También podría gustarte
- Aceros Catalogo 2015Documento12 páginasAceros Catalogo 2015ssssreyesAún no hay calificaciones
- Nte - Inen - 2222 CALIENTE PDFDocumento13 páginasNte - Inen - 2222 CALIENTE PDFBrenda CaizaAún no hay calificaciones
- Clasificacion de Electrodos Segun AWSDocumento13 páginasClasificacion de Electrodos Segun AWSJoRge BaRriosAún no hay calificaciones
- Acero Tipos - ..Documento6 páginasAcero Tipos - ..DAY FERRER CRUZAún no hay calificaciones
- 2022 0603iepDocumento3 páginas2022 0603iepAndres MelianAún no hay calificaciones
- Clasificacion de Los AstmDocumento5 páginasClasificacion de Los AstmOlaf HerreraAún no hay calificaciones
- Tuberias y Accesorios - Normas ASTM IIDocumento2 páginasTuberias y Accesorios - Normas ASTM IINestor MedinaAún no hay calificaciones
- Nte Inen 2209 1Documento13 páginasNte Inen 2209 1soulforgames14kAún no hay calificaciones
- Tablas Aisi SaeDocumento7 páginasTablas Aisi SaeLuis Oscar Medina BaltazarAún no hay calificaciones
- Clasificación de Los AcerosDocumento37 páginasClasificación de Los AcerosJose LuisAún no hay calificaciones
- ACERO PerfilesDocumento12 páginasACERO PerfilesMoi YzqAún no hay calificaciones
- Para La Soldadura Con Aleaciones de PlataDocumento7 páginasPara La Soldadura Con Aleaciones de PlataamantessAún no hay calificaciones
- Clasificacion de Los AcerosDocumento13 páginasClasificacion de Los AcerosJaime Alfonso Gonzalez Vivas100% (1)
- Informe de Soldadura Smaw de Acero InoxidableDocumento29 páginasInforme de Soldadura Smaw de Acero InoxidableEdwin LCAún no hay calificaciones
- Soldaduras No FerrosasDocumento34 páginasSoldaduras No FerrosasLucia Dominguez100% (1)
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAún no hay calificaciones
- Aceros EcuadorDocumento20 páginasAceros EcuadorRicardo C.Aún no hay calificaciones
- Manual de Acero Al CarbonDocumento17 páginasManual de Acero Al CarbonLuis Yobal100% (1)
- Catalogo Metal Perforado PDFDocumento36 páginasCatalogo Metal Perforado PDFemilio281120140% (1)
- Clasificacion de Los ElectrodosDocumento24 páginasClasificacion de Los Electrodoscolombia555100% (1)
- Remache TrabajoDocumento8 páginasRemache TrabajoDaniel Perez UrdaniviaAún no hay calificaciones
- Fundamentos Del Control de Las Distorsiones PDFDocumento38 páginasFundamentos Del Control de Las Distorsiones PDFCarlos ValenciaAún no hay calificaciones
- Normas Técnicas de Los Principales Aceros Según UsoDocumento3 páginasNormas Técnicas de Los Principales Aceros Según UsoArnold Aldair100% (1)
- Normas AwsDocumento16 páginasNormas Awsjoel100% (1)
- Indura 6011 - Aws E-6011 PDFDocumento1 páginaIndura 6011 - Aws E-6011 PDFNestor SortoAún no hay calificaciones
- Clasificacion de ACEROSDocumento3 páginasClasificacion de ACEROSoscar100% (1)
- Modulo 4. Simbologia de SoldaduraDocumento7 páginasModulo 4. Simbologia de Soldaduramanuel aaAún no hay calificaciones
- Carrete 3x8Documento1 páginaCarrete 3x8Piero SucasacaAún no hay calificaciones
- Ciencias de Los MaterialesDocumento76 páginasCiencias de Los MaterialesAnonymous 1tskC3GV8Aún no hay calificaciones
- Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasTratamiento de Precalentamiento y PoscalentamientoArnaldoAún no hay calificaciones
- Cuadro Comparativo Anclejes y FijacionesDocumento16 páginasCuadro Comparativo Anclejes y FijacionesFabian CorrealAún no hay calificaciones
- Diapositivas Simbolos de SoldaduraDocumento26 páginasDiapositivas Simbolos de SoldaduraCarlos Arias100% (1)
- Ensayo de Chispa en Los AcerosDocumento12 páginasEnsayo de Chispa en Los AcerosR H PAún no hay calificaciones
- Mecanismos de EndurecimientoDocumento31 páginasMecanismos de EndurecimientoMarcos Oliverth Zúñiga ZapataAún no hay calificaciones
- Herreria y Canceleria CorreccionDocumento18 páginasHerreria y Canceleria CorreccionJonathan JimenezAún no hay calificaciones
- Defectos de La Soldadura....Documento34 páginasDefectos de La Soldadura....GERLIAún no hay calificaciones
- Indura 7018 RH - Aws E-7018 PDFDocumento1 páginaIndura 7018 RH - Aws E-7018 PDFHenry GelvisAún no hay calificaciones
- Aleacion 6005Documento2 páginasAleacion 6005Roberto GarciaAún no hay calificaciones
- PDF Aws A55 2006 Especificacion para Electrodos de Baja Aleacionpdf DDDocumento26 páginasPDF Aws A55 2006 Especificacion para Electrodos de Baja Aleacionpdf DDRichard Gonzalo YtoAún no hay calificaciones
- Curso de Soldaura Clase Nº8Documento12 páginasCurso de Soldaura Clase Nº8Daniel BeguerieAún no hay calificaciones
- Tigfil Er80s GDocumento1 páginaTigfil Er80s GYonathan Ricardo Leo KxAún no hay calificaciones
- Cabellero EsDocumento83 páginasCabellero EsHugo Ferro CuellarAún no hay calificaciones
- Procesos de SoldaduraDocumento37 páginasProcesos de SoldaduraHumberto Huamani PalominoAún no hay calificaciones
- Tipos de ElectrodosDocumento4 páginasTipos de ElectrodosWilver VasquezAún no hay calificaciones
- Documento ICS5Documento16 páginasDocumento ICS5RAMIRO GARCIA CANCELAAún no hay calificaciones
- Tema - 12 Calculo y Diseño de Uniones Soldadas PDFDocumento18 páginasTema - 12 Calculo y Diseño de Uniones Soldadas PDFmaqueyraAún no hay calificaciones
- Electrodo E7018 1 - 8 - (3.2 MM) ESABDocumento2 páginasElectrodo E7018 1 - 8 - (3.2 MM) ESABAlejandro AguanteAún no hay calificaciones
- Norma AstmDocumento113 páginasNorma Astmfredy vilca quispe100% (3)
- Estadio Monumental: River PlateDocumento21 páginasEstadio Monumental: River PlateAnahi GarayAún no hay calificaciones
- FERRITADocumento35 páginasFERRITARuben Paguay100% (2)
- Acero A36Documento6 páginasAcero A36Frack Starsky Coronel LeonAún no hay calificaciones
- Catalogo de SoldadurasDocumento18 páginasCatalogo de SoldadurasNana DelgadoAún no hay calificaciones
- Desgasificación Del AluminioDocumento10 páginasDesgasificación Del AluminioAntonio GuíaAún no hay calificaciones
- Nte Inen 103-1-CDocumento14 páginasNte Inen 103-1-CJonathan Guangasi PilapantaAún no hay calificaciones
- Manual de Refuerzo de Barras para Hormigón Armado PDFDocumento23 páginasManual de Refuerzo de Barras para Hormigón Armado PDFgabox707Aún no hay calificaciones
- Hormigon Armado Ficha Barras de Refuerzo-2022Documento3 páginasHormigon Armado Ficha Barras de Refuerzo-2022Jorge Vega J.Aún no hay calificaciones
- Documento No1 NCh204 Abril 2020Documento5 páginasDocumento No1 NCh204 Abril 2020Pamela Saavedra MoyaAún no hay calificaciones
- NTE INEN 102 - 2011 Varillas Con Resaltes de Acero Al Carbono Laminadas en Caliente para Hormigón Armado PDFDocumento20 páginasNTE INEN 102 - 2011 Varillas Con Resaltes de Acero Al Carbono Laminadas en Caliente para Hormigón Armado PDFanonimarium50% (2)
- Varillas 1Documento6 páginasVarillas 1Fer RemacheAún no hay calificaciones
- NMX-B-006 Acero de RefuerzoDocumento13 páginasNMX-B-006 Acero de RefuerzoFabián AlboresAún no hay calificaciones
- Ensayo 3ra SeccionalDocumento3 páginasEnsayo 3ra SeccionalMarlon OrdoñezAún no hay calificaciones
- OperativaDocumento9 páginasOperativaMarlon OrdoñezAún no hay calificaciones
- Informe DFS Grupo 4Documento4 páginasInforme DFS Grupo 4Marlon OrdoñezAún no hay calificaciones
- Segundo ForoDocumento23 páginasSegundo ForoMarlon OrdoñezAún no hay calificaciones
- Practica 1 Seleccion de MaterialesDocumento6 páginasPractica 1 Seleccion de MaterialesMarlon OrdoñezAún no hay calificaciones
- Procesos Deber Ejercicios Coraizaca OrdoñezDocumento3 páginasProcesos Deber Ejercicios Coraizaca OrdoñezMarlon OrdoñezAún no hay calificaciones
- Demanda 25 Años SintrapDocumento14 páginasDemanda 25 Años Sintrapcapcha abogadosAún no hay calificaciones
- Resumen - Modelo RelacionalDocumento5 páginasResumen - Modelo RelacionalfernandaAún no hay calificaciones
- Silabo de Redaccion GeneralDocumento6 páginasSilabo de Redaccion Generalwalle2509100% (1)
- Guías de Excursiones Botánicas en México VIDocumento67 páginasGuías de Excursiones Botánicas en México VIManlio PeñaAún no hay calificaciones
- Test Tema 8Documento11 páginasTest Tema 8YolandaAún no hay calificaciones
- Uso Software en Planificacion MineraDocumento93 páginasUso Software en Planificacion MineraVilmar Ojeda100% (1)
- Dispar AdoresDocumento18 páginasDispar Adoresjantonio_106756Aún no hay calificaciones
- Pago de Alimentos No Evita Prisión Por Omisión de Asistencia FamiliarDocumento3 páginasPago de Alimentos No Evita Prisión Por Omisión de Asistencia FamiliarJavier Renato Cueva SalaverryAún no hay calificaciones
- Casos Practico Tercera Categoria PDFDocumento20 páginasCasos Practico Tercera Categoria PDFkyo262Aún no hay calificaciones
- Propuesta CardonDocumento6 páginasPropuesta CardonmoisesAún no hay calificaciones
- Las Especificaciones Técnicas Heniles D-3Documento11 páginasLas Especificaciones Técnicas Heniles D-3Carlos Salinas Sanchez100% (1)
- Permisos de Trabajo en AlturaDocumento1 páginaPermisos de Trabajo en AlturaALEXANDER JUNIOR HUAYANA ESPINOZAAún no hay calificaciones
- Nic 37 Tercera EntregaDocumento20 páginasNic 37 Tercera EntregaAngie SandovalAún no hay calificaciones
- Evaluacion Tecnica PDFDocumento3 páginasEvaluacion Tecnica PDFAlfredo YongAún no hay calificaciones
- 182 - Decl@Ranet - Gobierno Del Estado de MéxicoDocumento1 página182 - Decl@Ranet - Gobierno Del Estado de MéxicoRosy TalaveraAún no hay calificaciones
- Contrato Local D LeandroDocumento4 páginasContrato Local D LeandroRaysuli garcia NavasAún no hay calificaciones
- 1.fe Pública, Actividades Notariales y RegistralesDocumento44 páginas1.fe Pública, Actividades Notariales y RegistralesMiryam SanchezAún no hay calificaciones
- Modelo DinamicoDocumento8 páginasModelo Dinamicoanon_539747350Aún no hay calificaciones
- MAQUINAS PARA LA DEMOLICION Y OTRAS EliDocumento29 páginasMAQUINAS PARA LA DEMOLICION Y OTRAS EliPaula Alfaro LaraAún no hay calificaciones
- Respuestas Evaluaciion Semana 2 Sena SGSSTDocumento8 páginasRespuestas Evaluaciion Semana 2 Sena SGSSTMonik REAún no hay calificaciones
- Nte Inen 2266Documento166 páginasNte Inen 2266Javier JimenezAún no hay calificaciones
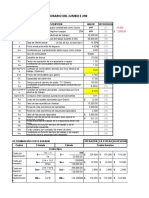
- Costos - Perf Con Jumbo ADocumento5 páginasCostos - Perf Con Jumbo ALindsay Jocelyn Yapias AvilezAún no hay calificaciones
- Demanda Ejecutiva Mercantil Lorena Mondragon FerroDocumento5 páginasDemanda Ejecutiva Mercantil Lorena Mondragon FerroAbraham Rangel SandovalAún no hay calificaciones
- Proyecto PRACTICA CONTABLE, LABORAL E IMPOSITIVA Ezeiza 1 CUAT 2024Documento4 páginasProyecto PRACTICA CONTABLE, LABORAL E IMPOSITIVA Ezeiza 1 CUAT 2024MatiasAún no hay calificaciones
- TALLER #1 - COSTOS DIRECTOS (Mano de Obra, Explosivos y Equipos) (EN BLANCO)Documento17 páginasTALLER #1 - COSTOS DIRECTOS (Mano de Obra, Explosivos y Equipos) (EN BLANCO)Daniel Jesus Yanez CherrezAún no hay calificaciones
- Coso Ii ContabilidadDocumento3 páginasCoso Ii ContabilidadEstefy DiazAún no hay calificaciones
- Conexiones Del Motor MonofasicoDocumento4 páginasConexiones Del Motor Monofasicorodrigo mamani apazaAún no hay calificaciones
- El Orden Del Tiempo HistóricoDocumento17 páginasEl Orden Del Tiempo HistóricoFabiola González100% (1)
- Actividad 2 - Evidencia 1Documento4 páginasActividad 2 - Evidencia 1Cristian Bolivar AriasAún no hay calificaciones
- Brewer Carias Insolito CasoDocumento11 páginasBrewer Carias Insolito CasoIsabellaGuzmánAún no hay calificaciones