También podría gustarte
- Clasificacion de Materiales Manejo de Materiales Jorge Martinez 1Documento6 páginasClasificacion de Materiales Manejo de Materiales Jorge Martinez 1Carolina Barrera CasanovaAún no hay calificaciones
- Procesos de Fabricacion y Manejo de MaterialesDocumento280 páginasProcesos de Fabricacion y Manejo de Materialesvictor100% (2)
- Empresas de Clase MundialDocumento13 páginasEmpresas de Clase MundialJesus Piña RodriguezAún no hay calificaciones
- El Envase Como Medio PromocionalDocumento4 páginasEl Envase Como Medio Promocionalgodofredo gameroAún no hay calificaciones
- Operación y Recursos de Los AlmacenesDocumento7 páginasOperación y Recursos de Los AlmacenesJessica NahomiAún no hay calificaciones
- Diseño de BodegaDocumento8 páginasDiseño de BodegaDaniel Lagos RamirezAún no hay calificaciones
- Estudiar Las Funciones Del Almacén en La IndustriaDocumento42 páginasEstudiar Las Funciones Del Almacén en La Industriafiorells100% (1)
- Expo Envase y EmbalajeDocumento17 páginasExpo Envase y EmbalajeLuis Angel Vera Alejandro100% (1)
- Evolucion de La Logistica y La Cadena de SuministroDocumento20 páginasEvolucion de La Logistica y La Cadena de SuministroLuz Helena Gomez VelezAún no hay calificaciones
- Diseño de Planta-TortilleriaDocumento16 páginasDiseño de Planta-TortilleriaIng. IndustrialAún no hay calificaciones
- Descripcion de Los Equipos para Manejo de Materiales A Granel Dentro de La PlantaDocumento9 páginasDescripcion de Los Equipos para Manejo de Materiales A Granel Dentro de La PlantaRicardo Jose Aaron Romero100% (1)
- Cadenas de Sumnistros ESBELTASDocumento4 páginasCadenas de Sumnistros ESBELTASAreeLiih AsAún no hay calificaciones
- Empaque, Envase y EmbalajeDocumento10 páginasEmpaque, Envase y Embalajegabriela de la CruzAún no hay calificaciones
- Principios Básicos Del Manejo de MaterialesDocumento3 páginasPrincipios Básicos Del Manejo de MaterialesMiguel PerezAún no hay calificaciones
- Trabajo de Taller de Investigacion-HIGIENE Y SEGURIDAD INDUSTRIAL en CMAS - Prioridad - 1Documento42 páginasTrabajo de Taller de Investigacion-HIGIENE Y SEGURIDAD INDUSTRIAL en CMAS - Prioridad - 1Carlos CanoAún no hay calificaciones
- Clasificación de Un Proceso Industrial Por Su Régimen de TrabajoDocumento1 páginaClasificación de Un Proceso Industrial Por Su Régimen de TrabajoVanessa FalcónAún no hay calificaciones
- Metodo de EulerDocumento8 páginasMetodo de EulerEdgar AlfaroAún no hay calificaciones
- Mapa Conceptual Balance de Materia y EnergiaDocumento3 páginasMapa Conceptual Balance de Materia y EnergiaKenia CondeAún no hay calificaciones
- EmbalajeDocumento3 páginasEmbalajeYeseña May SosaAún no hay calificaciones
- Planeación y Definición de Programas de CalidadDocumento26 páginasPlaneación y Definición de Programas de CalidadJavier MagdalenoAún no hay calificaciones
- Problematica ItescoDocumento12 páginasProblematica ItescoBeltran H Blade100% (1)
- MpsDocumento39 páginasMpsAntonio Borjas RojasAún no hay calificaciones
- Just in Time TallerDocumento10 páginasJust in Time TallerCobertores AftaAún no hay calificaciones
- Tipos de Envase y Embalaje Que Utilizan Las Empresas para El Transporte de Sus ProductosDocumento15 páginasTipos de Envase y Embalaje Que Utilizan Las Empresas para El Transporte de Sus ProductosMariaNellySantistebanAún no hay calificaciones
- Trabajo de Taller de ManufacturaDocumento6 páginasTrabajo de Taller de ManufacturaBonnelly Peralta AlmanzarAún no hay calificaciones
- Conceptos y Generalidades de Higiene y SeguridadDocumento6 páginasConceptos y Generalidades de Higiene y Seguridaddyanayou100% (1)
- Deber Ejemplo Kanban Ind. AutomotrizDocumento3 páginasDeber Ejemplo Kanban Ind. AutomotrizVictor Robles RomeroAún no hay calificaciones
- Caso de Aplicación - Sara Díaz 4ADocumento19 páginasCaso de Aplicación - Sara Díaz 4ASara DíazAún no hay calificaciones
- Proyecto Final Tamizadora Electroestatica FinalizadoDocumento24 páginasProyecto Final Tamizadora Electroestatica FinalizadounilibreAún no hay calificaciones
- U4. Aplicaciones de Los Materiales PDFDocumento22 páginasU4. Aplicaciones de Los Materiales PDFAlex EstradaAún no hay calificaciones
- Procesos Con Arranque de Material en Tecnología MecánicaDocumento2 páginasProcesos Con Arranque de Material en Tecnología MecánicaJulio Alberto Durand AñazcoAún no hay calificaciones
- Sistema de Manejo de Materiales...Documento11 páginasSistema de Manejo de Materiales...KAREANDREAún no hay calificaciones
- Instituto Tecnológico Superior de LerdoDocumento6 páginasInstituto Tecnológico Superior de LerdoAlexander HernandezAún no hay calificaciones
- Actividad 8. Sistemas de Información en La LogísticaDocumento4 páginasActividad 8. Sistemas de Información en La LogísticaLeslie Ramírez0% (1)
- Diseño de Un Plan de Requerimientos de MaterialesDocumento90 páginasDiseño de Un Plan de Requerimientos de Materialesmtfsfernandez0% (1)
- 1.4 CerámicasDocumento7 páginas1.4 CerámicasManueel Lopez GodinezAún no hay calificaciones
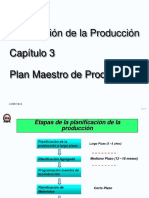
- Cap 3 - PP - Plan Maestro ProduccionDocumento47 páginasCap 3 - PP - Plan Maestro ProduccionMauricio Barraza100% (1)
- UNIVERSIDAD LocalizacionDocumento19 páginasUNIVERSIDAD LocalizacionPaul LopezAún no hay calificaciones
- T5 - PracticasDocumento17 páginasT5 - PracticasPedro RodrigeszAún no hay calificaciones
- La Industria Metal MecanicaDocumento12 páginasLa Industria Metal MecanicaAnonymous VmiAQbAún no hay calificaciones
- Trabajo Sistemas de Producción 1er ParcialDocumento23 páginasTrabajo Sistemas de Producción 1er ParcialLidia OrtegaAún no hay calificaciones
- Produccion de AzucarDocumento127 páginasProduccion de AzucarVilla Jans ArnolAún no hay calificaciones
- Reporte de Lectura El Núcleo de Seis SigmaDocumento3 páginasReporte de Lectura El Núcleo de Seis SigmaKeyla Selene0% (1)
- Ejercicio Usando El Simulador PromodelDocumento1 páginaEjercicio Usando El Simulador PromodelSamuel MoronesAún no hay calificaciones
- Cuadro Comparativo de Los Sistemas de ManufacturaDocumento3 páginasCuadro Comparativo de Los Sistemas de Manufacturaulises GalindoAún no hay calificaciones
- Consult OresDocumento5 páginasConsult OresMarcela ClavijoAún no hay calificaciones
- Modelo de Inventario AbcDocumento10 páginasModelo de Inventario AbcAlexander V Lucero SandovalAún no hay calificaciones
- EHUICODocumento32 páginasEHUICOCesar Quispe CAún no hay calificaciones
- Análisis de Manejo de MaterialesDocumento7 páginasAnálisis de Manejo de MaterialesOriangela Hidalgo100% (2)
- Estrategia de Distribucion de Las InstalacionesDocumento42 páginasEstrategia de Distribucion de Las InstalacionesClover Flores LimaAún no hay calificaciones
- Unidad 5.planeacion Financiera-7it2Documento11 páginasUnidad 5.planeacion Financiera-7it2ErikaAún no hay calificaciones
- Administración de Operaciónes 12.1-3Documento3 páginasAdministración de Operaciónes 12.1-3Eder SalgadoAún no hay calificaciones
- Horno de Hogar AbiertoDocumento11 páginasHorno de Hogar AbiertoDany Hernández RgzAún no hay calificaciones
- Sistema OrtorrombicoDocumento21 páginasSistema OrtorrombicoVarick YanayacoAún no hay calificaciones
- 3.2 Formado MecanicoDocumento23 páginas3.2 Formado MecanicoJorge MedinaAún no hay calificaciones
- Procesos de Fabricacion de Materiales CompuestosDocumento10 páginasProcesos de Fabricacion de Materiales CompuestosArgenis Emmanuel Rodriguez Mariano100% (1)
- Proceso de CorteDocumento5 páginasProceso de CorteElenna BoscanAún no hay calificaciones
- U3A2 Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Documento13 páginasU3A2 Formado Mecánico, Forjado, Prensado, Estirado, Cizallado, Doblado, Extrusión, Embutido y Troquelado.Andrea Ascencio Murillo100% (1)
- Trabajo Escrito Procesos de MecanizadoDocumento22 páginasTrabajo Escrito Procesos de MecanizadoYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Investigacion Proceso de Manufactura.Documento10 páginasInvestigacion Proceso de Manufactura.Arely GuadarramaAún no hay calificaciones
- Explicacion Cuentas Por CobrarDocumento1 páginaExplicacion Cuentas Por CobrarEliezer TuzAún no hay calificaciones
- Desarrollo SustentableDocumento2 páginasDesarrollo SustentableEliezer TuzAún no hay calificaciones
- Unidad 3 de InnovaciónDocumento15 páginasUnidad 3 de InnovaciónEliezer TuzAún no hay calificaciones
- Ensayo BiodiversidadDocumento11 páginasEnsayo BiodiversidadEliezer TuzAún no hay calificaciones
- 1.3. Analisis EstrategicoDocumento12 páginas1.3. Analisis EstrategicoEliezer TuzAún no hay calificaciones
- Descentralizacion de La AutoridadDocumento9 páginasDescentralizacion de La AutoridadDavid Bertao50% (2)
- Ensayo BiodiversidadDocumento11 páginasEnsayo BiodiversidadEliezer TuzAún no hay calificaciones
- Desarrollo SustentableDocumento2 páginasDesarrollo SustentableEliezer TuzAún no hay calificaciones
- Formato para La IdeaDocumento4 páginasFormato para La IdeaEliezer TuzAún no hay calificaciones
- Desarrollo SustentableDocumento2 páginasDesarrollo SustentableEliezer TuzAún no hay calificaciones
- Prevención y Protección Contra Incendios en Los Centros de TrabajoDocumento3 páginasPrevención y Protección Contra Incendios en Los Centros de TrabajoEliezer Tuz63% (8)
- 6 Identificacion NegocioDocumento28 páginas6 Identificacion NegocioLandy Huarac CruzAún no hay calificaciones
- Marzo 14PRESENTACIONProgramaUVDocumento32 páginasMarzo 14PRESENTACIONProgramaUVYank GeronimoAún no hay calificaciones
- Espina de PescadoDocumento3 páginasEspina de PescadoEliezer TuzAún no hay calificaciones
- Tema 1.5Documento4 páginasTema 1.5Eliezer TuzAún no hay calificaciones
- Curado de MaderaDocumento9 páginasCurado de MaderaKarla Gonzales GalvanAún no hay calificaciones
- Magic BusDocumento11 páginasMagic BusJocimar Yampìer TallaAún no hay calificaciones
- Nota Formativa2002Documento3 páginasNota Formativa2002Victor Sanz RuanoAún no hay calificaciones
- Las Tentaciones de Los Lideres - P Benigno JuanesDocumento43 páginasLas Tentaciones de Los Lideres - P Benigno JuanesEduardo Baca Contreras100% (7)
- MuescistaseraDocumento82 páginasMuescistaseraAguilar JosuéAún no hay calificaciones
- 05 Abril - Unidades Geometria AnaliticaDocumento5 páginas05 Abril - Unidades Geometria AnaliticaJulioEzequielMartinezAún no hay calificaciones
- Laguna de Los MilagrosDocumento11 páginasLaguna de Los MilagrosBeatriz100% (1)
- CAT 12 2022 - EcuadorDocumento60 páginasCAT 12 2022 - EcuadorEsthela TelloAún no hay calificaciones
- La BrujulaDocumento42 páginasLa BrujulaFrancisco David Medrano RiveraAún no hay calificaciones
- Atributos de Control de Calidad de Semillas - BeckertDocumento9 páginasAtributos de Control de Calidad de Semillas - Beckertanyelo120Aún no hay calificaciones
- Concepto Del Espacio de DisseDocumento3 páginasConcepto Del Espacio de DisseWcaro TutiendaAún no hay calificaciones
- Tema - Dios Es AmorDocumento9 páginasTema - Dios Es Amorjcmaster3Aún no hay calificaciones
- TalasemiaDocumento2 páginasTalasemiaanon-150354Aún no hay calificaciones
- Fundamentos de Las Máquinas SincrónicasDocumento36 páginasFundamentos de Las Máquinas SincrónicasNersy Perez100% (2)
- IndiaDocumento2 páginasIndiaJunior AsitimbayAún no hay calificaciones
- Encuadernación MedievalDocumento19 páginasEncuadernación MedievalLucía AlbarracinAún no hay calificaciones
- ONL BPM - Manual Rv1 PDFDocumento118 páginasONL BPM - Manual Rv1 PDFIris MoralesAún no hay calificaciones
- 3.-Dinámica Lineal y CircularDocumento5 páginas3.-Dinámica Lineal y CircularjoayaninaAún no hay calificaciones
- 5 19may Evaluación Diagnostica Comunicación PrimariaDocumento57 páginas5 19may Evaluación Diagnostica Comunicación PrimariamarchanthuanAún no hay calificaciones
- Maquinas Electricas Unidad 3Documento7 páginasMaquinas Electricas Unidad 3hector quiroz garciaAún no hay calificaciones
- Impacto Del FEFODocumento6 páginasImpacto Del FEFOPatricia Condezo MárquezAún no hay calificaciones
- Caracterización de YogurtDocumento63 páginasCaracterización de YogurtHellenzitah Guarniz JulcaAún no hay calificaciones
- Mapa Conceptual-VIGAS Y ARMADURASDocumento1 páginaMapa Conceptual-VIGAS Y ARMADURASAmethyst Smith100% (1)
- EfedewDocumento5 páginasEfedewMario T.CAún no hay calificaciones
- Estudio de Minerales Sulfurados Con Contenido de Arsenico, para La Recuperación de OroDocumento14 páginasEstudio de Minerales Sulfurados Con Contenido de Arsenico, para La Recuperación de OroLuis Santiago Gutierrez FalconAún no hay calificaciones
- Identificacion Elementos Del SistemaDocumento3 páginasIdentificacion Elementos Del SistemaKenia Cruz100% (1)
- Entrega ForoDocumento4 páginasEntrega ForoEFBS08100% (1)
- Check List - DocumentoDocumento4 páginasCheck List - DocumentoJose GMZAún no hay calificaciones
- Amenaza de Parto Pre-Termino Y Parto PrematuroDocumento34 páginasAmenaza de Parto Pre-Termino Y Parto PrematuroMario Rosado GarcíaAún no hay calificaciones
- Metrados de CargasDocumento11 páginasMetrados de CargasShirley VasquezAún no hay calificaciones