capacitor. PDFDocumento8 páginasCarga y Descarga de Un Capacitor. PDFpedroAún no hay calificaciones
- Segunda Ley de NewtonDocumento4 páginasSegunda Ley de NewtonEdwin RomeroAún no hay calificaciones
- Amplificador Operacional Clases y AplicacionesDocumento18 páginasAmplificador Operacional Clases y AplicacionesDaniel GuillenAún no hay calificaciones
- Diagrama EstroboDocumento2 páginasDiagrama Estrobonanytaa100% (1)
- Preguntas TeóricasDocumento3 páginasPreguntas TeóricasMaxwell Galvez ChocceAún no hay calificaciones
- Gmelina ArboreaDocumento72 páginasGmelina ArboreasoulAún no hay calificaciones
- 03 Metodos EnergeticosDocumento20 páginas03 Metodos EnergeticosRuth Jines CabezasAún no hay calificaciones
- Diseno Viga Aashto Type IIIDocumento7 páginasDiseno Viga Aashto Type IIIDinis Antonovich Pinilla IvanovAún no hay calificaciones
- Problemas de dinámica y fricción: fuerzas, aceleración y tensión en cuerdasDocumento3 páginasProblemas de dinámica y fricción: fuerzas, aceleración y tensión en cuerdasUen CeiAún no hay calificaciones
- Módulo 1. Hidrocarburos Alifáticos PDFDocumento24 páginasMódulo 1. Hidrocarburos Alifáticos PDFCLARIVED VELASQUEZ RUEDA100% (1)
- Funcionamiento, Operación y Mantenimiento de Generadores EléctricosDocumento234 páginasFuncionamiento, Operación y Mantenimiento de Generadores EléctricosJose Pocomucha100% (5)
- Preparación de disoluciones químicasDocumento8 páginasPreparación de disoluciones químicasAntonio de Valdivieso ChinandegaAún no hay calificaciones
- 237-Cambio Manual 02T.E PDFDocumento32 páginas237-Cambio Manual 02T.E PDFkahn1210Aún no hay calificaciones
- Gener AdoresDocumento3 páginasGener AdoresAnonymous FYs8NblAún no hay calificaciones
- Monografía de Protesis Del Miembro InferiorDocumento20 páginasMonografía de Protesis Del Miembro InferiorJorge MoyaAún no hay calificaciones
- PreguntasDocumento6 páginasPreguntasaffrom10100% (2)