También podría gustarte
- Qué Es El MTBF y El MTTRDocumento3 páginasQué Es El MTBF y El MTTRGiovanni Salgado FloresAún no hay calificaciones
- Slavko - Ora Con El CorazónDocumento156 páginasSlavko - Ora Con El CorazónFanny_Pastor_2719100% (10)
- Calculo y Analisis de RCM y AMEFDocumento34 páginasCalculo y Analisis de RCM y AMEFElizabeth Barrón Portillo100% (6)
- Implementacion RCMDocumento79 páginasImplementacion RCMVictor Acuña100% (3)
- Distribucion Weibull Saul SotoDocumento14 páginasDistribucion Weibull Saul SotoSaul Soto100% (2)
- Definicion de MantenimientoDocumento7 páginasDefinicion de MantenimientoJOHNSTECAún no hay calificaciones
- Plan Maestro en Mp9Documento15 páginasPlan Maestro en Mp9elserto0% (1)
- Mantenimiento Centrado en La Confiabilidad RCMDocumento64 páginasMantenimiento Centrado en La Confiabilidad RCMGonzalo López SánchezAún no hay calificaciones
- Plan de Mantenimiento Basado en RCM para Máquinas de Elevación y TransporteDocumento15 páginasPlan de Mantenimiento Basado en RCM para Máquinas de Elevación y TransporteJUAN ESTEBAN VARON BARONAAún no hay calificaciones
- 02 Curso Patrones de Falla PDFDocumento26 páginas02 Curso Patrones de Falla PDFEner Bernal Cabrera67% (3)
- Costos, Analisis Del Costo de Ciclo de Vida, Decisiones de Reemplazo Nov 2021Documento191 páginasCostos, Analisis Del Costo de Ciclo de Vida, Decisiones de Reemplazo Nov 2021rodolfo jesus castañeda tapiaAún no hay calificaciones
- Pasos para La Aplicacion Del RCMDocumento12 páginasPasos para La Aplicacion Del RCMJesús David DíazAún no hay calificaciones
- Manual de Ingenieria de Mantenimiento Problemas 2011Documento89 páginasManual de Ingenieria de Mantenimiento Problemas 2011Gabriel Dean100% (1)
- Joanes (Uno Mas de La Familia)Documento313 páginasJoanes (Uno Mas de La Familia)fija100% (4)
- Lixiviacion en MineriaDocumento21 páginasLixiviacion en MineriaDeiby Michael Villalta Galvez100% (1)
- RCM y PAS 55Documento53 páginasRCM y PAS 55Judith Fiorella Huarancca Junes100% (2)
- Análisis Del Gráfico Nelson-Aalen: Modificado Como Soporte A La Toma de Decisiones en La Gestión Global Del MantenimientoDocumento10 páginasAnálisis Del Gráfico Nelson-Aalen: Modificado Como Soporte A La Toma de Decisiones en La Gestión Global Del MantenimientoWaldir RodriguezAún no hay calificaciones
- Calculo de Los para Metros de La Distribucion de WeibullDocumento17 páginasCalculo de Los para Metros de La Distribucion de WeibullEstefanny Arispe50% (2)
- Mantenimiento Centrado en Confiabilidad MCC Diapositivas.Documento31 páginasMantenimiento Centrado en Confiabilidad MCC Diapositivas.Uriel Carbal OrtegaAún no hay calificaciones
- AMEFDocumento21 páginasAMEFSebastian PalaciosAún no hay calificaciones
- Claus TraDocumento528 páginasClaus TraGemma ColesantiAún no hay calificaciones
- Análisis de Modo y Efecto de Falla AmefDocumento6 páginasAnálisis de Modo y Efecto de Falla AmefclajanbarAún no hay calificaciones
- AMEFDocumento32 páginasAMEFdrayco78% (9)
- Mantenimiento de PlantaDocumento100 páginasMantenimiento de PlantaCarlos CarrasquelAún no hay calificaciones
- Examen MantenimientoDocumento15 páginasExamen MantenimientoJulio Illanes100% (1)
- Planeamiento de La Gestion Del Ciclo de Vida de Los EquiposDocumento37 páginasPlaneamiento de La Gestion Del Ciclo de Vida de Los EquiposAndy William Soto LlosaAún no hay calificaciones
- Plan Mantenimient TornoDocumento64 páginasPlan Mantenimient Tornojesus rodriguezAún no hay calificaciones
- Comparacion TPM Y RCMDocumento17 páginasComparacion TPM Y RCMRobinsonAmortegui Rodriguez50% (2)
- Elaboración Del Plan de MantenimientoDocumento16 páginasElaboración Del Plan de MantenimientonicolasioAún no hay calificaciones
- Informe de Pasantias LuzDocumento46 páginasInforme de Pasantias LuzAlexiAvilaAún no hay calificaciones
- Codificacion de EquiposDocumento32 páginasCodificacion de EquiposFranklin LazoAún no hay calificaciones
- Evolucion Del Mantenimiento PreventivoDocumento17 páginasEvolucion Del Mantenimiento PreventivoMichael MayoAún no hay calificaciones
- Lectura Complementaria-Guia para Uso Del RAPTORDocumento13 páginasLectura Complementaria-Guia para Uso Del RAPTORCALLESJ0% (1)
- Generaciones de MantenimientoDocumento39 páginasGeneraciones de Mantenimientohlozanog94% (17)
- AMEF de Una Turbina A GasDocumento3 páginasAMEF de Una Turbina A GasDanielis Vilar100% (2)
- Análisis de Fallas de Un TornoDocumento8 páginasAnálisis de Fallas de Un TornoCHRISTIAN FABELA100% (1)
- Optimización Del Mantenimiento Preventivo PMODocumento2 páginasOptimización Del Mantenimiento Preventivo PMOCecilia AquinoAún no hay calificaciones
- Disponibilidad GenericaDocumento15 páginasDisponibilidad GenericaJerson Alexander BarraganAún no hay calificaciones
- Analisis de Causa RaizDocumento12 páginasAnalisis de Causa RaizJuan Carlos Salinas PerezAún no hay calificaciones
- Indicadores de MantenimientoDocumento63 páginasIndicadores de Mantenimientoferavila60Aún no hay calificaciones
- Planificación Del MantenimientoDocumento21 páginasPlanificación Del Mantenimientomcmcx100% (6)
- Análisis Del RCMDocumento8 páginasAnálisis Del RCMjairsgsAún no hay calificaciones
- Según Terry WiremanDocumento1 páginaSegún Terry WiremanDaniel HernandezAún no hay calificaciones
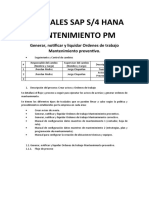
- MANUALES SAP S4 HANA - Ordenes PreventivaDocumento14 páginasMANUALES SAP S4 HANA - Ordenes PreventivaCristian P. Palomino DiazAún no hay calificaciones
- Conceptos Básicos en Mantenimiento IndustrialDocumento28 páginasConceptos Básicos en Mantenimiento Industrialraulfrancisco1512Aún no hay calificaciones
- Proyecto Integrador-MantenimientoDocumento7 páginasProyecto Integrador-Mantenimientoaugusto romeroAún no hay calificaciones
- Gestion MantenimientoDocumento206 páginasGestion Mantenimientoxavier larAún no hay calificaciones
- Analisis FalloDocumento29 páginasAnalisis FalloMauro Federico RossiAún no hay calificaciones
- TaxonomiaDocumento17 páginasTaxonomiaJose Gabriel Hernandez Felix100% (2)
- Un Modelo de Referencia para La Gestión Del Mantenimiento. 2008Documento23 páginasUn Modelo de Referencia para La Gestión Del Mantenimiento. 2008Ronald JoseAún no hay calificaciones
- Plan Maestro de CompresoresDocumento24 páginasPlan Maestro de CompresoresJorge Hugo FrancoAún no hay calificaciones
- 3.6.1 Ejem AMEFaDocumento19 páginas3.6.1 Ejem AMEFamarlon0% (2)
- Trabajo AMEFDocumento13 páginasTrabajo AMEFFabianAún no hay calificaciones
- Sesión 10 Análisis de Modos y Efectos de FallasDocumento8 páginasSesión 10 Análisis de Modos y Efectos de FallasMarko Castillo PeñaAún no hay calificaciones
- Act1 U3JRPDocumento54 páginasAct1 U3JRPJavier Ruíz PalafoxAún no hay calificaciones
- Análisis de Modo y Efecto de FallaDocumento12 páginasAnálisis de Modo y Efecto de FallaDavid AlbertoAún no hay calificaciones
- Análisis Modo y Efecto de FallaDocumento15 páginasAnálisis Modo y Efecto de FallaJaime Jaime JaimeAún no hay calificaciones
- AMEFDocumento14 páginasAMEFCarlos GonCab100% (1)
- Análisis de Modo y Efecto de Falla PDFDocumento12 páginasAnálisis de Modo y Efecto de Falla PDFRikrdo PachecoAún no hay calificaciones
- 7 AmefDocumento38 páginas7 AmefCristian MendozaAún no hay calificaciones
- AMEFDocumento20 páginasAMEFsam liAún no hay calificaciones
- AMEFDocumento20 páginasAMEFAntonio HurtadoAún no hay calificaciones
- Pasos para Un AMEFDocumento5 páginasPasos para Un AMEFHeriberto PlascenciaAún no hay calificaciones
- Analisis de Modo y Efecto de FallasDocumento4 páginasAnalisis de Modo y Efecto de Fallasjoakin12Aún no hay calificaciones
- Edad 6 Años CatequesisDocumento1 páginaEdad 6 Años CatequesisMartin chavez rodriguezAún no hay calificaciones
- Poder de RepresentacionDocumento3 páginasPoder de RepresentacionRainier Abreu GomezAún no hay calificaciones
- La CocinaDocumento35 páginasLa CocinaAndrea ajiatasAún no hay calificaciones
- Sucesion Intestamentaria Juan Hernandez LastraDocumento4 páginasSucesion Intestamentaria Juan Hernandez LastraAlejandro Hernandez BarretoAún no hay calificaciones
- Exposicion Del SantisimoDocumento11 páginasExposicion Del SantisimoJose Segundo Diaz Rioja100% (1)
- DEBER Resumen HuasipungoDocumento1 páginaDEBER Resumen HuasipungoDaniela GalarzaAún no hay calificaciones
- Rafael Leónidas Trujillo - Docx123Documento9 páginasRafael Leónidas Trujillo - Docx123NeikaAún no hay calificaciones
- 2008 - Salgado y MoscosoDocumento9 páginas2008 - Salgado y MoscosoCarlos Barahona PerezAún no hay calificaciones
- B4 Prueba 1 Ética MíaDocumento11 páginasB4 Prueba 1 Ética MíamariaAún no hay calificaciones
- Caminata de Oración LibroDocumento41 páginasCaminata de Oración LibroRodolfo Sanchez AlvarezAún no hay calificaciones
- Tema El Visitante SecretoDocumento3 páginasTema El Visitante SecretoJhon GironAún no hay calificaciones
- Trombosis, Embolia InfartoDocumento25 páginasTrombosis, Embolia InfartoHeidy Marisa Morales Cartty100% (1)
- IDE U3 ActDocumento10 páginasIDE U3 ActYadiraTakanoriAún no hay calificaciones
- Laicidad en La Educación Uruguaya.Documento6 páginasLaicidad en La Educación Uruguaya.Reggina Bruno RuedaAún no hay calificaciones
- 20115301557469Documento15 páginas20115301557469Paul JuarezAún no hay calificaciones
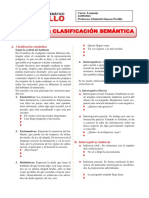
- La Oración: Clasificación SemánticaDocumento3 páginasLa Oración: Clasificación SemánticaDaniela YespAún no hay calificaciones
- D.I.PUBLICO y PrivadoDocumento5 páginasD.I.PUBLICO y PrivadoJose Luis Jimenez HuashuayoAún no hay calificaciones
- Intertextualidad LiricaDocumento3 páginasIntertextualidad LiricaMario Esteban Molina OlivaresAún no hay calificaciones
- Ballet Cosmico - Curtis GarlandDocumento84 páginasBallet Cosmico - Curtis GarlandmarcosAún no hay calificaciones
- Significado de PrevaricatoDocumento1 páginaSignificado de PrevaricatoFiorela HuamaniAún no hay calificaciones
- Qué Es La SBSDocumento17 páginasQué Es La SBSYuleimi AlvaradoAún no hay calificaciones
- LupaDocumento12 páginasLupaGleangely Palacio100% (1)
- Gradiente Geotermico y ConveccionDocumento14 páginasGradiente Geotermico y ConveccionJessica ColesAún no hay calificaciones
- 1.4.EjerciciosOrtografía OscarGonzalezGarciaDocumento11 páginas1.4.EjerciciosOrtografía OscarGonzalezGarciaEvelyn AlonsAún no hay calificaciones
- Ejemplo Formato Bitácora Prácticas IIDocumento7 páginasEjemplo Formato Bitácora Prácticas IIHiginio Salcedo EsparzaAún no hay calificaciones
- Ley 26320. Dictan Normas Referidas A Los Procesos Por Delito de Tráfico Ilícito de Drogas y Establecen Beneficio PDFDocumento4 páginasLey 26320. Dictan Normas Referidas A Los Procesos Por Delito de Tráfico Ilícito de Drogas y Establecen Beneficio PDFJuan JpayehuancaAún no hay calificaciones