También podría gustarte
- 23-10-23 Listado de Precios - Bonelly IndustrialDocumento73 páginas23-10-23 Listado de Precios - Bonelly IndustrialHeydie LeyvaAún no hay calificaciones
- Mantenimiento Pistola de ImpactoDocumento5 páginasMantenimiento Pistola de ImpactoMartina GuamingaAún no hay calificaciones
- Pauta 500 Hrs Grua Ac140 (Documento3 páginasPauta 500 Hrs Grua Ac140 (Jose FigueroaAún no hay calificaciones
- F T Inversor Autonomo Isoverter 3000 EspDocumento2 páginasF T Inversor Autonomo Isoverter 3000 EspJosé Antonio De Dios RodríguezAún no hay calificaciones
- Anderson Greenwood PDFDocumento5 páginasAnderson Greenwood PDFJose Mariano ContrerasAún no hay calificaciones
- Historial de MantenimientoDocumento86 páginasHistorial de MantenimientoAnonymous 4zeqWSEf9uAún no hay calificaciones
- Cv. Luyo RaveloDocumento4 páginasCv. Luyo RaveloCesar Augusto Vasquez PeñaAún no hay calificaciones
- Operacion CompresoraDocumento10 páginasOperacion CompresoraLuis Albert Cañazaca QuispeAún no hay calificaciones
- Material Desmontaje Montaje Cubo Una Rueda Delantera Camion Mercedes Benz Actros Componentes Procedimiento PDFDocumento4 páginasMaterial Desmontaje Montaje Cubo Una Rueda Delantera Camion Mercedes Benz Actros Componentes Procedimiento PDFFreybenz Lorean BarrantesAún no hay calificaciones
- Turbo Ventilador Tl3z-300Documento25 páginasTurbo Ventilador Tl3z-300Leonardo ParraAún no hay calificaciones
- Z RANDASDocumento84 páginasZ RANDASSheyla PuertoAún no hay calificaciones
- RD 14540 2007 MTCDocumento33 páginasRD 14540 2007 MTCCarlos CubasAún no hay calificaciones
- 8609-84 Ficha Tecnica Botas WestlanDocumento3 páginas8609-84 Ficha Tecnica Botas WestlanDoris PatiñoAún no hay calificaciones
- Pulidora 9 GWS 26 230 BoschDocumento2 páginasPulidora 9 GWS 26 230 BoschACIMET SASAún no hay calificaciones
- SSOst0031 Estándar de Izaje y Manipulacion de Cargas v01Documento13 páginasSSOst0031 Estándar de Izaje y Manipulacion de Cargas v01Luciano QuispeAún no hay calificaciones
- C - 0014-V04 Mantenimiento Villa Maria Del Triunfo ActualizadoDocumento35 páginasC - 0014-V04 Mantenimiento Villa Maria Del Triunfo ActualizadoNANCY DENIS SUAREZ PAREDESAún no hay calificaciones
- PETS-GD825A-3-006 Desmontaje y Montaje Del Conjunto Del Tándem y Mando FinalDocumento18 páginasPETS-GD825A-3-006 Desmontaje y Montaje Del Conjunto Del Tándem y Mando FinalOmar Alonso Vega VilchezAún no hay calificaciones
- ManualHL 3650MEDocumento0 páginasManualHL 3650MEcarlos_rojas6268Aún no hay calificaciones
- HOJA DE DATOS DE SEGURIDAD MSDS GRASAS LUBRICANTES Julio 17 de 2013 PDFDocumento6 páginasHOJA DE DATOS DE SEGURIDAD MSDS GRASAS LUBRICANTES Julio 17 de 2013 PDFyessicaAún no hay calificaciones
- DSMDocumento16 páginasDSMJsilva SilAún no hay calificaciones
- Plan de MP Grupo ElectrogenoDocumento1 páginaPlan de MP Grupo ElectrogenoAnonymous HlvGh8X100% (1)
- Ficha Técnica - SCH 40Documento9 páginasFicha Técnica - SCH 40Henry Bajaña GuevaraAún no hay calificaciones
- e 1 Manual Transformadores TMC PDFDocumento20 páginase 1 Manual Transformadores TMC PDFLuis Enrique Rojas FernándezAún no hay calificaciones
- Hojas MSDS Redbac Backing Resina ActualizadaDocumento8 páginasHojas MSDS Redbac Backing Resina ActualizadaRandy Olivares Herrera RamblaAún no hay calificaciones
- Acta de Conformidad de Servicio Modelo Final-1Documento2 páginasActa de Conformidad de Servicio Modelo Final-1SALAZAR ZUMAETAAún no hay calificaciones
- Murphy Baja PresionDocumento6 páginasMurphy Baja PresionyadiraguirrebAún no hay calificaciones
- Medidor de GasesDocumento1 páginaMedidor de GasesArnoldAún no hay calificaciones
- 1 - Estandar de Aislamiento y Bloqueo de EnergíaDocumento51 páginas1 - Estandar de Aislamiento y Bloqueo de EnergíaJesus Saul Ascona VelardeAún no hay calificaciones
- Manual Del Usuario Taladrodestornillador A 2 Tabla de Materias Garantia CompletaDocumento18 páginasManual Del Usuario Taladrodestornillador A 2 Tabla de Materias Garantia CompletaJuan Manuel Lopes LopesAún no hay calificaciones
- Procedimiento de Cambio de Refrigerante de Grupo ElectrogenoDocumento9 páginasProcedimiento de Cambio de Refrigerante de Grupo ElectrogenoJuan UrdanetaAún no hay calificaciones
- Protocolo para Desenergizar La Planta de Produccion en Caso de Un IncendioDocumento2 páginasProtocolo para Desenergizar La Planta de Produccion en Caso de Un IncendiokristyAún no hay calificaciones
- PRECIOS VEHICULARES PVP IVA INCLUIDO - Abril - 2021Documento16 páginasPRECIOS VEHICULARES PVP IVA INCLUIDO - Abril - 2021Ana HerazoAún no hay calificaciones
- Sgc-Pe-013 Instalacion de Tablero JumboDocumento2 páginasSgc-Pe-013 Instalacion de Tablero JumboLuis RodasAún no hay calificaciones
- 1282748320-Manual Planchas Vibratorias Ms 125-330Documento11 páginas1282748320-Manual Planchas Vibratorias Ms 125-330Franco KornAún no hay calificaciones
- PGU CJM SSM SEG 014 ES Estandar Trabajo CalienteDocumento19 páginasPGU CJM SSM SEG 014 ES Estandar Trabajo CalienteCarlos Perez Tello100% (1)
- Propuesta Tecnica Fabricacion y Montaje de Cerco Perimetrico Mota Engil Peru Rev04Documento5 páginasPropuesta Tecnica Fabricacion y Montaje de Cerco Perimetrico Mota Engil Peru Rev04Jose QuiroaAún no hay calificaciones
- Guia para Trabajos Eléctricos - ResueltoDocumento14 páginasGuia para Trabajos Eléctricos - ResueltoArthur RubeinstainAún no hay calificaciones
- AST D-SED 007 Montaje de Estructuras para Subestaciones Aéreas (Sap, Sam y Pmi)Documento5 páginasAST D-SED 007 Montaje de Estructuras para Subestaciones Aéreas (Sap, Sam y Pmi)edinm25Aún no hay calificaciones
- Certificado de Mantenimiento Tecl-007Documento3 páginasCertificado de Mantenimiento Tecl-007gus0825Aún no hay calificaciones
- Plataforma Elevadora GP30Documento4 páginasPlataforma Elevadora GP30Juan Manuel Alvarez ArufeAún no hay calificaciones
- Inspeccion de Herramientas de PoderDocumento1 páginaInspeccion de Herramientas de PoderFrank Avila Zapata100% (1)
- Memoria DescriptivaDocumento32 páginasMemoria DescriptivaYosimar López GonzalesAún no hay calificaciones
- Manual de OxiCorteDocumento28 páginasManual de OxiCorteMaxi WattersAún no hay calificaciones
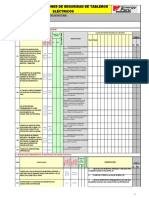
- Inspecciones Técnicas para Tableros EléctricosDocumento2 páginasInspecciones Técnicas para Tableros EléctricosMessi Muñoz GalicioAún no hay calificaciones
- SITEC-Manual Op. Bco - LBR-300MCC 120VDC - 300A (2021) V2.5-FullDocumento37 páginasSITEC-Manual Op. Bco - LBR-300MCC 120VDC - 300A (2021) V2.5-FullJuan Carlos Ropa Ojeda100% (1)
- Ps-400-Up-007 Procedimiento de Armado y Nivelación de Parrillas MetálicasDocumento2 páginasPs-400-Up-007 Procedimiento de Armado y Nivelación de Parrillas MetálicasJuan Carlos Matos Nolasco100% (1)
- FTP-GHSEQ-FOR-008-Check List Pre-Uso de Grupo ElectrogenoDocumento1 páginaFTP-GHSEQ-FOR-008-Check List Pre-Uso de Grupo ElectrogenoCarlos CubasAún no hay calificaciones
- Reporte de AmoladorasDocumento17 páginasReporte de AmoladorasH Carrasco VicenteAún no hay calificaciones
- Prueba de Resistencia de AislamientoDocumento2 páginasPrueba de Resistencia de Aislamientodesiderata200Aún no hay calificaciones
- Andina Mastic Primer 900 Fz.Documento4 páginasAndina Mastic Primer 900 Fz.Ayrton EstradaAún no hay calificaciones
- Procedimiento de Trabajo Sistema Contra Incendios. Enero 2022 FebreroDocumento20 páginasProcedimiento de Trabajo Sistema Contra Incendios. Enero 2022 FebreroJulian ClavijoAún no hay calificaciones
- Desbrozadora: Manual de FuncionamientoDocumento49 páginasDesbrozadora: Manual de FuncionamientoAGRICOLA BOYACAAún no hay calificaciones
- Ficha Tecnica Starker Terminal Cañon CortoDocumento2 páginasFicha Tecnica Starker Terminal Cañon CortoUCEDA BALLENA CARLOS ALBERTOAún no hay calificaciones
- Lista de Verificación de Vehiculos Pesados Versión 002 22.10.18Documento1 páginaLista de Verificación de Vehiculos Pesados Versión 002 22.10.18Jonathan Camas - JECGAún no hay calificaciones
- 5.1.3 Ficha Polea VulcanizadasDocumento1 página5.1.3 Ficha Polea VulcanizadasWalter CañazacaAún no hay calificaciones
- GRUPOS-ELECTROGENOS Capacitación UIDEDocumento12 páginasGRUPOS-ELECTROGENOS Capacitación UIDECarlos Fredy EcheverríaAún no hay calificaciones
- Informe TecnicoDocumento8 páginasInforme TecnicoRAUL GONSALESAún no hay calificaciones
- For Sso 064 Petar Bloqueo y EtiquetadoDocumento2 páginasFor Sso 064 Petar Bloqueo y EtiquetadoCristhian Gala100% (1)
- Liquidos PenetrantesDocumento8 páginasLiquidos PenetrantesDaniel QuisbertAún no hay calificaciones
- Ensayo de Liquidos PenetrantesDocumento5 páginasEnsayo de Liquidos PenetrantesMarleneCortezAún no hay calificaciones
- Examen de RoboticaDocumento7 páginasExamen de RoboticaIsmael Criollo ArevaloAún no hay calificaciones
- Actividad 1Documento4 páginasActividad 1Ismael Criollo ArevaloAún no hay calificaciones
- Trabajo2 TRANSFERENCIADocumento11 páginasTrabajo2 TRANSFERENCIAIsmael Criollo ArevaloAún no hay calificaciones
- Sensores de Desplazamiento LinealDocumento6 páginasSensores de Desplazamiento LinealIsmael Criollo ArevaloAún no hay calificaciones
- Plan de ManteniemientoDocumento14 páginasPlan de ManteniemientoIsmael Criollo ArevaloAún no hay calificaciones
- Convertidor Analógico Digital: Ccriolloa0@est - Ups.edu - EcDocumento3 páginasConvertidor Analógico Digital: Ccriolloa0@est - Ups.edu - EcIsmael Criollo ArevaloAún no hay calificaciones
- Ensayo Resortes A CompresionDocumento6 páginasEnsayo Resortes A CompresionIsmael Criollo ArevaloAún no hay calificaciones
- Maquinas Herramientas ConvencionalesDocumento1 páginaMaquinas Herramientas ConvencionalesIsmael Criollo ArevaloAún no hay calificaciones
- Ensayo Comunicaciones IndustrialesDocumento2 páginasEnsayo Comunicaciones IndustrialesIsmael Criollo ArevaloAún no hay calificaciones
- Analisis Diagrama Hierro CarbonoDocumento4 páginasAnalisis Diagrama Hierro CarbonoIsmael Criollo Arevalo100% (2)
- Estudio Sismo-Resistente en Piscinas Prefabricadas de Ferrocemento. Cálculo de MaterialesDocumento14 páginasEstudio Sismo-Resistente en Piscinas Prefabricadas de Ferrocemento. Cálculo de MaterialesyilmerthomasAún no hay calificaciones
- Semana 8 Luis SalazarDocumento4 páginasSemana 8 Luis SalazarSherity Maffet González100% (1)
- El Catálogo KickStartDocumento6 páginasEl Catálogo KickStarthugofernAún no hay calificaciones
- Diagnostico Diferencial Caso RBDocumento6 páginasDiagnostico Diferencial Caso RBpsicopuntesAún no hay calificaciones
- People MattersDocumento3 páginasPeople MatterscgciaAún no hay calificaciones
- Guía Práctica Del Ordenamiento Territorial en ColombiaDocumento3 páginasGuía Práctica Del Ordenamiento Territorial en ColombiaNicole Adalis Perez Martinez100% (1)
- Características de Personalidad de Varones Imputados Por Violencia Familiar PDFDocumento6 páginasCaracterísticas de Personalidad de Varones Imputados Por Violencia Familiar PDFRomy BlottaAún no hay calificaciones
- Module 1, Lesson ADocumento3 páginasModule 1, Lesson Abullasat1Aún no hay calificaciones
- Laboratorio de InternetDocumento10 páginasLaboratorio de InternetCamiloCastañedaAún no hay calificaciones
- Entrega 0Documento1 páginaEntrega 0Daniel Felipe Quintero LopezAún no hay calificaciones
- Entrenar A Un Bodeguero AndaluzDocumento2 páginasEntrenar A Un Bodeguero AndaluzobedientdogAún no hay calificaciones
- Ventilador CentrifugoDocumento32 páginasVentilador CentrifugoAngel Franco Collacso VillafuerteAún no hay calificaciones
- SemiconductoresDocumento7 páginasSemiconductoresJorge ReyesAún no hay calificaciones
- Esquema Completo - Texto Expositivo - Actividad Que Les ApasionaDocumento7 páginasEsquema Completo - Texto Expositivo - Actividad Que Les Apasionaedwin huancay lizanaAún no hay calificaciones
- Semana 06 Mci CompresionDocumento26 páginasSemana 06 Mci CompresionCristian Rey SanchezAún no hay calificaciones
- Guia de Inspeccion RespuestasDocumento32 páginasGuia de Inspeccion RespuestasMaria Del Pilar CaicedoAún no hay calificaciones
- Entregable 1. BlogDocumento7 páginasEntregable 1. BlogFernanda GualteroAún no hay calificaciones
- Pat Paita - 14 - 06 - 19Documento234 páginasPat Paita - 14 - 06 - 19Hugo Labra100% (2)
- Ensayo SPTDocumento13 páginasEnsayo SPTJean Carlos Dominguez BeltranAún no hay calificaciones
- 1.2.5 Liderazgo, Autoridad y SupervisiónDocumento3 páginas1.2.5 Liderazgo, Autoridad y SupervisiónMaricarmen ToxquiAún no hay calificaciones
- 08 - Reología de Los CementosDocumento37 páginas08 - Reología de Los Cementoschristian463Aún no hay calificaciones
- Act10. SociedadesDocumento3 páginasAct10. SociedadesandreaAún no hay calificaciones
- 2 Liporace Resumen PsicometricasDocumento30 páginas2 Liporace Resumen PsicometricasCarla GragnoliAún no hay calificaciones
- Algebra de BooleDocumento39 páginasAlgebra de BooleAdolfo OrellanaAún no hay calificaciones
- Report Mar-Ago 2021 Barbieri Do Brasil ESPDocumento25 páginasReport Mar-Ago 2021 Barbieri Do Brasil ESPJesús Reynaldo Vigabriel ParedesAún no hay calificaciones
- Actividades Sobre La Casa de Bernarda AlbaDocumento2 páginasActividades Sobre La Casa de Bernarda AlbaRene MurguiaAún no hay calificaciones
- La Excepción y La NormaDocumento14 páginasLa Excepción y La NormazapruderAún no hay calificaciones
- Procedimientos de Trabajo de Radier y CementacionDocumento7 páginasProcedimientos de Trabajo de Radier y Cementaciongabriel sandoval espinoza100% (2)
- Syllabus Calidad en La Construcción IIDocumento3 páginasSyllabus Calidad en La Construcción IIxxx08xxxAún no hay calificaciones
- Mantenimiento GD675-5Documento4 páginasMantenimiento GD675-5Javier Alfredo Arancibia BernalAún no hay calificaciones