DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
DOSSIER DE CALIDAD
PRODUCTO: CERCO PRONTO
CLIENTE: SIPCA
AÑO 2019
Enero 2019
0
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.-INTRODUCCIÓN
Se presenta dicho documento a razón de evaluación de los productos suministrados a la
empresa Graña y Montero (GyM), para su Proyecto Minero Las Bambas – Obra Nueva
Fuerabamba
PRODAC S.A. emite este documento cumpliendo con la Norma ISO 9001:2000 tratando de
englobar el aseguramiento de la Calidad del producto y, principalmente, buscar aumentar la
satisfacción del Cliente.
2.-NORMAS APLICATIVAS
Para la fabricación, inspección y control de calidad, se emplearan entre otros, las siguientes
normas:
• ASTM American Society for Testing and Material
• DIN Deutsches Institut für Normung en alemán
• AISC American Institute Steel Construction
3.-PROCEDIMIENTO DE FABRICACION
3.1 FABRICACION DE PANELES
Desarrollado por la empresa INCHALAM ACMANET (CHILE) -
3.2 FABRICACION DE POSTES
Desarrollado por la empresa INCHALAM ACMANET (CHILE) -
3.3 FABRICACION DE PUERTAS
Desarrollado por la empresa INCHALAM ACMANET (CHILE) -
4.-CONTROL DE CALIDAD
• Control de calidad en fabricación (Parámetros indicados en el dossier de calidad del fabricante)
• Control de calidad en la recepción de materiales (Calidad de los productos recibidos)
1
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
5.-DOSSIER DE CALIDAD
En la entrega del dossier de calidad, se contienen entre otros, certificados de calidad de los materiales
utilizados.
6.-ANEXOS
• ANEXO I Procedimiento de fabricación Paneles Acmafor
• ANEXO II Procedimiento de fabricación de Postes.
• ANEXO III Procedimiento de fabricación de Puertas.
• ANEXO IV Manual de instalación de puertas
• ANEXO V Planos para fabricación de Puertas
• ANEXO VI Dossier de Calidad
2
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO I
PROCEDIMIENTO DE FABRICACION
DE PANELES ACMAFOR
(PLANTA CHILE)
3
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
OBJETIVO
Identificar todos los procesos involucrados en la fabricación de Paneles Acmafor para el
aseguramiento de calidad.
ALCANCE
Se aplica a la producción de todas las mallas electro soldadas y pintadas
1.- PANELES
1.1.- RECEPCIÓN DE MATERIA PRIMA
Control de materia prima recepcionada con Certificado de Calidad del alambre emitido por la empresa
Inchalam Talcahuano, ver (Anexo Nº1).
Los principales parámetros a controlar son: diámetro, resistencia y recubrimiento.
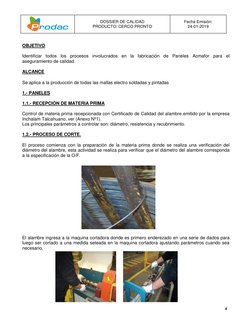
1.2.- PROCESO DE CORTE.
El proceso comienza con la preparación de la materia prima donde se realiza una verificación del
diámetro del alambre, esta actividad se realiza para verificar que el diámetro del alambre corresponda
a la especificación de la O/F.
El alambre ingresa a la maquina cortadora donde es primero enderezado en una serie de dados para
luego ser cortado a una medida seteada en la maquina cortadora ajustando parámetros cuando sea
necesario.
4
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
Se realizan controles de calidad de las barras verificando que tengan la medida y rectitud requeridas.
1.3.- PROCESO DE ELECTROSOLDADO
Se ajustan medidas requeridas en el equipo de electro soldado, según diseño de malla
Se carga materia prima, barras transversales y longitudinales de alambre.
5
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
Se Inicia el proceso de electro soldado de los paneles.(Ver Anexo 2).
Se realizan los controles de calidad, medidas, según especificación.
Finalmente se procede al embalaje del producto colocando etiqueta, código de barra, captura e
ingresando la información al informe de Producción.
6
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.4.- PLEGADO DE MALLAS
El material se traslada al sector de plegado mediante puente grúa.
Se realiza el plegado en un equipo que cuenta con sistema de Punzón y Sufridera
Se realizan los pliegues correspondientes a la malla (3, 4 o 5), con lo cual la malla se transforma en un
panel rígido.
El material es embalado en pallet para su posterior traslado a la planta de pintura.
1.5.- PROCESO DE PINTURA
Control de calidad de la pintura recepcionada con Certificado de Control de Calidad emitido por la
empresa Ceresita, ver (Anexo Nº3)
7
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
El pintado de paneles Cerco Pronto se realiza en una línea continua de 55 vigas que cuenta
principalmente con tres etapas
1.5.1.-TRATAMIENTO DE LA INFORMACIÓN
Este proceso esta diseñado para pretratar las superficies del material a pintar, en este caso el alambre
galvanizado, y tiene por objetivo remover cualquier contaminación, impureza del material además de
aplicarle una capa de fosfato de zinc que aumenta su resistencia a la corrosión.
Es un proceso que cuenta con las siguientes etapas:
• Desengrase químico
• Decapado
• Activación
• Fosfatizado
• Pasivazo
Además cuenta con enjuagues después de cada aplicación de químicos, y dos enjuagues DEMI (agua
desmineralizada).
8
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.5.2.- APLICACIÓN DE PINTURA
La línea cuenta con dos cabinas de aplicación de pintura electroestática (poliéster) las cuales aplican
la pintura a los productos mediante pistolas que cargan el polvo, el cual se adhiere por diferencia de
Potencial a producto (metal).
1.5.3.- CURADO DE LA PINTURA
Este proceso tiene por objetivo cambiar la estructura molecular del poliéster dándole una terminación y
permitiendo que la pintura selle y se adhiera al metal.
Consiste en un horno de 40 m el cual trabaja a una temperatura de 180ºC, por 10 minutos, tiempo
necesario para curar la pintura
9
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.5.4.- CONTROL DE CALIDAD
Los controles de calidad realizados corresponden a controles de parámetros de proceso y de calidad
final, siendo los siguientes.
• control de espesor de pintura, siendo el estándar 120μm
• adherencia
• controles periódicos de niebla salina, siendo el mínimo 1000h
• concentración de químicos en túnel de tratamiento de superficie
• termografías a los hornos para asegurar temperatura requerida
• apariencia
Ensayo cámara salina
Termografía
1.6.- CERTIFICADO DE CALIDAD
Para la emisión del Certificado de Calidad para los Paneles Acmafor se controlan y adjuntan los valores
controlados en el proceso para este lote de fabricación, ver (Anexo Nº4).
10
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO II
PROCEDIMIENTO FABRICACION
DE POSTES
(PLANTA CHILE)
11
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
OBJETIVO
Identificar todos los procesos involucrados en la fabricación de Postes para el aseguramiento de
calidad.
ALCANCE
Se aplica a la producción de todos los postes electro soldadas de bobina galvanizada y pintadas
1.-POSTES
1.1.- RECEPCION DE MATERIA PRIMA.
Control de materia prima recepcionada con certificado de calidad de perfil dimensionado (Ver anexo N°
11).
1.2.- CONTROL DE DIMESNIONES DE POSTES
Corroboración de medidas de postes recepcionadas
Comprobar que las especificaciones de la etiqueta del poste con medida necesaria.
1.3.- PROCESO DE PINTURA
Control de calidad de la pintura recepcionada con certificado de control de calidad, y se realizaran en
forma periódica ensayos de 1000 horas de cámara salina y termografías al horno de curado (ver
anexos)
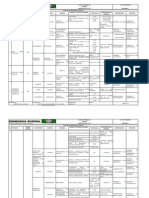
ENSAYO No. 01- 2006 CAMARA SALINA
INFORME A LAS 1000 HRS
MUESTRA POSTE Y MALLA PINTADA VERDE ENSAYO ENERO
FECHA INICIO 28/02/06
SOLICITADO POR MARCELO DI GIOVANNI F.
ELABORADO POR SUBGERENCIA DE SOPORTE A CLIENTES Y
ASEGURAMIENTO DE LA CALIDAD, INCHALAM S.A.
ENSAYO SOLICITADO ENSAYO DE NIEBLA SALINA CON 1000 HORAS DE
EXPOSICIÓN EN CAMARA SALINA PARA EVALUAR
DESPRENDIMIENTO DE LA PINTURA A LAS 250, 500, 750 Y
1000 HORAS DE EXPOSICIÓN.
RESULTADOS DESPUÉS DE 1000 HORAS DE PERMANENCIA EN LA
CÁMARA LAS MUESTRAS DE POSTE Y MALLA NO TIENEN
DESPRENDIMIENTO DE PINTURA NI ENGLOBAMIENTO.
12
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
DETALLE
IDENTIFICACIÓN DE LA MUESTRA:
Muestra Nº 1 - Poste pintado verde, PPV1001061
Muestra Nº 2 - Malla pintada verde, MPV1001061
Ensayo realizado: La muestras fueron sometidas a niebla salina de acuerdo a la norma ASTM B-117,
en una cámara a 35ºC con una niebla salina al 5% de cloruro de sodio. Las evaluaciones se realizaron a
las 250, 500, 750 y 1000 horas de iniciado el ensayo.
RESULTADO DE LA EVALUACIÓN
POSTE PPV1001061 MALLA MPV1001061
Cantidad de muestras
1
para el ensayo 1
No hay desprendimiento de No hay desprendimiento
pintura en la intersección de la de pintura en la zona de
Después de 250 horas
cruz de San Andrés, ni incisión, ni
englobamiento englobamiento.
No hay desprendimiento de No hay desprendimiento
pintura en la intersección de la de pintura en la zona de
Después de 500 horas
cruz de San Andrés, ni incisión, ni
englobamiento englobamiento.
No hay desprendimiento de No hay desprendimiento
pintura en la intersección de la de pintura en la zona de
Después de 750 horas
cruz de San Andrés, ni incisión, ni
englobamiento englobamiento.
No hay desprendimiento de No hay desprendimiento
pintura en la intersección de la de pintura en la zona de
Después de 1000 horas
cruz de San Andrés, ni incisión, ni
englobamiento englobamiento.
13
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
DESCRIPCION DEL PRODUCTO
POSTES CERCO PRONTO:
De sección cuadrada, en placa de acero soldado. Presenta orificios para la fijación de los paneles.
Sección de Poste: 60 x 60 mm.
Altura de Poste: 260 mm.
Espesor de Placa: 1.5 mm.
Resistencia a la Tracción Hor. y Ver.: 320 a 510 N/mm2 ó 5000 kg/cm2
Galvanizado
El Poste es galvanizado en caliente en interior y exterior, espesor mínimo de zinc : 275 gr/m2.
Plastificación
Resinas de Poliéster, en concordancia con la especificación de Bekaert: HS-30-11
Espesor mínimo: 99 micras
Color: verde oscuro – RAL 6005
14
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO III
PROCEDIMIENTO FABRICACION
PUERTAS
(PLANTA CHILE)
15
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
OBJETIVO
Identificar todos los procesos involucrados en la fabricación de Puertas para el aseguramiento de
calidad.
ALCANCE
Se aplica a la producción de todas las puertas
1.-PUERTAS
1.1.- DIMENSIONADO.
Dimensionado de perfiles para Bastidores: 40x40; 60x60, 75x75, Terminación G90 o Acero Negro Laminado en
Frío.
Control de Calidad: Revisión de acuerdo a planos de fabricación e inspección Visual (Ver Anexo 5).
1.2.- TRAZADO PARA PERFORADO
Control de Calidad: revisión de acuerdo a plano de fabricación e inspección Visual.(Ver Anexo 5).
16
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.3.- PERFORADO.
Control de Calidad: revisión de acuerdo a plano de fabricación e inspección Visual (Ver Anexo 6)
1.4.-SOLDADURA MANUAL PROCESO MIG
Control de Calidad: Revisión de acuerdo a planos de Fabricación(Ver Anexo 11)Visual (Ver Anexo 7)
Ensayo con tintas penetrantes: controlar visualmente a través de la impregnación de la soldadura realizada, con
tinta y develador; el grado de penetración y/o la presencia de burbujas de oxigeno que originan “poros” en la
misma.
1.5.- RECUBRIMIENTO.
Según requerimiento de Cliente, este puede ser Galvanizado por inmersión o pintura Electrolítica.
Para el caso de Galvanizado por inmersión este se realiza con proveedor Externo.
17
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.6.- ARMADO DE PUERTA.
Control de Calidad: revisión de acuerdo a plano de fabricación e inspección Visual (Ver Anexo 8).
1.7.- EMBALAJE.
Control de Calidad: inspección Visual.
1.8.- CERTIFICADO DE CALIDAD
Ver Anexo (9)
18
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO IV
MANUAL DE INSTALACION DE PUERTAS
19
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
MANUAL DE INSTALACION DE PUERTAS
20
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
21
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
22
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
23
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
24
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO V
PLANOS DE FABRICACION
DE PUERTAS
25
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
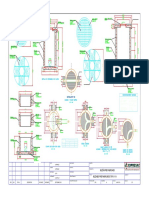
PLANOS DE FABRICACIÓN
Revisión por Plano:
• Dimensiones ( Ancho, Alto y diagonales)
• Ubicación de Accesorios
• Uniones Cordones de soldadura por Plano
• Accesorios ( Bisagras, Orejas )Según Estándar
• Desbaste Uniones Soldadas
Tipos de Puertas y Portones:
1.-Planos Detalle de Kit Portón 2.08 x 1 mts. – 1 Hoja
2.-Planos Detalle de Kit Portón 2.08 x 4 mts. – 2 Hojas
3.-Planos Detalle de Kit Portón 2.08 x 6 mts. – 2 Hojas
4.-Planos Detalle de Kit Portón 2.08 x 8 mts. – 2 Hojas
26
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
1.-Planos Detalle de Kit Portón 2.08 x 2 mts. – 2 Hoja
27
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
28
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
29
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
2.-Planos Detalle de Kit Portón 2.08 x 4 mts. – 2 Hojas
30
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
31
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
32
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
33
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
3.-Planos Detalle de Kit Portón 2.08 x 6 mts. – 2 Hojas
34
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
35
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
36
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
37
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
4.-Planos Detalle de Kit Portón 2.08 x 8 mts. – 2 Hojas
38
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
39
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
40
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
41
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
42
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO VI
DOSSIER DE CALIDAD
43
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
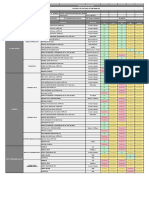
ANEXO (1)
CERTIFICADO CALIDAD
CLIENTE ACMANET S.A.
PRODUCTO Al Galv Triple D 4,75 mm Acmanet
DIAMETRO 4.75 mm.
ORDEN VENTA 157052
Nº : 2/2011
Diam. Carga Resist. Zinc Wrapping
Qc [mm] [Kg] [Kg/mm²] [gr/m²] 1xØ
4.63/4.87 56/77 35 min
28 4.820 1285 73 346 OK
33 4.750 1120 63 314 OK
58 4.740 1200 68 442 OK
PARAMETROS ESTADISTICOS
n 3
Min 4.740 1120 63 314 -
Max 4.820 1285 73 442 -
Prom 4.770 1202 68 367 -
D. Std. 0.04 82.51 5.00 66.61 -
15/09/2011
44
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (2)
Control de Calidad Malla Soldada.
Soldadora N° : _____________________________________________
Nota de pedido : _____________________________________________
Cliente : _____________________________________________
Diseño Malla. : _____________________________________________
Maestro : _____________________________________________
Turno. : _____________________________________________
Fecha : _____________________________________________
Datos Tecnicos de la Malla.
* ( a ) Largo de Soldado.
* ( b ) Ancho de Soldado.
* ( c ) Diagonal de Malla (N° 1). (H)
* ( d ) Diagonal de Malla ( N°2).
* ( e ) Paso Longitudinal. (E)
( F ) (H)
* ( f ) Paso Tranversal.
* ( g ) Cola Malla Longitudinal.
* ( h ) Punta Malla Longitudinal. (D)
* ( i ) Punta Lateral Izquierda.
(A)
* ( j ) Punta Lateral Derecha. (C)
(G)
(I) (J)
Control Maestro.
Tipo de control. 1 2 3 4 5 6
hora hora hora hora hora hora
a
b
c
d
e
f
g
h
i
V° B° J. Turno
Torque exigido ( N/ mt.) 10 -20 - 25 - 30 - 40 - 50 - 60 - 70 - 80 - 90 - 100.
Revision V° B° N° paquetes. Observaciones.
Inicial
Intermedia.
Final
IMPORTANTE.
A.- Llenar en forma completa la hoja de control con los datos reales y fidedignos.
B.- Utilizar una nueva hoja de control en el momento de un cambio de turno o de orden de pedido.
C.- El uso correcto de la hoja de control es obligatorio ysera inspeccionado por los supervisores de turno y de control de calidad.
45
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (3)
46
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (4)
47
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (5)
48
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (6)
49
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (7)
50
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (8)
51
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (9)
52
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
53
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
54
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
55
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO (10)
TIPO DE MÁQUINA UTILIZADA Y ESPECIFICACIONES TÉCNICAS SOLDADORA MIG
Marca Kemppi - Kempomat 3200
Voltaje nominal 230 V / 400 V
Voltaje de conexión 380 v -10 %...... 415 V+6%
Potencia nominal en corriente 13.6 kVA
máxima 230 /400 v
Capacidad de carga 40ºC 320 A / 32 V
Rango de Voltaje 40-320 A / 15-32V
Posiciones de voltaje 40 posiciones
Máximo voltaje de Vacío 42 V
Eficiencia en Corriente Máxima (320 A/32V) 75 %
Factor de potencia en corriente (320 A/32V) 0.95
Máxima
Fusible retardado 8A
Mecanismo de alimentación 4 rodillos
Diámetro de los rodillos 32 Mm.
Velocidad de alimentación I 0…18 M/min.
II 0…25 M/Min.
Alambres de Relleno ø Fe, Ss 0.6…1.2 mm.
ø Aluminio 1.0 … 1.6 mm.
Peso Máximo Carrete 20 kg.
Diámetro Máximo de Carrete ø 155 Mm.
Conector de antorcha Euro
Rango de temperatura H ( 180 ºC)
Temperatura de operación -20.. +40 ºC
56
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
Presentación General Máquina soldadora MIG
Maquinas
Parámetros proceso
Diámetro de la tobera mm. 7,0
Distancia de la tobera al metal mm. 5,0
Angulo de la tobera 76°
Intensidad de corriente amperes min. 90 - máx. 230
Voltaje Volts 15 --- 27
Alambre
Diámetro del alambre mm. 0,9
Marca alambre Indura ER70S-6
Composición alambre C 0,08%; Mn 1,44%;Si 0,86%; P 0,012 %; S 0,014%; Cr
0,02%; Ni 0,04%; Mo 0,003%; V 0,005%; Cu 0,20%
Gas protector
Indurmig-Indura
composición gas 80 % Ar - 20 % Co2
Flujo de gas 8 --- 12 ltm
57
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
CALIDAD DE LA SOLDADURA:
Ensayo con tintas penetrantes: controlar visualmente a través de la impregnación de la
soldadura realizada, con tinta y develador; el grado de penetración y/o la presencia de
burbujas de oxigeno que originan “poros” en la misma.
58
� DOSSIER DE CALIDAD Fecha Emisión:
PRODUCTO: CERCO PRONTO 24-01-2019
ANEXO(11)
59