También podría gustarte
- Diseño de Separador Horizontal Con BotaDocumento16 páginasDiseño de Separador Horizontal Con BotaAnddy AAún no hay calificaciones
- BD-000-A-1003 (Filosofia de Desfogues)Documento20 páginasBD-000-A-1003 (Filosofia de Desfogues)Jesica seraranoAún no hay calificaciones
- Tanques Contraincendio Nfpa 22, Awwa API 650Documento11 páginasTanques Contraincendio Nfpa 22, Awwa API 650victor hugoAún no hay calificaciones
- Obtención de OlefinasDocumento16 páginasObtención de OlefinasIgnacioAún no hay calificaciones
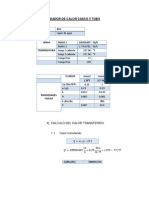
- Intercambiador de Calor Casco y TuboDocumento10 páginasIntercambiador de Calor Casco y TuboMosheZBAún no hay calificaciones
- Recuperacion de Azufre Informe Final Final Jajaja-1 - ColmenaDocumento11 páginasRecuperacion de Azufre Informe Final Final Jajaja-1 - ColmenaAna ClaudiaAún no hay calificaciones
- MODULO 1 Cap 0 INTRODUCCION DE FACILIDADES DE PRODUCCIONDocumento37 páginasMODULO 1 Cap 0 INTRODUCCION DE FACILIDADES DE PRODUCCIONMarco Antonio Torrez Ibarra100% (1)
- Modelo y Simulación de Un Hidrotratamiento para Un Reactor de Hidrodesulfuración Diésel en Refinación de PetróleoDocumento7 páginasModelo y Simulación de Un Hidrotratamiento para Un Reactor de Hidrodesulfuración Diésel en Refinación de PetróleoJuan Osorio PortillaAún no hay calificaciones
- Alivios PSV Gashysys ECP-UCE-17001-GCU-IB03-PRO-MC-003-1Documento42 páginasAlivios PSV Gashysys ECP-UCE-17001-GCU-IB03-PRO-MC-003-1willAún no hay calificaciones
- Reporte 4 HYSYS (Reparado)Documento14 páginasReporte 4 HYSYS (Reparado)Gabriela Hernández100% (1)
- 0008 105 IP106000 Rev1Documento8 páginas0008 105 IP106000 Rev1garciahoAún no hay calificaciones
- Metodo Cientifico de Evaluacion de Edward A. SuchmanDocumento7 páginasMetodo Cientifico de Evaluacion de Edward A. SuchmanNoe ReyAún no hay calificaciones
- 2º Planificación Lenguaje ComaDocumento15 páginas2º Planificación Lenguaje ComaCamilaPalma100% (1)
- Endulzamiento EXAMEN TEORICODocumento47 páginasEndulzamiento EXAMEN TEORICOJhildo Maida ZernaAún no hay calificaciones
- Proyecto de Transporte Por GasoductoDocumento21 páginasProyecto de Transporte Por GasoductoJhonny Rodriguez LuisAún no hay calificaciones
- Ac1080900-Pb0d3-Pd05014 - Filosofía de Operación y Control-Rev ADocumento52 páginasAc1080900-Pb0d3-Pd05014 - Filosofía de Operación y Control-Rev AskeylaAún no hay calificaciones
- Tema 4 - Endulzamiento Del Gas NaturalDocumento56 páginasTema 4 - Endulzamiento Del Gas NaturalLuz Marina Mendoza MendozaAún no hay calificaciones
- Taller 4 - Simulacion de Separadores Reales en HYSYSDocumento13 páginasTaller 4 - Simulacion de Separadores Reales en HYSYSarielAún no hay calificaciones
- FORO 2 Asesoria IndividualDocumento2 páginasFORO 2 Asesoria IndividualAylin TorresAún no hay calificaciones
- Procesamiento de Gas NaturalDocumento24 páginasProcesamiento de Gas Naturalcarlitos9001Aún no hay calificaciones
- Dimensionamiento de Tuberias de Proceso en Flujo BifasicoDocumento5 páginasDimensionamiento de Tuberias de Proceso en Flujo BifasicoGenaro CicarilliAún no hay calificaciones
- Hoja Guia PDFDocumento1 páginaHoja Guia PDFmiri-256Aún no hay calificaciones
- Parcial de Gerencia Integrada de YacimientosDocumento31 páginasParcial de Gerencia Integrada de YacimientosDavid Jose Calderin BrangoAún no hay calificaciones
- Plan de Involucramiento y Participación de Actores (PIA) para La Estrategia de INversión Del FIP en El PerúDocumento41 páginasPlan de Involucramiento y Participación de Actores (PIA) para La Estrategia de INversión Del FIP en El PerúMinamPeru100% (1)
- Curso Glicol 2012agosto INEGASDocumento131 páginasCurso Glicol 2012agosto INEGASlaudenAún no hay calificaciones
- INEGAS Prueba Slececcin de Gas 010919Documento2 páginasINEGAS Prueba Slececcin de Gas 010919WILDEMAR ROJAS MORALESAún no hay calificaciones
- Tea Ko Drum T-MBD-101Documento19 páginasTea Ko Drum T-MBD-101carloslimasanchezAún no hay calificaciones
- Plantas de Extraccion de Liquido y Fraccionamiento de GasDocumento20 páginasPlantas de Extraccion de Liquido y Fraccionamiento de GasLiliany Buelvas RochaAún no hay calificaciones
- Deshidratación Gas NaturalDocumento15 páginasDeshidratación Gas NaturalVanessa Sandoval AguileraAún no hay calificaciones
- Compresion Del Gas NaturalDocumento24 páginasCompresion Del Gas NaturalAdriana Lizeth Caity MateneAún no hay calificaciones
- Pileta APIDocumento16 páginasPileta APIRene CFAún no hay calificaciones
- Tecnología Gas Natural UPSA (Diapositiva)Documento36 páginasTecnología Gas Natural UPSA (Diapositiva)molcitoAún no hay calificaciones
- Ejercicio No. 1 Diseño de SeparadoresDocumento19 páginasEjercicio No. 1 Diseño de SeparadoresGeraldine Carolina Ortega MontielAún no hay calificaciones
- Msds TrietilenglicolDocumento4 páginasMsds Trietilenglicolmauro guerraAún no hay calificaciones
- Diseno de Un Separador Trifasico Horizontal-1Documento5 páginasDiseno de Un Separador Trifasico Horizontal-1Victor Luis Gomez ZabalaAún no hay calificaciones
- Taller SeparadoresDocumento2 páginasTaller Separadoresjose manuelAún no hay calificaciones
- Clase 3. Comportamiento de Fases Del Gas NaturalDocumento41 páginasClase 3. Comportamiento de Fases Del Gas NaturalMartha Patricia Medina Casas0% (1)
- Anexo 3 Taller Reporte de Liquidación de Tanque Por Medición DinamicaDocumento1 páginaAnexo 3 Taller Reporte de Liquidación de Tanque Por Medición DinamicaDumar NovoaAún no hay calificaciones
- Estranguladores INEGASDocumento42 páginasEstranguladores INEGASMiguel Valdivia MontalvanAún no hay calificaciones
- Curso Gas Natural - 2 TERMODINAMICADocumento25 páginasCurso Gas Natural - 2 TERMODINAMICAestigiafcAún no hay calificaciones
- Pre-School Calculo de Aceite y GasDocumento73 páginasPre-School Calculo de Aceite y GasAntonio VargasAún no hay calificaciones
- SesionesDocumento70 páginasSesionesRoberto Angel GrangenoAún no hay calificaciones
- Manual Del PetróleoDocumento45 páginasManual Del PetróleoMaleo García100% (1)
- Drenaje Por Gravedad Asistido Por Vapor SAGDDocumento17 páginasDrenaje Por Gravedad Asistido Por Vapor SAGDLiinda Rios DiazAún no hay calificaciones
- Lab de CalibracionDocumento2 páginasLab de CalibracionOROSCOROCAAún no hay calificaciones
- Ensayo Norma API 12JDocumento3 páginasEnsayo Norma API 12JYOANDRI GUERREROAún no hay calificaciones
- Hoja de Seguridad Therminol 55Documento8 páginasHoja de Seguridad Therminol 55japerezg murphyAún no hay calificaciones
- Tesis Lista VenteoDocumento96 páginasTesis Lista VenteoJoise FernandezAún no hay calificaciones
- Sistema de La TeaDocumento84 páginasSistema de La TeaDesiree MolinaAún no hay calificaciones
- Problema #2Documento3 páginasProblema #2Diana Laura Velazquez VargasAún no hay calificaciones
- Spe 107292 PDFDocumento10 páginasSpe 107292 PDFHaider Pérez SánchezAún no hay calificaciones
- Separadores de Gas NaturalDocumento29 páginasSeparadores de Gas NaturalAmairani Zuñiga100% (2)
- Módulo 4 e Proceso Absorcion RefrigeradaDocumento23 páginasMódulo 4 e Proceso Absorcion RefrigeradaRichard GutierrezAún no hay calificaciones
- Propiedades Fisicas y Termodinamicas Del Gas Natural 2018Documento31 páginasPropiedades Fisicas y Termodinamicas Del Gas Natural 2018Guido Ronald RoqueAún no hay calificaciones
- I-SM-117 - 04 Venteo de GasDocumento7 páginasI-SM-117 - 04 Venteo de GasManu HerreraAún no hay calificaciones
- Vortice ScrollDocumento9 páginasVortice ScrollHarry AngelAún no hay calificaciones
- Simulación Con El Software HysysDocumento4 páginasSimulación Con El Software HysysKarina Giselle Castellon Fernandez LA MonitaAún no hay calificaciones
- A 1procesos Del Gas Natural Parte 1Documento65 páginasA 1procesos Del Gas Natural Parte 1Eulogio Tarija SerrudoAún no hay calificaciones
- Ejercicio de Gasoducto Del Gas Natural Practico 1Documento8 páginasEjercicio de Gasoducto Del Gas Natural Practico 1JoseCordovaAún no hay calificaciones
- Tesis - Simulación Con Hysys PlantDocumento89 páginasTesis - Simulación Con Hysys PlantSergio Cruz R100% (1)
- Refrigeracion Gpsa TraducidoDocumento27 páginasRefrigeracion Gpsa TraducidoEzequiel GallardoAún no hay calificaciones
- Diseño de Los Tratadores TermicosDocumento14 páginasDiseño de Los Tratadores TermicosJulio David GarciaAún no hay calificaciones
- Planta de Deshidratacion de GasDocumento11 páginasPlanta de Deshidratacion de GasJhonattan RochaAún no hay calificaciones
- CAP X - Acondicionamiento y Deshidratacion de Gas-REPSOLDocumento34 páginasCAP X - Acondicionamiento y Deshidratacion de Gas-REPSOLalberdisoria100% (1)
- DESHIDROGENACIONDocumento28 páginasDESHIDROGENACIONDiego RojasAún no hay calificaciones
- CIV - 342 OkDocumento6 páginasCIV - 342 OkChristopher BrownAún no hay calificaciones
- CIV - 354 OkDocumento2 páginasCIV - 354 OkChristopher BrownAún no hay calificaciones
- CIV - 343 OkDocumento3 páginasCIV - 343 OkChristopher BrownAún no hay calificaciones
- CIV - 341 OkDocumento4 páginasCIV - 341 OkChristopher BrownAún no hay calificaciones
- CIV - 399 OkDocumento3 páginasCIV - 399 OkChristopher BrownAún no hay calificaciones
- CIV - 338 OkDocumento3 páginasCIV - 338 OkChristopher BrownAún no hay calificaciones
- Civ - 328 OkDocumento3 páginasCiv - 328 OkChristopher BrownAún no hay calificaciones
- CIV - 210 OkDocumento2 páginasCIV - 210 OkChristopher BrownAún no hay calificaciones
- CIV - 327 OkDocumento7 páginasCIV - 327 OkChristopher BrownAún no hay calificaciones
- CIV - 326 OkDocumento4 páginasCIV - 326 OkChristopher BrownAún no hay calificaciones
- Itacamba If40-1Documento4 páginasItacamba If40-1Christopher Brown100% (1)
- CIV - 270 OkDocumento4 páginasCIV - 270 OkChristopher BrownAún no hay calificaciones
- CIV-218 OkDocumento10 páginasCIV-218 OkChristopher BrownAún no hay calificaciones
- Mat 102Documento3 páginasMat 102Christopher BrownAún no hay calificaciones
- CIV - 250 OkDocumento4 páginasCIV - 250 OkChristopher BrownAún no hay calificaciones
- Mat - 103Documento4 páginasMat - 103Christopher BrownAún no hay calificaciones
- CIV - 229 OkDocumento4 páginasCIV - 229 OkChristopher BrownAún no hay calificaciones
- CIV - 214 OkDocumento3 páginasCIV - 214 OkChristopher BrownAún no hay calificaciones
- CIV - 249 OkDocumento6 páginasCIV - 249 OkChristopher BrownAún no hay calificaciones
- CIV - 219 OkDocumento4 páginasCIV - 219 OkChristopher BrownAún no hay calificaciones
- Civ 101Documento4 páginasCiv 101Christopher BrownAún no hay calificaciones
- Mat - 135Documento4 páginasMat - 135Christopher BrownAún no hay calificaciones
- Convocatorias INRADocumento8 páginasConvocatorias INRAChristopher BrownAún no hay calificaciones
- Mi Manual de InstalacionDocumento28 páginasMi Manual de InstalacionJorge Pergola SáncezAún no hay calificaciones
- Diplomado en Ingenieria CivilDocumento2 páginasDiplomado en Ingenieria CivilLenin Lio MedAún no hay calificaciones
- Manual de Transfer en CIA de Tecnologia y Conocimiento 101208092607 Phpapp02Documento124 páginasManual de Transfer en CIA de Tecnologia y Conocimiento 101208092607 Phpapp02Gabby MoralesAún no hay calificaciones
- Ae0632 La..Documento3 páginasAe0632 La..Erick Alfonso Perez EspinosaAún no hay calificaciones
- Tema 1 - Ética y Estética en La RedDocumento12 páginasTema 1 - Ética y Estética en La RedCharo BarralloAún no hay calificaciones
- Taller Calorimetria Parte 1.Documento2 páginasTaller Calorimetria Parte 1.Aldo Castro100% (1)
- S7 - Tarea - Borrador de Hipótesis y Esquema de InvestigaciónDocumento2 páginasS7 - Tarea - Borrador de Hipótesis y Esquema de InvestigaciónYesenia Yazmin Almanza ZavalaAún no hay calificaciones
- Tesis Sobre App InventorDocumento27 páginasTesis Sobre App InventorArmando Claudio Quispe MamaniAún no hay calificaciones
- TALLER No. 1 - ANALISIS DE DATOSDocumento2 páginasTALLER No. 1 - ANALISIS DE DATOSALEXIS WEBAún no hay calificaciones
- Informe Circuito RC en Corriente DirectaDocumento13 páginasInforme Circuito RC en Corriente DirectaManuel Canaval Ochoa0% (1)
- AW Bicentenario: Línea PrácticaDocumento44 páginasAW Bicentenario: Línea PrácticaImanol GarridoAún no hay calificaciones
- Ejercicios 19 Ecuación de Euler T4 2020 - IIDocumento2 páginasEjercicios 19 Ecuación de Euler T4 2020 - IICristian Camilo Vargas VilladaAún no hay calificaciones
- Manual LMI Español Rev 001-12Documento44 páginasManual LMI Español Rev 001-12Karen Juliana BejaranoAún no hay calificaciones
- Ética en El Comercio ElectrónicoDocumento6 páginasÉtica en El Comercio ElectrónicoELFER ISAIAS CLEMENTE CAMACHOAún no hay calificaciones
- MetanoDocumento3 páginasMetanoJhuan CallatasigAún no hay calificaciones
- Selective Call SELCALDocumento17 páginasSelective Call SELCALMetAlekz SykesAún no hay calificaciones
- Dispositivos Analógicos DigitalesDocumento3 páginasDispositivos Analógicos DigitalesMauricio A. SalazarAún no hay calificaciones
- Lotes Normas ANCE - 0031-0031Documento1 páginaLotes Normas ANCE - 0031-0031GermanPozoAún no hay calificaciones
- Fiabilidad de Componentes Exponencial PDFDocumento8 páginasFiabilidad de Componentes Exponencial PDFEmanuel Soto VivancoAún no hay calificaciones
- Cotizacion: 5653: NIT. 890.505.256-6 Comercial Tellez SasDocumento1 páginaCotizacion: 5653: NIT. 890.505.256-6 Comercial Tellez SasErick RodriguezAún no hay calificaciones
- Semillero SINAVDocumento8 páginasSemillero SINAVSlenka LeandraAún no hay calificaciones
- Examen Parcial - Semana 4 - Inv - Segundo Bloque-Responsabilidad Social EmpresarialDocumento18 páginasExamen Parcial - Semana 4 - Inv - Segundo Bloque-Responsabilidad Social EmpresarialAlejandro Florez0% (1)
- III Supuestos Coductuales en Una Teoria de Las InstitucionesDocumento4 páginasIII Supuestos Coductuales en Una Teoria de Las InstitucionesManriquez OmarAún no hay calificaciones
- Estado Del ArteDocumento2 páginasEstado Del ArteWDiazA100% (5)
- 01 Guía Laboratorio Ley de OhmDocumento2 páginas01 Guía Laboratorio Ley de OhmLEIDY TATIANA JARA CARRILLOAún no hay calificaciones