0% encontró este documento útil (0 votos)
60 vistas22 páginasPaso3 AlternativasPML 358029 23
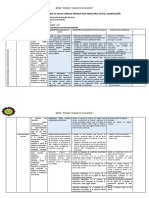
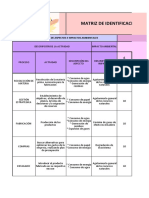
El documento analiza el flujo de producción y los costos de ineficiencia en una microempresa de modistería, identificando problemas en el manejo de residuos y productos fuera de especificación. Se proponen alternativas de producción más limpia para mejorar la eficiencia energética y la gestión de residuos. El diagnóstico revela oportunidades para optimizar recursos y minimizar impactos ambientales.
Cargado por
yejopiro859740Derechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
60 vistas22 páginasPaso3 AlternativasPML 358029 23
El documento analiza el flujo de producción y los costos de ineficiencia en una microempresa de modistería, identificando problemas en el manejo de residuos y productos fuera de especificación. Se proponen alternativas de producción más limpia para mejorar la eficiencia energética y la gestión de residuos. El diagnóstico revela oportunidades para optimizar recursos y minimizar impactos ambientales.
Cargado por
yejopiro859740Derechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd