También podría gustarte
- Conjuro RealDocumento4 páginasConjuro RealOscar José Bravo Pinto100% (1)
- Tolerancias TECSUPDocumento27 páginasTolerancias TECSUPdabalejoAún no hay calificaciones
- Mecanizado Tolerancias DimensionalesDocumento66 páginasMecanizado Tolerancias DimensionalesSara Escalera de la Iglesia100% (2)
- Core Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoDocumento62 páginasCore Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoAngel MedinaAún no hay calificaciones
- Operaciones y Servicios PortuariosDocumento16 páginasOperaciones y Servicios PortuariosandreapavajeauAún no hay calificaciones
- GD&T PresentacionDocumento52 páginasGD&T PresentacionJosé FranciscoAún no hay calificaciones
- Ajustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaDocumento28 páginasAjustes Y Tolerancias Dimensionales.: Instructor: Ritmer Edmundo Francisco TarazonaKatherinne SutizalAún no hay calificaciones
- ToleranciasDocumento22 páginasToleranciasPablo Maldonado AlaniaAún no hay calificaciones
- Diseño de Tornillos Sujetadores y de PotenciaDocumento10 páginasDiseño de Tornillos Sujetadores y de Potenciafragozo8Aún no hay calificaciones
- Manual Msa Itesm Mar2017Documento59 páginasManual Msa Itesm Mar2017josebenitezayalaAún no hay calificaciones
- Manual Core Tools LINAMARDocumento108 páginasManual Core Tools LINAMAROzmar RuizAún no hay calificaciones
- Core Tools Apqp Ppap AmefDocumento147 páginasCore Tools Apqp Ppap AmefDaniel Gomez LopezAún no hay calificaciones
- Tema 2. Ajustes y Tolerancias PDFDocumento42 páginasTema 2. Ajustes y Tolerancias PDFMarcos Guerra HernándezAún no hay calificaciones
- ToleranciasDocumento30 páginasToleranciasIvAn Inti MoralesAún no hay calificaciones
- Clasemetrologapact 150527155846 Lva1 App6891 PDFDocumento65 páginasClasemetrologapact 150527155846 Lva1 App6891 PDFJ. S.Aún no hay calificaciones
- Core ToolsDocumento5 páginasCore ToolsFernando Alan Beltran Vela0% (4)
- Ajustes y ToleranciasDocumento50 páginasAjustes y ToleranciasRodolfo Zuñiga RetanaAún no hay calificaciones
- APQP+PPAP (Example)Documento21 páginasAPQP+PPAP (Example)Salvador Rosales100% (1)
- El APQP MANUAL DE EJEMPLODocumento5 páginasEl APQP MANUAL DE EJEMPLOangie7502Aún no hay calificaciones
- Dimensiones y ToleranciasGeometricas2014Documento31 páginasDimensiones y ToleranciasGeometricas2014Fernando Gallardo100% (2)
- Actividad 2, ElectronicaDocumento8 páginasActividad 2, ElectronicaVictor MartinezAún no hay calificaciones
- Usuario RmaDocumento41 páginasUsuario RmaGabriel Gonzalez SalazarAún no hay calificaciones
- Core Tools PPAPv 4 BDocumento125 páginasCore Tools PPAPv 4 BAlejandri 2GamezAún no hay calificaciones
- ISO-9001 Vs IAFT-16949Documento12 páginasISO-9001 Vs IAFT-16949Tamar evansAún no hay calificaciones
- Anemia InfantilDocumento21 páginasAnemia InfantilAngelica LRAún no hay calificaciones
- Codigos de Falla Toyota 4runnerDocumento9 páginasCodigos de Falla Toyota 4runnerdanielAún no hay calificaciones
- Aplicacion de Las Tolerancias de Fabricacion DimensionesDocumento38 páginasAplicacion de Las Tolerancias de Fabricacion DimensionesAlvaro IgnacioAún no hay calificaciones
- Auditoria de Seguridad PersonalDocumento15 páginasAuditoria de Seguridad Personaluapdec02100% (2)
- Tolerancias TECSUPDocumento28 páginasTolerancias TECSUPCesar Raul Alta-Torre FloresAún no hay calificaciones
- GD&T Rev.01 29012020Documento226 páginasGD&T Rev.01 29012020renanmastacheAún no hay calificaciones
- Curso Ppap 4 Edic (Quality)Documento76 páginasCurso Ppap 4 Edic (Quality)JUAN REYES100% (1)
- Ajustes y ToleraciasDocumento8 páginasAjustes y Toleraciascarlangas45Aún no hay calificaciones
- Tolerancias Geometricas y DimensionalesDocumento79 páginasTolerancias Geometricas y Dimensionalesluislobo100% (1)
- GDT Presetacion EspañolDocumento88 páginasGDT Presetacion EspañolCarlitos Nava100% (2)
- Introducción A Las Tolerancias Geométricas FinalDocumento31 páginasIntroducción A Las Tolerancias Geométricas FinalJorge Fernando Quintero Tapia100% (1)
- DIN471Documento2 páginasDIN471Cesar Peña Jr.Aún no hay calificaciones
- Ejercicios de Programación LinealDocumento42 páginasEjercicios de Programación LinealAna Karen Gómez Rebollo50% (2)
- Calidad de Mediciones R&R-CLASEDocumento45 páginasCalidad de Mediciones R&R-CLASEAntonio PeraltaAún no hay calificaciones
- Msa 2013-01 PDFDocumento71 páginasMsa 2013-01 PDFHuckeberry Finn0% (1)
- Tolerancias Dimensionales y GeométricasDocumento17 páginasTolerancias Dimensionales y GeométricasOscar RdzAún no hay calificaciones
- Tolerancias Dimensionales - UPCDocumento39 páginasTolerancias Dimensionales - UPCera3000Aún no hay calificaciones
- TALLER LudicoDocumento53 páginasTALLER LudicomarsaenzAún no hay calificaciones
- Core Tools Msa y SPCDocumento140 páginasCore Tools Msa y SPCJAIR SALAZARAún no hay calificaciones
- Aseguramiento, Metrólogico 2Documento101 páginasAseguramiento, Metrólogico 2ANONIMO100% (1)
- 01MSA y R&R PresentaciónDocumento148 páginas01MSA y R&R Presentaciónaugusto5891100% (2)
- Clasificación de Normas Internacionales Mas Usadas en GestiónDocumento24 páginasClasificación de Normas Internacionales Mas Usadas en GestiónJorge L. MontenegroAún no hay calificaciones
- Acabados, Tolerancias Dimensionales y GeometricasDocumento23 páginasAcabados, Tolerancias Dimensionales y Geometricasjeivaz95100% (1)
- Tema 7 Ajustes y TolDocumento23 páginasTema 7 Ajustes y TolCarlos GarcíaAún no hay calificaciones
- Manual Problemas de InyecciónDocumento56 páginasManual Problemas de InyecciónCinthiiaAkamiiAún no hay calificaciones
- 2.7 Metrología DimensionalDocumento21 páginas2.7 Metrología DimensionalPEPEAún no hay calificaciones
- Manual Fmea 2006 VWDocumento61 páginasManual Fmea 2006 VWing ches100% (1)
- Metrologia Avanzada Sistema GDTDocumento10 páginasMetrologia Avanzada Sistema GDTRicardo BaudelAún no hay calificaciones
- Presentación Del Curso - SPCDocumento20 páginasPresentación Del Curso - SPCEdgar MataAún no hay calificaciones
- COPQDocumento23 páginasCOPQGabriel Caicedo RussyAún no hay calificaciones
- Control Plan PresentacionDocumento7 páginasControl Plan PresentacionDanielRosalesAún no hay calificaciones
- GR&R para AtributosDocumento29 páginasGR&R para AtributosDearRed FrankAún no hay calificaciones
- Como Usar La Tabla Z - DavidDocumento3 páginasComo Usar La Tabla Z - DavidAndres Sanga TitoAún no hay calificaciones
- Checklist Modelo-MoldesDocumento2 páginasChecklist Modelo-MoldesTecnico Mantenimiento (IDE)Aún no hay calificaciones
- s1.2 Zeleny GD&T y CMM - AutDocumento29 páginass1.2 Zeleny GD&T y CMM - AutBruno Mau100% (1)
- CadcamDocumento143 páginasCadcameverAún no hay calificaciones
- NORMA 9102 DefinicionesDocumento7 páginasNORMA 9102 DefinicionesDavid ChaparroAún no hay calificaciones
- R&R Esp VDA (1) - Techo ND - 17.02.09 Pnto 1Documento3 páginasR&R Esp VDA (1) - Techo ND - 17.02.09 Pnto 1juande69Aún no hay calificaciones
- Manual Calidad Proveedores Grupo Sese 24-01-17 Rev00Documento36 páginasManual Calidad Proveedores Grupo Sese 24-01-17 Rev00Yo GoldAún no hay calificaciones
- Introduccion A Los Sistemas de ToleranciaDocumento30 páginasIntroduccion A Los Sistemas de ToleranciaAlfredoAún no hay calificaciones
- Tolerancias y AjustesDocumento5 páginasTolerancias y AjustesEmanuel RivasAún no hay calificaciones
- Tema 7 TOL DIMENDocumento47 páginasTema 7 TOL DIMENpmoreno_406559Aún no hay calificaciones
- Ajustes y ToleranciasDocumento38 páginasAjustes y Toleranciasfrancoalzogaray1980Aún no hay calificaciones
- Unidad 2.2 Tolerncias y AjustesDocumento9 páginasUnidad 2.2 Tolerncias y AjustesYtzhak AvilaAún no hay calificaciones
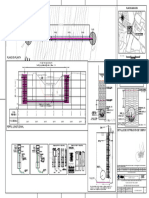
- Plano Cruce Cruce de Río HuaycoloroDocumento1 páginaPlano Cruce Cruce de Río HuaycoloroComercializadora S&EAún no hay calificaciones
- Emperor Domination 2301-2400 PDFDocumento359 páginasEmperor Domination 2301-2400 PDFAli ErnestoAún no hay calificaciones
- Instrumentos de Estrategias EcologicasDocumento26 páginasInstrumentos de Estrategias EcologicasadalenchoAún no hay calificaciones
- Laboratorio BioquimicaDocumento3 páginasLaboratorio Bioquimicaluis angello leyva riveraAún no hay calificaciones
- Carpeta Pedagogica de PacariscaDocumento39 páginasCarpeta Pedagogica de PacariscaFrancisco Antonio Vacas GonzalesAún no hay calificaciones
- Alteraciones Cromosómicas AutosomasDocumento6 páginasAlteraciones Cromosómicas AutosomasMauricio RodriguezAún no hay calificaciones
- Inductores, Leyes de MaxwellDocumento5 páginasInductores, Leyes de Maxwellpepe juanAún no hay calificaciones
- Qué Es El CBR de Un SueloDocumento10 páginasQué Es El CBR de Un SueloCamacaroBelkisAún no hay calificaciones
- ABSORCION, Metabolismo y Excresion FarmacologiaDocumento15 páginasABSORCION, Metabolismo y Excresion FarmacologiaNai SaVittAún no hay calificaciones
- Caso Clínico 1Documento2 páginasCaso Clínico 1María José oquendo GómezAún no hay calificaciones
- Eva y Los PlanetasDocumento23 páginasEva y Los PlanetasSabrina TeranAún no hay calificaciones
- Lectura PandemiaDocumento10 páginasLectura PandemiaDeika CastilloAún no hay calificaciones
- Catalogo de Normas Bolivianas 2012-2Documento284 páginasCatalogo de Normas Bolivianas 2012-2MICHELLE LOPEZ ROJASAún no hay calificaciones
- Manual Control de TrabajoDocumento3 páginasManual Control de TrabajocarlosAún no hay calificaciones
- Desarrollo de TallerDocumento4 páginasDesarrollo de TallerCatherine Trejos BenitezAún no hay calificaciones
- Exportacion de PitahayasDocumento13 páginasExportacion de Pitahayasmegomo2011Aún no hay calificaciones
- Manual Prácticas Biol Cel Agosto 2016Documento67 páginasManual Prácticas Biol Cel Agosto 2016Dylan Nuñez100% (1)
- Capa FinaDocumento11 páginasCapa FinaJocee SqadeliiqAún no hay calificaciones
- Variable UnidimensionalDocumento60 páginasVariable UnidimensionalFran PerezAún no hay calificaciones
- 4 3 Casos CIF POLIMENIDocumento15 páginas4 3 Casos CIF POLIMENIOrellana RamosAún no hay calificaciones
- Capítulo 1 El Papel de La Información Financiera en La Toma de DecisionesDocumento4 páginasCapítulo 1 El Papel de La Información Financiera en La Toma de DecisionesNadia Sinai Barbosa VazquezAún no hay calificaciones
- Taller 1 de Estadística II Ciencias Económicas UAN (16-02-2021)Documento7 páginasTaller 1 de Estadística II Ciencias Económicas UAN (16-02-2021)Karen Dayana MorenoAún no hay calificaciones