También podría gustarte
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0308De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0308Aún no hay calificaciones
- Plan HACCP para chorizo ahumadoDocumento33 páginasPlan HACCP para chorizo ahumadoSaira Alarcon SotoAún no hay calificaciones
- Informe 2 CuradosDocumento11 páginasInforme 2 CuradosJohn Cabrera EspinozaAún no hay calificaciones
- LecheenpolvoDocumento36 páginasLecheenpolvoKike S RangelAún no hay calificaciones
- Ficha Tecnica Panelitas de LecheDocumento3 páginasFicha Tecnica Panelitas de LecheMaría Auxiliadora Mendoza Santander0% (1)
- PCC017 Limpieza y Fumigacion de ParihuelasDocumento3 páginasPCC017 Limpieza y Fumigacion de ParihuelasDiego Rodrigo Vignati Huertas100% (1)
- Hipertexto La Importancia Del Agua en Los AlimentosDocumento14 páginasHipertexto La Importancia Del Agua en Los AlimentosMariel Rosana SuárezAún no hay calificaciones
- Limpieza, Mantenimiento y Acondicionamiento de Infraestructura de RiegoDocumento34 páginasLimpieza, Mantenimiento y Acondicionamiento de Infraestructura de RiegoApukintu Ccoillo Inca100% (1)
- Arcor Ficha Técnica Galleta Mantequilla: 1. Antecedentes Generales ProveedorDocumento5 páginasArcor Ficha Técnica Galleta Mantequilla: 1. Antecedentes Generales ProveedorLissette Andrea AlarconAún no hay calificaciones
- PLAN HACC DE YOGURT FRUTADO Jesus ReneDocumento20 páginasPLAN HACC DE YOGURT FRUTADO Jesus ReneWilson Clavo CamposAún no hay calificaciones
- TP Harina 2022Documento36 páginasTP Harina 2022Franco GutierrezAún no hay calificaciones
- HaccpDocumento10 páginasHaccpVannesa SantiagoAún no hay calificaciones
- Ecosistemas Terrestres Del PerúDocumento11 páginasEcosistemas Terrestres Del PerúYolanda Elsa Arana Alvarez82% (11)
- PPT EcorregionesDocumento17 páginasPPT EcorregionesRONALDAún no hay calificaciones
- Delacruz Aguilar Gustavo LONGANIZADocumento8 páginasDelacruz Aguilar Gustavo LONGANIZAGustavo AguilarAún no hay calificaciones
- Formato 01. Solicitud AAcreditación de Disponibilidad HidricaDocumento2 páginasFormato 01. Solicitud AAcreditación de Disponibilidad HidricaKetnyJMalpartidaPinoAún no hay calificaciones
- Taller Interactuar en Principios y ValoresDocumento5 páginasTaller Interactuar en Principios y ValoresMaría CárdenasAún no hay calificaciones
- Tesis Lacteos Espoch-2007 FinalDocumento141 páginasTesis Lacteos Espoch-2007 Finalpekitapepa85Aún no hay calificaciones
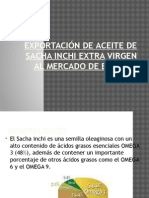
- Exportacion de Sacha InchiDocumento52 páginasExportacion de Sacha InchiHenry Contreras Del Aguila100% (1)
- Desinfectante hipoclorito de sodioDocumento3 páginasDesinfectante hipoclorito de sodiosoryenisse sierra bedoyaAún no hay calificaciones
- La Salchicha HuachanaDocumento28 páginasLa Salchicha HuachanaLuca Paolo Donola AcostaAún no hay calificaciones
- Congelado y refrigerado de carnes: métodos e higieneDocumento13 páginasCongelado y refrigerado de carnes: métodos e higieneFernando RojasAún no hay calificaciones
- Chayote en AlmíbarDocumento29 páginasChayote en AlmíbarVianey OMAún no hay calificaciones
- Plan HACCP para pepperoniDocumento37 páginasPlan HACCP para pepperoniJhon Luis Diloné TejadaAún no hay calificaciones
- Ficha TécnicaDocumento4 páginasFicha TécnicaFelipe AlvaradoAún no hay calificaciones
- Inspección sanitaria fábrica chorizosDocumento11 páginasInspección sanitaria fábrica chorizosJim BeltAún no hay calificaciones
- Proceso panela POE POESDocumento5 páginasProceso panela POE POESLucyAlmeidaAún no hay calificaciones
- Informe Cabanossi y TocinoDocumento5 páginasInforme Cabanossi y Tocino20140323Aún no hay calificaciones
- Toaz - Info Informe Antipasto PRDocumento10 páginasToaz - Info Informe Antipasto PRGERALDINE URBANO SANDOVALAún no hay calificaciones
- Productos Minimamente ProcesadosDocumento0 páginasProductos Minimamente ProcesadoswisyanyoAún no hay calificaciones
- Guía Práctica Casera de CárnicosDocumento5 páginasGuía Práctica Casera de CárnicoswillimAún no hay calificaciones
- Elaboración de Un Embutido Fermentado Innovador A Través de Almidón de Chonta Bactris Gasipaes Papa China Colocasia Esculenta Camarón y Pollo.Documento7 páginasElaboración de Un Embutido Fermentado Innovador A Través de Almidón de Chonta Bactris Gasipaes Papa China Colocasia Esculenta Camarón y Pollo.DayanaBermeoAún no hay calificaciones
- Yogurt de ArándanoDocumento3 páginasYogurt de ArándanoDeysi Olivos SerrepeAún no hay calificaciones
- Pelado QuimicoDocumento2 páginasPelado QuimicoEnmaCamposAún no hay calificaciones
- Informe Taller de CarnesDocumento16 páginasInforme Taller de CarnesLuna LetalAún no hay calificaciones
- Guía rastreabilidad alimentos agropecuariosDocumento8 páginasGuía rastreabilidad alimentos agropecuariosAbner Mendoza HuamaniAún no hay calificaciones
- Homogenidad de La JamonadaDocumento23 páginasHomogenidad de La JamonadaTonyAún no hay calificaciones
- Quesos en El Departamento Del HuilaDocumento1 páginaQuesos en El Departamento Del HuilaPili TafurAún no hay calificaciones
- Elaboracion de PatéDocumento14 páginasElaboracion de PatéDiegoVasquezAún no hay calificaciones
- Elaboracion de Embutidos Escaldados ButifarrasDocumento31 páginasElaboracion de Embutidos Escaldados ButifarrasTito ZenonAún no hay calificaciones
- Taller 4 Deshidratacion OsmoticaDocumento6 páginasTaller 4 Deshidratacion OsmoticaYeiser yair Hernández MartínezAún no hay calificaciones
- Buenas Practicas de ManufacturaDocumento23 páginasBuenas Practicas de ManufacturaMoniita Garciia100% (1)
- Lentejas PDFDocumento3 páginasLentejas PDFAnonymous gztYyXyfAún no hay calificaciones
- 209.284 - NTP Ael Aprobada Set 2004 LacteoDocumento22 páginas209.284 - NTP Ael Aprobada Set 2004 LacteoJose Henry Inofuente YucraAún no hay calificaciones
- Guia 3 de Pescados Final2020Documento9 páginasGuia 3 de Pescados Final2020TroskyCastañoAún no hay calificaciones
- CONTRATISTAS Formato - Autorizacion - Consulta - Inhabilidades - Delitos - SexualesDocumento2 páginasCONTRATISTAS Formato - Autorizacion - Consulta - Inhabilidades - Delitos - Sexualesaraldo eliasAún no hay calificaciones
- Cómo saber si se ha roto la cadena del frío en heladosDocumento7 páginasCómo saber si se ha roto la cadena del frío en heladosRosa Veronica Goyzueta ContrerasAún no hay calificaciones
- Proyecto de Salchicha 1Documento8 páginasProyecto de Salchicha 1Juan Diego.MAún no hay calificaciones
- SierrasDocumento2 páginasSierrasSantiago ZuaresAún no hay calificaciones
- Elaboracion de Cajeta de Manera IndustrialDocumento25 páginasElaboracion de Cajeta de Manera IndustrialJimenez Victoria Eduart AlfredoAún no hay calificaciones
- Factibilidad exportar galletas Ecuador ChinaDocumento24 páginasFactibilidad exportar galletas Ecuador ChinaCarlos ArteagaAún no hay calificaciones
- Autorización capacitador alimentosDocumento4 páginasAutorización capacitador alimentosluisa medina0% (1)
- Examen de Grado Tesis Pate de Finas Hierbas ARCE MARCELODocumento19 páginasExamen de Grado Tesis Pate de Finas Hierbas ARCE MARCELOsilvana alejandra calderon soto100% (1)
- Información Mariposa MonarcaDocumento3 páginasInformación Mariposa Monarcayaquelin BravoAún no hay calificaciones
- Hamburguesa de CarneDocumento7 páginasHamburguesa de CarneLuz Ely YapuAún no hay calificaciones
- Calidad del azúcar: Métodos analíticos y estándares comercialesDocumento19 páginasCalidad del azúcar: Métodos analíticos y estándares comercialesLily Violeta Borda CerpaAún no hay calificaciones
- Circular Externa 400 1395 17Documento7 páginasCircular Externa 400 1395 17LUISPECORRALESAún no hay calificaciones
- Manual de UsoDocumento12 páginasManual de Usogabriel aranedaAún no hay calificaciones
- Determinacion de LipidosDocumento16 páginasDeterminacion de LipidosAna Isabel Ruiz SanchezAún no hay calificaciones
- Ficha Tecnica de MantequillaDocumento5 páginasFicha Tecnica de MantequillaWilsonC.CastilloAún no hay calificaciones
- Proceso CarnicosDocumento8 páginasProceso CarnicosJhon Ramirez TamayoAún no hay calificaciones
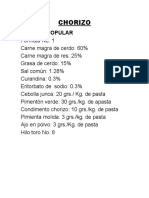
- 1.chorizo SenaDocumento8 páginas1.chorizo SenaControl De Calidad De Alimentos MICROBIOLOGIAAún no hay calificaciones
- Aplicación Del Plan Haccp QuesoDocumento6 páginasAplicación Del Plan Haccp QuesoLiss DayanaraAún no hay calificaciones
- ELABORACIÓN HOT DOG POLLODocumento7 páginasELABORACIÓN HOT DOG POLLOHillary GarciaAún no hay calificaciones
- Plan HACCP para filete de trucha arcoíris congeladoDocumento13 páginasPlan HACCP para filete de trucha arcoíris congeladoLeon NikolaiAún no hay calificaciones
- Programa de Gestión AmbientalDocumento2 páginasPrograma de Gestión Ambientalj francoAún no hay calificaciones
- IjhoDocumento162 páginasIjhoBrihan SaldarriagaAún no hay calificaciones
- Plan de manejo ambiental de la planta de panificación y repostería GalledeliDocumento15 páginasPlan de manejo ambiental de la planta de panificación y repostería Galledelij francoAún no hay calificaciones
- Plan de Manejo Ambiental PDFDocumento25 páginasPlan de Manejo Ambiental PDFj francoAún no hay calificaciones
- Plan de manejo ambiental de la planta de panificación y repostería GalledeliDocumento15 páginasPlan de manejo ambiental de la planta de panificación y repostería Galledelij francoAún no hay calificaciones
- Características Del AGUA, CICLO HIDROLOGICO, CALIDADDocumento16 páginasCaracterísticas Del AGUA, CICLO HIDROLOGICO, CALIDADINARQCON SAS SSTAún no hay calificaciones
- Ptar AbancayDocumento11 páginasPtar AbancayMilagros Sofia Gonzales HuamaniAún no hay calificaciones
- Paleta VegetalDocumento1 páginaPaleta Vegetaleduardo hgAún no hay calificaciones
- Perfil Presa RiegoDocumento19 páginasPerfil Presa RiegoAracely DuranAún no hay calificaciones
- Memoria Descriptiva Machaccoyo ADocumento39 páginasMemoria Descriptiva Machaccoyo ASaussure Fer Ccori100% (1)
- Lixiviados TrabajoDocumento4 páginasLixiviados Trabajoyirlean tania palacios palaciosAún no hay calificaciones
- Hidrología: Generalidades e historia de la cienciaDocumento15 páginasHidrología: Generalidades e historia de la cienciaIng-Hernán Gómez Msc-PhdAún no hay calificaciones
- Cuestionario Especializado Modulo IVDocumento24 páginasCuestionario Especializado Modulo IVMiguel Carcausto Vargas100% (1)
- Trabajo Escrito Sedimentación en La Industria Química 8521Documento23 páginasTrabajo Escrito Sedimentación en La Industria Química 8521Alexx WolfmanAún no hay calificaciones
- Pla Especial Inundacions CV Revisio 01-04-2018Documento291 páginasPla Especial Inundacions CV Revisio 01-04-2018Sebastian BishAún no hay calificaciones
- Aerosol AerocolorDocumento4 páginasAerosol AerocolorLaura Alexandra Medina Velasquez0% (2)
- InbarDocumento9 páginasInbaralvaroAún no hay calificaciones
- Cuencas Del PacificoDocumento5 páginasCuencas Del PacificoPaul AguilarAún no hay calificaciones
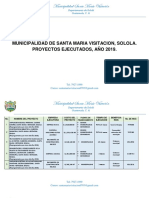
- 18 19. Obras en Ejecutadas 2019Documento4 páginas18 19. Obras en Ejecutadas 2019brandonAún no hay calificaciones
- Vetiver Innovation proyectoDocumento77 páginasVetiver Innovation proyectoNicolas Cediel LopezAún no hay calificaciones
- Examen 2 Obras 1Documento75 páginasExamen 2 Obras 1Maria Jose VillenaAún no hay calificaciones
- Msds Granalla de CobreDocumento3 páginasMsds Granalla de CobreLuis Alexander Cristobal UbaldoAún no hay calificaciones
- Dirce TurDocumento2 páginasDirce TurHermogenes Mendoza ChoquetocroAún no hay calificaciones
- Insecticida A Base de Tabaco - AlternativasDocumento24 páginasInsecticida A Base de Tabaco - AlternativasLucioGuioMojicaAún no hay calificaciones
- Memoria Descriptiva Ins. SanitDocumento3 páginasMemoria Descriptiva Ins. SanitSpel SosaAún no hay calificaciones
- Resumen GeneralDocumento5 páginasResumen GeneralCarlos Gustavo Tunque CentenoAún no hay calificaciones
- Vergaray Ayllon Eduardo MartinDocumento125 páginasVergaray Ayllon Eduardo MartinJose Luis Velarde AponteAún no hay calificaciones
- Ejercicio de AbastecimientoDocumento5 páginasEjercicio de AbastecimientoDara Mori BalarezoAún no hay calificaciones
- Resolución 799 Ambito de Aplicación.Documento4 páginasResolución 799 Ambito de Aplicación.Alejandro BallenAún no hay calificaciones
- Impacto Ambiental Las FloresDocumento18 páginasImpacto Ambiental Las Florespepe garciaAún no hay calificaciones