También podría gustarte
- Guia Graficos de Control EstadisticoDocumento30 páginasGuia Graficos de Control EstadisticoEstefany PuertaAún no hay calificaciones
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- Control Estadistico de Procesos (SPC)Documento77 páginasControl Estadistico de Procesos (SPC)Humberto Zama100% (1)
- Fundamentos Teoricos de Las Graficas de ControlDocumento5 páginasFundamentos Teoricos de Las Graficas de ControltaniaAún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Calificación: 4.5 de 5 estrellas4.5/5 (8)
- UF2246 - Reparación de pequeños electrodomésticos y herramientas eléctricasDe EverandUF2246 - Reparación de pequeños electrodomésticos y herramientas eléctricasCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Tecnicas de Registro SeparataDocumento14 páginasTecnicas de Registro SeparataIsa YJ100% (1)
- Clase 6 Unidad 2-Cartas Control PDFDocumento78 páginasClase 6 Unidad 2-Cartas Control PDFMarlon Kstro100% (1)
- Control de Calidad LecturaDocumento13 páginasControl de Calidad LecturaLuis Alberto Gaitan ReinaAún no hay calificaciones
- Control VariablesDocumento65 páginasControl VariableshalgarAún no hay calificaciones
- Control Estadístico de ProcesosDocumento14 páginasControl Estadístico de ProcesosDiego RosalesAún no hay calificaciones
- Graficos de Control EstadisticoDocumento186 páginasGraficos de Control EstadisticoCarlos A Gomez100% (6)
- Unidad 2 Grafico de Control para VariablesDocumento28 páginasUnidad 2 Grafico de Control para VariablesGuillermo Garcia100% (1)
- Gráficas de Control de La Calidad Empleando Excel y WinstatsDocumento17 páginasGráficas de Control de La Calidad Empleando Excel y WinstatsMario Orlando Suárez IbujésAún no hay calificaciones
- Grafico de ControlDocumento21 páginasGrafico de ControlHugo de la CruzAún no hay calificaciones
- Otras Interpretaciónes de Las Indicaciones Del Gráfico de ControlDocumento29 páginasOtras Interpretaciónes de Las Indicaciones Del Gráfico de ControlJonathanAún no hay calificaciones
- PyC - Gráficas de Control para Variables PDFDocumento11 páginasPyC - Gráficas de Control para Variables PDFJolman JimenezAún no hay calificaciones
- Módulo 4 - Cartas de ControlDocumento76 páginasMódulo 4 - Cartas de ControlCR sena100% (1)
- Gráficas de ControlDocumento83 páginasGráficas de ControlluisAún no hay calificaciones
- Diagramas de Control de AtributosDocumento34 páginasDiagramas de Control de AtributosEspinosa LuisAún no hay calificaciones
- Graficos Control 2024Documento97 páginasGraficos Control 2024marlon arturo rueda oliverosAún no hay calificaciones
- Trabajo de Estadistica de La Unidad 5Documento28 páginasTrabajo de Estadistica de La Unidad 5MORELIA XCARET HERNANDEZ RIVERAAún no hay calificaciones
- Libro SPC Carro GonzalezDocumento0 páginasLibro SPC Carro GonzalezEdwin Huilcamaigua100% (1)
- Clase 14-Control Estadístico de Procesos-Modelos Probabilisticos Io IIDocumento10 páginasClase 14-Control Estadístico de Procesos-Modelos Probabilisticos Io IIJOSE FERNANDO MUGURUZA VASQUEZAún no hay calificaciones
- Diagrama de ControlDocumento10 páginasDiagrama de ControlsoledadAún no hay calificaciones
- Tema 5 Control Estadistico de ProcesosDocumento18 páginasTema 5 Control Estadistico de ProcesosraquelvillanaAún no hay calificaciones
- PyC - Graficas o Cartas de ControlDocumento25 páginasPyC - Graficas o Cartas de ControlAndres Felipe LugoAún no hay calificaciones
- Control Estadístico de Procesos (CEP)Documento1 páginaControl Estadístico de Procesos (CEP)andres_arias_silvaAún no hay calificaciones
- Estadística Aplicada A Los ProcesosDocumento117 páginasEstadística Aplicada A Los ProcesosZoheir Yakov Amed Llanos SerafinAún no hay calificaciones
- Repaso Segundo Parcial CEC.Documento7 páginasRepaso Segundo Parcial CEC.Fabiola VerasAún no hay calificaciones
- Control Estadístico de La Calidad - Unidad 2Documento53 páginasControl Estadístico de La Calidad - Unidad 2Guillermo LeyvaAún no hay calificaciones
- Unidad 4Documento23 páginasUnidad 4Cionella ManriqueAún no hay calificaciones
- Gráfico o Diagrama de ControlDocumento10 páginasGráfico o Diagrama de ControlAldair Huaman QuiritaAún no hay calificaciones
- PRACTICA 4 1er SEMT2019 CONTROL ESTADISTICO CALIDAD 02 PDFDocumento19 páginasPRACTICA 4 1er SEMT2019 CONTROL ESTADISTICO CALIDAD 02 PDFLuis-Man CujuyAún no hay calificaciones
- Grupo 12-Diagrama de Dispersión y Control Estadístico de ProcesosDocumento28 páginasGrupo 12-Diagrama de Dispersión y Control Estadístico de ProcesosJorge Francisco Garabito ErquiciaAún no hay calificaciones
- Análisis de Capacidad y Gráficos de ControlDocumento41 páginasAnálisis de Capacidad y Gráficos de ControlSebastian Santiago100% (1)
- 14-Control Estadístico de ProcesosDocumento28 páginas14-Control Estadístico de ProcesosCarlos Eduardo Valdivieso TaborgaAún no hay calificaciones
- Control Estadistico de Procesos (Cep) o SPCDocumento34 páginasControl Estadistico de Procesos (Cep) o SPCLuis Angel De La CruzAún no hay calificaciones
- Conceptos Basicos de Graficos de ControlDocumento6 páginasConceptos Basicos de Graficos de Controlfelipe gonzalezAún no hay calificaciones
- Gráfica de Medias y Rangos. TeoriaDocumento8 páginasGráfica de Medias y Rangos. TeoriajuanAún no hay calificaciones
- Gráficos de Control de CalidadDocumento7 páginasGráficos de Control de CalidadDaylin PerezAún no hay calificaciones
- Carta de Control de ProcesosDocumento4 páginasCarta de Control de ProcesosElvis jose Sandoval valderaAún no hay calificaciones
- Control Estadistico de La CalidadDocumento27 páginasControl Estadistico de La CalidadLeidy AldanaAún no hay calificaciones
- Unidad II. Graficos de ControlDocumento12 páginasUnidad II. Graficos de ControlRossy A. ZelayaAún no hay calificaciones
- Graficos de Control de CalidadDocumento11 páginasGraficos de Control de CalidadJOANA AVILAAún no hay calificaciones
- Graficos de ControlDocumento7 páginasGraficos de ControlLuisRamirezAún no hay calificaciones
- PDF - Gestión de La CalidadDocumento349 páginasPDF - Gestión de La CalidadCarlitos RamirezAún no hay calificaciones
- Graficos de Control de CalidadDocumento10 páginasGraficos de Control de CalidadVictor Manuel Cueva DiazAún no hay calificaciones
- Gráficos de ControlDocumento11 páginasGráficos de ControlSebastian Vega HernandezAún no hay calificaciones
- Módulo 4Documento73 páginasMódulo 4rosys225Aún no hay calificaciones
- Ensayo Del CepDocumento17 páginasEnsayo Del CepAbraha AcostaAún no hay calificaciones
- Semana 5 - Calidad en Los ProcesosDocumento33 páginasSemana 5 - Calidad en Los ProcesosReclutador TalentosAún no hay calificaciones
- Control Estadistico de DatosDocumento17 páginasControl Estadistico de DatosMith Echeloon33% (3)
- Principios de Control Estadistico de ProcesosDocumento10 páginasPrincipios de Control Estadistico de ProcesosCristian GutierrezAún no hay calificaciones
- Elaboración de Graficas de ControlDocumento6 páginasElaboración de Graficas de ControlMedina FanyAún no hay calificaciones
- Administracion Grafica de ControlDocumento3 páginasAdministracion Grafica de ControlFrancisco Javier Arias TejeroAún no hay calificaciones
- Fundamento Teorico - CCDocumento6 páginasFundamento Teorico - CCXiomara Beltrán FernándezAún no hay calificaciones
- Control y verificación de productos fabricados. FMEE0108De EverandControl y verificación de productos fabricados. FMEE0108Aún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Investigacion Unidad 4 SimDocumento8 páginasInvestigacion Unidad 4 SimKarla SosaAún no hay calificaciones
- ProyectoDocumento47 páginasProyectoZulay MendozaAún no hay calificaciones
- Limitaciones de La Investigación EducativaDocumento1 páginaLimitaciones de La Investigación EducativaRafael Valverde Sánchez50% (2)
- Al Sur de La Ciudad de San FelipeDocumento24 páginasAl Sur de La Ciudad de San FelipeAurilys AragortAún no hay calificaciones
- Programa de Metodos de Investigacion en Psicopedagogía BlogDocumento11 páginasPrograma de Metodos de Investigacion en Psicopedagogía BlogKAROLA6718100% (1)
- Investigación de Mala Conducta: Buena Práctica ClínicaDocumento3 páginasInvestigación de Mala Conducta: Buena Práctica ClínicaLinAún no hay calificaciones
- Estadística Aplicada Básica PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ. DescripciónDocumento9 páginasEstadística Aplicada Básica PDF - Descargar, Leer DESCARGAR LEER ENGLISH VERSION DOWNLOAD READ. DescripciónMaría Rivera LopezAún no hay calificaciones
- Técnicas e InstrumentosDocumento2 páginasTécnicas e InstrumentosTatiz CondoriAún no hay calificaciones
- Brochure - Rocscience Aplicado A La GeotécniaDocumento5 páginasBrochure - Rocscience Aplicado A La GeotécniaLuis MinayaAún no hay calificaciones
- Matriz LeopoldDocumento5 páginasMatriz LeopoldEstefano Ludeña HidalgoAún no hay calificaciones
- Técnicas de Auditoría - Modulo IVDocumento30 páginasTécnicas de Auditoría - Modulo IVPeter Guerrero BacaAún no hay calificaciones
- Diapositivas Semana 1Documento97 páginasDiapositivas Semana 1Mikaela MontañoAún no hay calificaciones
- Guía 3. Administración de Medicamentos Por Vía Intradérmica, Intramuscular y Subcutánea.Documento13 páginasGuía 3. Administración de Medicamentos Por Vía Intradérmica, Intramuscular y Subcutánea.Samii Castillo PinzonAún no hay calificaciones
- Analice Los Modelos de Intervención en Orientación y Su Aplicabilidad e Importancia en El Proceso de OrientaciónDocumento2 páginasAnalice Los Modelos de Intervención en Orientación y Su Aplicabilidad e Importancia en El Proceso de OrientaciónEdwin EncaladaAún no hay calificaciones
- Trabajo Talpac FinalDocumento19 páginasTrabajo Talpac FinalRocio Alvarez SuarezAún no hay calificaciones
- Metodos y Diseños de Investigación en PsicologíaDocumento4 páginasMetodos y Diseños de Investigación en PsicologíaRomina BrugmanAún no hay calificaciones
- Ejercicio 2.5 y 2.7Documento4 páginasEjercicio 2.5 y 2.7Sergio David Gutierrez MedranoAún no hay calificaciones
- Solucionario - UD15 - MAT II - 2020Documento32 páginasSolucionario - UD15 - MAT II - 2020duchasgratis.aAún no hay calificaciones
- 20502506Documento11 páginas20502506Gerardo TorresAún no hay calificaciones
- La Acreditación de La Calidad Educativa y La Percepción de Su Impacto enDocumento30 páginasLa Acreditación de La Calidad Educativa y La Percepción de Su Impacto ennaomi talledoAún no hay calificaciones
- Tema 1 Diagnóstico Situacional de La Salud Mental Del Personal de La Salud en El Contexto Del COVID-19 PDFDocumento12 páginasTema 1 Diagnóstico Situacional de La Salud Mental Del Personal de La Salud en El Contexto Del COVID-19 PDFDac CLAún no hay calificaciones
- Syllabus Del Curso Investigación Cualitativa PDFDocumento11 páginasSyllabus Del Curso Investigación Cualitativa PDFjudith novoaAún no hay calificaciones
- Resumen Ejecutivo PDFDocumento57 páginasResumen Ejecutivo PDFByron ArreguiAún no hay calificaciones
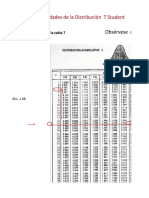
- Distribución Chi, T y F (Ejemplo)Documento32 páginasDistribución Chi, T y F (Ejemplo)Christ PradoAún no hay calificaciones
- Iaci I 02 02 08Documento2 páginasIaci I 02 02 08ramon.cornejoAún no hay calificaciones
- Psicologia Cuarto An o Teoria y Tecnicas de Exploracion II 2022 Van SchiltDocumento23 páginasPsicologia Cuarto An o Teoria y Tecnicas de Exploracion II 2022 Van SchiltDamian FrancosAún no hay calificaciones
- Procolo - Auto Edu - Juan.carlos - TepoxcalDocumento18 páginasProcolo - Auto Edu - Juan.carlos - Tepoxcaljavier_galindo_38Aún no hay calificaciones
- Bibliografía Boliviana 2018Documento479 páginasBibliografía Boliviana 2018cont descoAún no hay calificaciones
- Guía de Proyecto de Práctica I - Inv - Revisión Documental - SocialDocumento6 páginasGuía de Proyecto de Práctica I - Inv - Revisión Documental - SocialTaty OrtizAún no hay calificaciones