También podría gustarte
- Eisegmi Proyecto 10Documento82 páginasEisegmi Proyecto 10Adela TimanaAún no hay calificaciones
- Proyecto de Innovacion - 044424Documento40 páginasProyecto de Innovacion - 044424yeison anamuroAún no hay calificaciones
- Proyecto de Innovasion de Una Prensa Mecanica para La Extraccion de Rotulas1 PDFDocumento40 páginasProyecto de Innovasion de Una Prensa Mecanica para La Extraccion de Rotulas1 PDFGustavo Geomin100% (1)
- Gestion AdministrativaDocumento36 páginasGestion AdministrativaANTONIO BORDA URTADOAún no hay calificaciones
- Proyecto de Innovacion y MejoraDocumento64 páginasProyecto de Innovacion y MejoraAlex Lopez romeroAún no hay calificaciones
- 44 0813 Ii PDFDocumento142 páginas44 0813 Ii PDFChristopher Gómez ZelaAún no hay calificaciones
- 2017 Plan Negocios ViabilidadDocumento97 páginas2017 Plan Negocios ViabilidadPekeñita De GomezAún no hay calificaciones
- 2022 Diseño Implementacion SistemaDocumento83 páginas2022 Diseño Implementacion SistemaRichard DuarteAún no hay calificaciones
- Capitulo IDocumento16 páginasCapitulo IAndre Sebastian NZAún no hay calificaciones
- Xiomara 123Documento52 páginasXiomara 123Jean carlos Manchay VicenteAún no hay calificaciones
- Proyecto de Mejora RicrdoDocumento27 páginasProyecto de Mejora RicrdoAraceli F. QuuñonesAún no hay calificaciones
- Proyecto ModeloDocumento75 páginasProyecto Modelojean carlos ayala cerna0% (1)
- Trabajo de Grado - Plan para La Puesta en Servicio de Un Centro de Diagnostico Automotriz para Motocicletas en El Municipio de Maicao, La Guajira v2Documento232 páginasTrabajo de Grado - Plan para La Puesta en Servicio de Un Centro de Diagnostico Automotriz para Motocicletas en El Municipio de Maicao, La Guajira v2ANGEL HIDALGOAún no hay calificaciones
- Proyecto Fase 1 Talento HumanoDocumento26 páginasProyecto Fase 1 Talento HumanoAndres ValderramaAún no hay calificaciones
- Ing InfgDocumento56 páginasIng InfgGonzalo Leon SernaqueAún no hay calificaciones
- "Uso Apropiado Del Reloj Comparador en La Regulación de Corona en Camionetas Toyota HiluxDocumento66 páginas"Uso Apropiado Del Reloj Comparador en La Regulación de Corona en Camionetas Toyota Hiluxarturo moriAún no hay calificaciones
- 001301919PYDocumento80 páginas001301919PYwilliams OrdoñezAún no hay calificaciones
- Proyecto Productivo.......Documento163 páginasProyecto Productivo.......wendy cortesAún no hay calificaciones
- Tesis Yuri Sharaith Ccoya Iquise VerdaderoDocumento25 páginasTesis Yuri Sharaith Ccoya Iquise VerdaderoJesús Ccoya ChahuasonccoAún no hay calificaciones
- GARAY Revisado 120623Documento58 páginasGARAY Revisado 120623Axl CahuanaAún no hay calificaciones
- Maria Helena, Leydy y Adriana IguaDocumento108 páginasMaria Helena, Leydy y Adriana IguaGema Catalina GomezAún no hay calificaciones
- PROYECTO Karina FINALDocumento59 páginasPROYECTO Karina FINALJERSON ALTAMIRANO LOPEZAún no hay calificaciones
- Informer de PasantiasDocumento32 páginasInformer de Pasantiasalexandra perezAún no hay calificaciones
- Proyecto de Innovacion MejoraDocumento61 páginasProyecto de Innovacion MejoraAlisther24100% (1)
- Geotech Entrega FinalDocumento51 páginasGeotech Entrega FinalMaria GuadalupeAún no hay calificaciones
- Proyecto Mesa de TrabajoDocumento43 páginasProyecto Mesa de TrabajoCesar Carbajal Zavala100% (1)
- Ñaña Huallpa, Luis ManuelDocumento91 páginasÑaña Huallpa, Luis ManuelLicenciado Guido XansAún no hay calificaciones
- Desarrollo de Un Plan Estrategico para El Fanpage de La Empresa Impresionart S.A.C.Documento72 páginasDesarrollo de Un Plan Estrategico para El Fanpage de La Empresa Impresionart S.A.C.Maria CotrinaAún no hay calificaciones
- PG Luis Fernado Aguirre 1144149819Documento106 páginasPG Luis Fernado Aguirre 1144149819SUSI GARZON R.Aún no hay calificaciones
- Servicio Nacional de Adiestramiento en Trabajo Industrial: "Año de Del Bicentenario Del Peru: 200 Años de Imdependencia"Documento50 páginasServicio Nacional de Adiestramiento en Trabajo Industrial: "Año de Del Bicentenario Del Peru: 200 Años de Imdependencia"Carlos QuispeAún no hay calificaciones
- Acacia Mearnsii de WildDocumento90 páginasAcacia Mearnsii de WildMilagros CuevaAún no hay calificaciones
- Proyecto de Innovacion-Orejon Llamocuri Juan CarlosDocumento47 páginasProyecto de Innovacion-Orejon Llamocuri Juan CarlosOmar VidalAún no hay calificaciones
- Capitul0 IDocumento22 páginasCapitul0 IJhon CutizacaAún no hay calificaciones
- 18 TesisDocumento76 páginas18 TesisSerafin Trejo PerezAún no hay calificaciones
- Proyecto de Innovación SENATiDocumento59 páginasProyecto de Innovación SENATiHelen Mirella HerreraAún no hay calificaciones
- Proyecto de Innovación Y/o Mejora Nivel Profesional: "Año Del Fortalecimiento de La Soberanía Nacional"Documento82 páginasProyecto de Innovación Y/o Mejora Nivel Profesional: "Año Del Fortalecimiento de La Soberanía Nacional"Ricky Alfonso Garcia100% (1)
- Avance 4Documento20 páginasAvance 4Gladis Karolina CaballeroAún no hay calificaciones
- Avanze de ProyecrtoDocumento54 páginasAvanze de ProyecrtoAnthony LopezAún no hay calificaciones
- Kevin William 1 321432143532565735678878786Documento50 páginasKevin William 1 321432143532565735678878786urielAún no hay calificaciones
- Foro Admon y Gestion PublicaDocumento8 páginasForo Admon y Gestion PublicaCarlos HernandezAún no hay calificaciones
- Desarrollo Del Modelo CanvasDocumento161 páginasDesarrollo Del Modelo Canvasfreddy porrasAún no hay calificaciones
- 001151434PYDocumento50 páginas001151434PYJavier PaucarAún no hay calificaciones
- Proyecto de Mejora 2024-Capitulo IIDocumento27 páginasProyecto de Mejora 2024-Capitulo IIchinismontalvoAún no hay calificaciones
- Chero - 001075936-001071483 (19127)Documento65 páginasChero - 001075936-001071483 (19127)Erick Maguiña HuertaAún no hay calificaciones
- Control de Costos de Una Operacion Minera-TesisDocumento87 páginasControl de Costos de Una Operacion Minera-TesisHawe Anders Huayhuas RivasAún no hay calificaciones
- Proyecto 2 InyectoresDocumento35 páginasProyecto 2 InyectoresPercy raul Cruz carbajalAún no hay calificaciones
- Universidad Nacional de PiuraDocumento125 páginasUniversidad Nacional de PiuraIgnacio Lama RosasAún no hay calificaciones
- Mandos de Maquinas NeumaticasDocumento66 páginasMandos de Maquinas NeumaticasFrank Jesús Flores MelgarAún no hay calificaciones
- 2018Documento321 páginas2018Gloria Laura RiosAún no hay calificaciones
- ESTRUCTURA DEL PROYECTO DE INNOVACION & MEJORA - TORRES Capitulo I-VIIIDocumento63 páginasESTRUCTURA DEL PROYECTO DE INNOVACION & MEJORA - TORRES Capitulo I-VIIIChrïStìán TrüjïllõAún no hay calificaciones
- Trabajo 1Documento82 páginasTrabajo 1enmanuel tisnado uminaAún no hay calificaciones
- FuenteDocumento70 páginasFuenteLidia ChavezAún no hay calificaciones
- Proy. Compresor de ValvulasDocumento54 páginasProy. Compresor de ValvulasAdy Gidez100% (2)
- Proyecto - Plantilla 2021 10 (Setiembre) v.M.0.7.0Documento51 páginasProyecto - Plantilla 2021 10 (Setiembre) v.M.0.7.0Ricardo HcAún no hay calificaciones
- Modasa Mejora PDFDocumento66 páginasModasa Mejora PDFMaria Grace BeltránAún no hay calificaciones
- Modelo Proyecto InnovacionDocumento59 páginasModelo Proyecto InnovacionYherson OrtegaAún no hay calificaciones
- Proyecto Reing 1,2,3Documento45 páginasProyecto Reing 1,2,3Betzaide Servin EspinozaAún no hay calificaciones
- Diagnóstico y plan de acción empresarial: Modelo disruptivo de diagnóstico y planeación de la empresa para mantenerla generando valorDe EverandDiagnóstico y plan de acción empresarial: Modelo disruptivo de diagnóstico y planeación de la empresa para mantenerla generando valorAún no hay calificaciones
- LEAN SIX SIGMA YELLOW BELT: Manual de certificaciónDe EverandLEAN SIX SIGMA YELLOW BELT: Manual de certificaciónCalificación: 5 de 5 estrellas5/5 (1)
- Guía para la aplicación de ISO 14001 2015De EverandGuía para la aplicación de ISO 14001 2015Aún no hay calificaciones
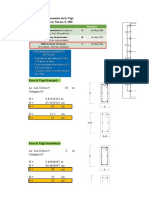
- Predimencionamiento de VigaDocumento4 páginasPredimencionamiento de Vigadaniel quispe mezaAún no hay calificaciones
- Plan de Desarrollo Urbano Pdu Ayacucho 2030Documento437 páginasPlan de Desarrollo Urbano Pdu Ayacucho 2030daniel quispe meza100% (2)
- 06 - Integrales Impropias - Tipo 2 - 318Documento37 páginas06 - Integrales Impropias - Tipo 2 - 318daniel quispe mezaAún no hay calificaciones
- 07 - Areas de RegionesDocumento39 páginas07 - Areas de Regionesdaniel quispe mezaAún no hay calificaciones
- Libro Caminos IDocumento306 páginasLibro Caminos Idaniel quispe mezaAún no hay calificaciones
- Apuntes Del Curso Civil 3dDocumento46 páginasApuntes Del Curso Civil 3ddaniel quispe mezaAún no hay calificaciones
- 02-Cinemática UnidimensionalDocumento29 páginas02-Cinemática Unidimensionaldaniel quispe mezaAún no hay calificaciones
- 01 Introduccion 2022 1Documento35 páginas01 Introduccion 2022 1daniel quispe mezaAún no hay calificaciones
- Mecánica de Estructuras 2 Metodos de Analisis - M Cervera Ruiz & E Blanco DíazDocumento341 páginasMecánica de Estructuras 2 Metodos de Analisis - M Cervera Ruiz & E Blanco DíazMiguel Angel Anticona Guillen100% (3)
- Albañileria Construccion Cimientos (Libro) - 141 PáginasDocumento141 páginasAlbañileria Construccion Cimientos (Libro) - 141 PáginasSebastian Carvajal94% (34)
- Diseño de Estructuras Hidráulicas - Máximo Villón BDocumento99 páginasDiseño de Estructuras Hidráulicas - Máximo Villón BRamón Cuba Huamani90% (10)
- Matriz de ConsistenciaDocumento2 páginasMatriz de Consistenciadaniel quispe mezaAún no hay calificaciones
- QuienDocumento69 páginasQuienRivelino Huacho OchoaAún no hay calificaciones
- Ejercicio SIMETRIADocumento4 páginasEjercicio SIMETRIAdaniel quispe mezaAún no hay calificaciones
- Malla Curricular Tecnico en Construccion Civil Inicio 2020 3Documento1 páginaMalla Curricular Tecnico en Construccion Civil Inicio 2020 3daniel quispe mezaAún no hay calificaciones
- Ensayos STDocumento33 páginasEnsayos STGisel GoM-zAún no hay calificaciones
- Actividad 1-LandmarkDocumento13 páginasActividad 1-Landmarkdaniel quispe mezaAún no hay calificaciones
- Kani, Calculo de Pórticos de Varios Pisos 6ed (1958)Documento97 páginasKani, Calculo de Pórticos de Varios Pisos 6ed (1958)Alfonso E Lozano100% (4)
- Informe de VertederosDocumento7 páginasInforme de Vertederosdaniel quispe mezaAún no hay calificaciones
- Diseño de Estructuras Hidráulicas - Máximo Villón BDocumento99 páginasDiseño de Estructuras Hidráulicas - Máximo Villón BRamón Cuba Huamani90% (10)
- Lectura de PlanosDocumento174 páginasLectura de Planosdaniel quispe mezaAún no hay calificaciones
- Ensayos STDocumento33 páginasEnsayos STGisel GoM-zAún no hay calificaciones
- Manual PropietariosDocumento94 páginasManual PropietariosJuan Daniel Arocutipa MaronAún no hay calificaciones
- Examen ArquitecturaDocumento2 páginasExamen Arquitecturadaniel quispe mezaAún no hay calificaciones
- Diseño de EncofradoDocumento61 páginasDiseño de Encofradodaniel quispe mezaAún no hay calificaciones
- Primera Practica Calificada - Construcciones IIDocumento8 páginasPrimera Practica Calificada - Construcciones IIdaniel quispe mezaAún no hay calificaciones
- Malla Curricular Tecnico en Construccion Civil Inicio 2020 3Documento1 páginaMalla Curricular Tecnico en Construccion Civil Inicio 2020 3daniel quispe meza100% (1)
- Mecanica de Suelos - LambeDocumento552 páginasMecanica de Suelos - LambeVeronica Chicas100% (19)
- Tipos de CoordenadasDocumento11 páginasTipos de Coordenadasdaniel quispe mezaAún no hay calificaciones
- Propiedades y Estatica de FluidosDocumento43 páginasPropiedades y Estatica de Fluidosdaniel quispe mezaAún no hay calificaciones
- Proyecto Seminario v2Documento13 páginasProyecto Seminario v2Julian ArangurenAún no hay calificaciones
- Implementación de 5SDocumento445 páginasImplementación de 5Smichel100% (1)
- Proyecto 5SDocumento71 páginasProyecto 5SAnonymous N4ppE2Aún no hay calificaciones
- Propuesta de Optimizacion Mediante Manual de Funciones y Metodología 5S para La Línea de Producción de Leche para La Lecheria "4 Hermanos"Documento105 páginasPropuesta de Optimizacion Mediante Manual de Funciones y Metodología 5S para La Línea de Producción de Leche para La Lecheria "4 Hermanos"Maria Eugenia Vaca BanegasAún no hay calificaciones
- Implementacion 5sDocumento64 páginasImplementacion 5sFabre ExcaliniAún no hay calificaciones
- Ejemplo Proyecto Lean ManufacDocumento15 páginasEjemplo Proyecto Lean ManufacLuis PjAún no hay calificaciones
- Manual Instructivo 5SDocumento24 páginasManual Instructivo 5Sdaba86geminis100% (2)
- Ensayo Final Calidad Juan JoseDocumento33 páginasEnsayo Final Calidad Juan Josejuan jose100% (1)
- Folleto 5S Riesgo LocativoDocumento2 páginasFolleto 5S Riesgo LocativoYANETHAún no hay calificaciones
- Mejora Continua DemingDocumento148 páginasMejora Continua DemingLlerwiBalvbinAún no hay calificaciones
- Safe Talk - OI (CL) - 063 - Programa 5SDocumento3 páginasSafe Talk - OI (CL) - 063 - Programa 5SafidelgeAún no hay calificaciones
- Mantenimiento Productivo Total Clase 22Documento35 páginasMantenimiento Productivo Total Clase 22SandraAún no hay calificaciones
- Archivo 9sDocumento9 páginasArchivo 9sFatyMendezAún no hay calificaciones
- Capacitacion de HousekeepingDocumento15 páginasCapacitacion de HousekeepingMiguel RomerosAún no hay calificaciones
- Gi-Dg-12 Programa de Orden, Aseo y LimpiezaDocumento14 páginasGi-Dg-12 Programa de Orden, Aseo y LimpiezaYerald ObandoAún no hay calificaciones
- KAIZENDocumento47 páginasKAIZENyuliReyesAún no hay calificaciones
- Senati Yahachira - EmpastarDocumento73 páginasSenati Yahachira - EmpastarMaria100% (1)
- SalasSuarezRaimundo PDFDocumento194 páginasSalasSuarezRaimundo PDFDAISY PEREZ PEREZAún no hay calificaciones
- MODULO No. 1 ORDEN Y ASEO EN NUESTRO HOGAR Y LA EMPRESA EN EPOCA CORONAVIRUS AÑO 2021Documento13 páginasMODULO No. 1 ORDEN Y ASEO EN NUESTRO HOGAR Y LA EMPRESA EN EPOCA CORONAVIRUS AÑO 2021Andres Felipe Gomez VanegasAún no hay calificaciones
- SGSST-PR-008 Programa de Orden y AseoDocumento17 páginasSGSST-PR-008 Programa de Orden y AseoJulian andres sanchez polaniaAún no hay calificaciones
- Producto N°11Documento3 páginasProducto N°11YURI ANDY CORREA GUEVARAAún no hay calificaciones
- Las 5sDocumento18 páginasLas 5sAngel Alfredo Perez MeloAún no hay calificaciones
- Ensayo Sobre Las Herramientas de Manufactura EsbeltaDocumento14 páginasEnsayo Sobre Las Herramientas de Manufactura EsbeltaGodoy MaríaAún no hay calificaciones
- Actividad Justo A TiempoDocumento6 páginasActividad Justo A TiempoLuisa AvilaAún no hay calificaciones
- Proyecto Revisado EnvasadoraDocumento96 páginasProyecto Revisado EnvasadoraCarlos MinanoAún no hay calificaciones
- Metodología de Las 5 "S" Y LAS 3 "R": Carlos H. Geronimo EugenioDocumento29 páginasMetodología de Las 5 "S" Y LAS 3 "R": Carlos H. Geronimo EugenioWilfredo TallacaguaAún no hay calificaciones
- Aplicaciones de Las 5SDocumento3 páginasAplicaciones de Las 5SMirella Fransheska VCAún no hay calificaciones
- SISTEMA DE PRODUCCIÓN TOYOTA (TPS) FinalDocumento34 páginasSISTEMA DE PRODUCCIÓN TOYOTA (TPS) FinalCristina CastroAún no hay calificaciones
- 02 - Cultura Organizacional ToyotaDocumento18 páginas02 - Cultura Organizacional ToyotaAlejandro Huarachi Tito67% (3)
- Criterios de EvaluacionDocumento3 páginasCriterios de EvaluacionGonzalo Moran SanchezAún no hay calificaciones