También podría gustarte
- Guia de Implementación Iso 22000-2018Documento36 páginasGuia de Implementación Iso 22000-2018Sary Vazquez Romero100% (3)
- ISO - 22002 - 4-2013. TraducciónDocumento23 páginasISO - 22002 - 4-2013. TraducciónLizz Paz85% (13)
- Lista de Verificacion Del Sistema HaccpDocumento12 páginasLista de Verificacion Del Sistema HaccpCarlos Medina Ruano100% (3)
- Afirmaciones Protectoras Del Arcángel MiguelDocumento19 páginasAfirmaciones Protectoras Del Arcángel Miguelolgag_3100% (5)
- Control de Calidad en Empresa de Empaques Flexibles - Uni PDFDocumento97 páginasControl de Calidad en Empresa de Empaques Flexibles - Uni PDFaldanramosAún no hay calificaciones
- AIB Prereq ManualDocumento128 páginasAIB Prereq Manuallina_toroAún no hay calificaciones
- Dejese de Chingaderas y Pongase ChingonDocumento63 páginasDejese de Chingaderas y Pongase ChingonAdriana CastellanosAún no hay calificaciones
- Cronograma ISO 22000 2Documento1 páginaCronograma ISO 22000 2GermanWBAún no hay calificaciones
- CG-MA4-PR5-RG1 Registro Matriz de Manejo de Alergenos en PlantaDocumento28 páginasCG-MA4-PR5-RG1 Registro Matriz de Manejo de Alergenos en PlantaAlainAún no hay calificaciones
- Check List - Plan HACCPDocumento10 páginasCheck List - Plan HACCPGerman Brea100% (3)
- Norma AIBDocumento132 páginasNorma AIBp377er100% (1)
- Sistemas de gestión de calidad - 2da ediciónDe EverandSistemas de gestión de calidad - 2da ediciónAún no hay calificaciones
- AI FSSC Interpretacion ISO 22002-4Documento13 páginasAI FSSC Interpretacion ISO 22002-4luzdeny100% (2)
- Ciencia Tecnologia AlimentosDocumento97 páginasCiencia Tecnologia AlimentosJulio Barahona100% (10)
- Pas 96 TraducidaDocumento23 páginasPas 96 TraducidaJuan Carlos Mendez Torres50% (4)
- Programas Perrequisitos FSSC 22000 ProveedoresDocumento63 páginasProgramas Perrequisitos FSSC 22000 ProveedoresGuillermo LopezAún no hay calificaciones
- 107-2013107104447-Formato SEMARNAT-07-017. Registro de GeneradorDocumento5 páginas107-2013107104447-Formato SEMARNAT-07-017. Registro de GeneradorPepe BadilloAún no hay calificaciones
- Webinar Diferencias PPR Ppro PCCDocumento33 páginasWebinar Diferencias PPR Ppro PCCIsa C Freire100% (1)
- Lista de Chequeo Iso 22000 de 2018Documento16 páginasLista de Chequeo Iso 22000 de 2018Nayely GonzálezAún no hay calificaciones
- Pas 223 EspañolDocumento31 páginasPas 223 EspañolKatoJan75% (4)
- Iso 22000Documento10 páginasIso 22000FLAVIA LIZAún no hay calificaciones
- Iso 22002-4 2013 PDFDocumento24 páginasIso 22002-4 2013 PDFSary Vazquez Romero100% (1)
- Los Documentos Obligatorios de La Norma ISO 22000Documento2 páginasLos Documentos Obligatorios de La Norma ISO 22000GermanWB50% (6)
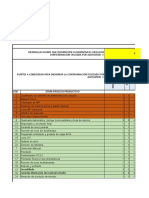
- Cuestionario Defensa AlimentariaDocumento2 páginasCuestionario Defensa AlimentariaGiselly100% (2)
- GC-MA2-ES1 Especificaciones de Materia Prima y Otros FSSC 22000Documento9 páginasGC-MA2-ES1 Especificaciones de Materia Prima y Otros FSSC 22000AlainAún no hay calificaciones
- BPM Iram-Nm 324 - 2010 PDFDocumento32 páginasBPM Iram-Nm 324 - 2010 PDFMatias Yanes67% (3)
- Examen FSSC 22000 V5Documento3 páginasExamen FSSC 22000 V5Miguel Angel Perez Esparza100% (2)
- Metodo de Control Puntajes PPRODocumento8 páginasMetodo de Control Puntajes PPROStephanie AlarconAún no hay calificaciones
- Acta de Verificacion HaccpDocumento7 páginasActa de Verificacion Haccpjessica paola bastidasAún no hay calificaciones
- 21 CFR 110 Practicas de Buena Manufactura PDFDocumento14 páginas21 CFR 110 Practicas de Buena Manufactura PDFtocacorazones0% (1)
- HACCP Checklist 2Documento18 páginasHACCP Checklist 2Macedo E Marco100% (1)
- FSSC Rev 5.1Documento181 páginasFSSC Rev 5.1Payaso1978100% (1)
- Iso 22002-4Documento22 páginasIso 22002-4Aaron HernandezAún no hay calificaciones
- Iso 22000 Contaminación CruzadaDocumento14 páginasIso 22000 Contaminación CruzadaDiego El TerroristhaAún no hay calificaciones
- Plan Alergenos 2016Documento62 páginasPlan Alergenos 2016JoseClaudioDecima100% (1)
- Control de Calidad Cajas de Carton-ProyectoDocumento145 páginasControl de Calidad Cajas de Carton-Proyectoyilublisi100% (2)
- Checklist FSSC 22000 - PPRDocumento16 páginasChecklist FSSC 22000 - PPRRene Bonilla Landeros89% (19)
- Mapa Conceptual Introduccion ManufacturaDocumento1 páginaMapa Conceptual Introduccion ManufacturaDennis Guzman GonzalesAún no hay calificaciones
- Siderurgica HuachipatoDocumento10 páginasSiderurgica HuachipatoNicolas ArayaAún no hay calificaciones
- Costos HistoricosDocumento6 páginasCostos Historicosbrallan_garAún no hay calificaciones
- Senace - EvapDocumento34 páginasSenace - EvapAgustin S CasaniAún no hay calificaciones
- Procedimiento Control de La Contaminación Cruzada: 1. ObjetivoDocumento17 páginasProcedimiento Control de La Contaminación Cruzada: 1. ObjetivojuanAún no hay calificaciones
- Envases de vidrio de uso farmacéutico (guía para el control de calidad)De EverandEnvases de vidrio de uso farmacéutico (guía para el control de calidad)Calificación: 4 de 5 estrellas4/5 (1)
- Haccp en Frutas y HortalizasDocumento28 páginasHaccp en Frutas y HortalizasFrancisco Alejandro Villalobos Garcia100% (1)
- Inspeccion de SoldaduraDocumento191 páginasInspeccion de SoldaduraMonica Ivonne Varela TapiaAún no hay calificaciones
- UC Planificacion Sistema Gestion Inocuidad Alimentos PDFDocumento22 páginasUC Planificacion Sistema Gestion Inocuidad Alimentos PDFcarolAún no hay calificaciones
- Iram-Iso-Ts 22002-4Documento28 páginasIram-Iso-Ts 22002-4kevin100% (1)
- Checklist Gratuito de Autocontrol y Evaluacion de Alergenos PDFDocumento7 páginasChecklist Gratuito de Autocontrol y Evaluacion de Alergenos PDFJose Santos100% (3)
- Pas 96Documento50 páginasPas 96INGACASILLAS100% (1)
- Capitulo 8Documento24 páginasCapitulo 8AngelicaAún no hay calificaciones
- BPM Envases de Polietileno PDFDocumento13 páginasBPM Envases de Polietileno PDFhowardAún no hay calificaciones
- FSSC 22000 Scheme Version 5.1 - PDF - En.español PDFDocumento79 páginasFSSC 22000 Scheme Version 5.1 - PDF - En.español PDFMariela YapuAún no hay calificaciones
- Método para Medida de Control PPRO y PCCDocumento11 páginasMétodo para Medida de Control PPRO y PCCEdwar Jp100% (1)
- C2S4 - Capitulo #7 de La NormaDocumento19 páginasC2S4 - Capitulo #7 de La NormaAlejandro Moscoso100% (1)
- Reglamento de Empaques en Contacto Con Alimentos Según Regulaciones de FDADocumento3 páginasReglamento de Empaques en Contacto Con Alimentos Según Regulaciones de FDAGress FernándezAún no hay calificaciones
- BPM MantenimientoDocumento24 páginasBPM MantenimientoJhonPuentes100% (2)
- 1 HaccpDocumento114 páginas1 HaccpBriccio Fernando VillacisAún no hay calificaciones
- CAC-RCP 1-1969 Rev 4 (2003)Documento35 páginasCAC-RCP 1-1969 Rev 4 (2003)Ruth C. Alfaro PonceAún no hay calificaciones
- BRC Lubrication Document 2017Documento11 páginasBRC Lubrication Document 2017luis angelAún no hay calificaciones
- HACCPDocumento22 páginasHACCPMonica Emma Bardales MarinAún no hay calificaciones
- ProyectoDocumento13 páginasProyectoYuliet CastañoAún no hay calificaciones
- Plan Haccp SardinasDocumento14 páginasPlan Haccp SardinasJuanCa AndradeAún no hay calificaciones
- Aplicación de HACCP en La Elaboración de Jamón CrudoDocumento11 páginasAplicación de HACCP en La Elaboración de Jamón Crudorockerito1214Aún no hay calificaciones
- Investigación Documental HaccpDocumento7 páginasInvestigación Documental HaccpEdwing Rubio OrtizAún no hay calificaciones
- Concept OsDocumento10 páginasConcept OsCesia Flores SanchezAún no hay calificaciones
- Haccp (Análisis de Riesgo Y Puntos Críticos de Control) : Características Del HaacpDocumento9 páginasHaccp (Análisis de Riesgo Y Puntos Críticos de Control) : Características Del HaacpzulyjulAún no hay calificaciones
- Expo CalidadDocumento4 páginasExpo CalidadElkin RamirezAún no hay calificaciones
- Historia Del Sistema HaccpDocumento20 páginasHistoria Del Sistema HaccpJosefina Misari Quispe100% (3)
- TomateDocumento67 páginasTomateMrchanics Adriano AdrianoAún no hay calificaciones
- Disuelve Tus Problemas (Llama Violeta para Curar Cuerpo, Mente y Alma) PDFDocumento120 páginasDisuelve Tus Problemas (Llama Violeta para Curar Cuerpo, Mente y Alma) PDFAdriana Castellanos100% (3)
- Dejese de Chingaderas y Pongase Chingon PDFDocumento63 páginasDejese de Chingaderas y Pongase Chingon PDFAdriana CastellanosAún no hay calificaciones
- El Oraculo de Los DelfosDocumento12 páginasEl Oraculo de Los DelfosAdriana CastellanosAún no hay calificaciones
- Resumen Actividad de AguaDocumento5 páginasResumen Actividad de AguaAdriana CastellanosAún no hay calificaciones
- AngelesDocumento32 páginasAngelesPatricio Berner Meza100% (2)
- Tecnologia de FrutasDocumento36 páginasTecnologia de FrutasAdriana CastellanosAún no hay calificaciones
- NTC 4482 Sopas y SalsasDocumento7 páginasNTC 4482 Sopas y SalsasAdriana CastellanosAún no hay calificaciones
- Agar Verde BrillanteDocumento1 páginaAgar Verde BrillanteAdriana CastellanosAún no hay calificaciones
- Tipos de CorrosiónDocumento4 páginasTipos de CorrosiónWicho AndrangoAún no hay calificaciones
- Plantilla RespelDocumento23 páginasPlantilla RespelAlejandro Romero Talero0% (1)
- SUSPA Catalogo General de MobiliarioDocumento7 páginasSUSPA Catalogo General de MobiliarioJuanAún no hay calificaciones
- Economía Española (1898-1936)Documento8 páginasEconomía Española (1898-1936)Nada De NadaAún no hay calificaciones
- Lean ManufacturingDocumento423 páginasLean ManufacturingRoberto Delgado GarcíaAún no hay calificaciones
- Ensayo Sectores Economicos GTODocumento2 páginasEnsayo Sectores Economicos GTOMichelle HernandezAún no hay calificaciones
- Introduccion Ciller Palacio 2016Documento17 páginasIntroduccion Ciller Palacio 2016Ruth Esther Cano PerezAún no hay calificaciones
- Diseño de Un Modelo de Logística Inversa Empleando Algoritmos Evolutivos Aplicado A Servitec LtdaDocumento5 páginasDiseño de Un Modelo de Logística Inversa Empleando Algoritmos Evolutivos Aplicado A Servitec LtdaMuñek BarriosAún no hay calificaciones
- Informe Sobre Tipos de Desperdicios (MUDA) FGDocumento5 páginasInforme Sobre Tipos de Desperdicios (MUDA) FGNando GermesAún no hay calificaciones
- Organización CecycapDocumento22 páginasOrganización CecycapJulissa LibertadAún no hay calificaciones
- México: Alambre Y Cable de Acero Con Recubrimiento de Cobre Soldado (Acs)Documento8 páginasMéxico: Alambre Y Cable de Acero Con Recubrimiento de Cobre Soldado (Acs)Ricardo Michel HighlanderAún no hay calificaciones
- Equipos de Lab. para Papel y Carton Corrugado PDFDocumento7 páginasEquipos de Lab. para Papel y Carton Corrugado PDFNicanor Rolando Sanchez100% (1)
- Manual para Entender La Cuarta Revolución IndustrialDocumento7 páginasManual para Entender La Cuarta Revolución IndustrialJavier FuentesAún no hay calificaciones
- Aspectos GeneralesDocumento11 páginasAspectos GeneralesVetson Molina HuyhuaAún no hay calificaciones
- Costos IiDocumento69 páginasCostos IiGrysellTorresAún no hay calificaciones
- Comercio Exterior Caso PracticoDocumento3 páginasComercio Exterior Caso Practicomarco hernadezAún no hay calificaciones
- Manual POESDocumento544 páginasManual POESGerald_3_2100% (1)
- Copia Taller Tarea 1 CostoDocumento9 páginasCopia Taller Tarea 1 CostobosconiaAún no hay calificaciones
- Operario para Empresa de ConsumoDocumento5 páginasOperario para Empresa de Consumofranc1996Aún no hay calificaciones
- América Latina 1950-1960Documento2 páginasAmérica Latina 1950-1960Hugo VianoAún no hay calificaciones
- ColumnaDocumento8 páginasColumnaJaime120793Aún no hay calificaciones
- Ley Incentivo Empresas Nacionales de ConstrucciónDocumento4 páginasLey Incentivo Empresas Nacionales de ConstrucciónrvaallejoAún no hay calificaciones
- Almacenes de Materias PrimasDocumento1 páginaAlmacenes de Materias PrimasCarlos TorresAún no hay calificaciones