MONTAJE DE LNEA AREA DE CONTACTO
CONTENIDO
1
MARCO CONCEPTUAL...............................................................................2
1.1
LINEA AEREA DE CONTACTO (CATENARIA):........................................2
1.1.1
TIPOS DE CATENARIA...................................................................2
1.2
TERCER RIEL:..................................................................................... 7
1.3
VEHCULO AUXILIAR DE VA:..............................................................7
CARACTARISTICAS DE LA LAC..................................................................7
2.1
CARACTERSTICAS GEOMTRICAS:....................................................7
2.2
CARACTERSTICAS MECNICAS:.........................................................8
2.3
CARACTERSTICAS ELCTRICAS:........................................................8
EQUIPOS Y MAQUINARIAS........................................................................8
3.1
DRESINAS DE INSPECCIN Y MONTAJE PLASSER...............................8
3.2
DRESINA PESADA DE INSPECCIN Y MONTAJE PLASSER....................9
3.3
MQUINA FUM.................................................................................10
3.4 TREN MECANIZADO DE CONSTRUCCIN Y RENOVACIN DE
CATENARIA................................................................................................ 11
4
TECNOLOGA.......................................................................................... 12
PARAMETROS DE CONTROL....................................................................13
EXPERIENCIAS........................................................................................ 15
CONCLUSIONES...................................................................................... 15
REFERENCIAS......................................................................................... 15
ABEL ALEJANDRO REYES DAVILA
�MONTAJE DE LNEA AREA DE CONTACTO
MONTAJE DE LNEA AREA DE
CONTACTO
1 MARCO CONCEPTUAL
1.1 LINEA AEREA DE CONTACTO (CATENARIA):
El reglamento nacional del sistema elctrico de transporte de pasajeros
en vas frreas define catenaria como la lnea area de alimentacin
mediante la cual se suministra energa elctrica a las locomotoras u
otro material rodante o equipo electrificado. En ferrocarriles se
denomina catenaria a la lnea area de alimentacin que transmite
energa elctrica a las locomotoras u otro material motor.
Las tensiones de alimentacin ms comunes van desde 600 V a 3 kV
en corriente continua, o entre 15 y 25 kV en corriente alterna. La
mayor parte de las instalaciones funcionan con corriente continua o
alterna monofsica, aunque existen algunas instalaciones de alterna
trifsicas.
En las lneas areas, el polo positivo de la instalacin es normalmente
la catenaria y el negativo son los carriles sobre los que circula el tren.
Las corrientes provenientes de la Subestacin de traccin
(transformadora o rectificadora de la tensin de la red general) llegan
al tren por la catenaria a travs del pantgrafo y vuelven a la
subestacin a travs de los carriles de la va frrea. El pantgrafo en el
aparato de toma de energa de altura variable montado en el techo de
un vehculo ferroviario alimentado por una catenaria el cual puede
operar a altas velocidades sin prdida de contacto.
El nombre de catenaria proviene de la forma geomtrica caracterstica
de la curva que forma un hilo flexible sometido a su propio peso, curva
que se presenta en el caso de una lnea tranviaria formada por un
nico cable. Sin embargo, en los casos en que se requiere una mayor
velocidad del material rodante (cercanas, lneas suburbanas e
interurbanas y, por supuesto, ferrocarriles de alta velocidad) se
requiere que el conductor del que el pantgrafo toma la tensin
abandone la geometra de la catenaria aproximndose a una recta
paralela a la va. Por ello, la solucin a este problema pasa por instalar
un segundo cable del que este se cuelga. La curva adoptada por este
segundo cable tampoco ser una catenaria, ya que soporta un peso
variable por unidad de longitud (al soportar el peso del hilo de
contacto). No obstante, se denomina catenaria a todo el conjunto
formado por los cables alimentadores, apoyos y elementos de traccin
y suspensin de los cables que transmiten la energa elctrica.
1.1.1 TIPOS DE CATENARIA
1. LNEA TRANVIARIA: La lnea tranviaria es la ms sencilla de las
aplicaciones de este tipo. Consiste en un hilo de contacto
ABEL ALEJANDRO REYES DAVILA
�MONTAJE DE LNEA AREA DE CONTACTO
suspendido en apoyos consecutivos sobre la va frrea. El tren
toma energa de este hilo a travs de un pantgrafo o de un trole.
La diferencia entre un pantgrafo y un trole consiste en que el
pantgrafo tiene una pletina que "frota" el hilo por la parte inferior
de este, mientras que el trole tiene una polea o roldana que rueda
bajo el hilo.
La lnea tranviaria tiene el inconveniente de que la flecha del hilo
(distancia vertical entre el apoyo y el punto ms bajo del hilo) es
grande (cuadrticamente proporcional al vano). La introduccin de
un cable sustentador disminuye esta flecha mediante el uso de
pndolas.
La velocidad que puede alcanzar un vehculo alimentado por lnea
area de contacto depende de la regularidad de la altura del hilo y
de la uniformidad en la elasticidad de la lnea, por lo cual la lnea
tranviaria slo est aconsejada para velocidades bajas. Se emplea
comnmente en tranvas, metros ligeros, estaciones de carga,
cocheras.
Ilustracin 1 Metro Ligero Madrid
2. LNEAS DE TROLEBS: Las lneas de trolebs son una derivacin
de las lneas tranviarias, consistiendo la diferencia fundamental de
las mismas en que debe existir un segundo hilo, paralelo al
primero, para el retorno de la corriente (negativo).
Al carecer los vehculos de dispositivos de guiado, la lnea debe ser
capaz de absorber grandes desviaciones laterales que puede
transmitir la roldana del trole hacia la misma. Para ello las
suspensiones de la lnea disponen de un sistema flexible que
permite el "balanceo" del hilo de contacto en sentido transversal
en un rango muy amplio.
ABEL ALEJANDRO REYES DAVILA
�MONTAJE DE LNEA AREA DE CONTACTO
Ilustracin 2 Trolebs Guadalajara, Jalisco
3. CATENARIA AREA FLEXIBLE: La catenaria flexible consiste en dos
cables
principales,
de
los
cuales
el
superior
tiene
aproximadamente la forma de la curva conocida como catenaria y
se llama "sustentador". Mediante una serie de elementos
colgantes (pndolas) sostiene otro cable, el de contacto, llamado
hilo de contacto, de modo que permanezca mantenindose en un
plano paralelo al plano de las vas. A veces hay un tercer cable
intermedio para mejorar el trazado del de contacto, al que se
suele llamar "falso sustentador" o "sustentador secundario".
Las catenarias con un segundo sustentador en todo lo largo de su
recorrido se suelen llamar catenarias compuestas o "compound".
El hilo de contacto no es propiamente lo que se conoce como
cable, con varios hilos o alambres enrollados en varias capas, sino
un trefilado, es decir, un alambre macizo de una sola pieza.
Este sistema de cables tiene una geometra compleja, que va
variando a lo largo de la lnea en funcin de los requerimientos
que se exigen en cada punto. Los parmetros geomtricos ms
importantes que definen esta geometra son los siguientes:
Vano.
Altura del hilo de
contacto.
Altura de la catenaria.
ABEL ALEJANDRO REYES DAVILA
Elevacin.
Flecha de los hilos.
Longitud del cantn.
Descentramiento.
Ilustracin 3 Patio taller Lnea 1 Metro de Lima
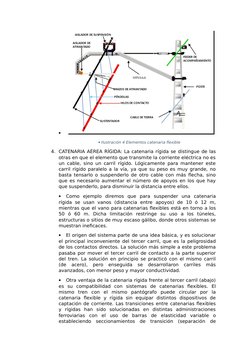
Elementos de la catenaria flexible:
�
Ilustracin 4 Elementos catenaria flexible
4. CATENARIA AREA RGIDA: La catenaria rgida se distingue de las
otras en que el elemento que transmite la corriente elctrica no es
un cable, sino un carril rgido. Lgicamente para mantener este
carril rgido paralelo a la va, ya que su peso es muy grande, no
basta tensarlo o suspenderlo de otro cable con ms flecha, sino
que es necesario aumentar el nmero de apoyos en los que hay
que suspenderlo, para disminuir la distancia entre ellos.
Como ejemplo diremos que para suspender una catenaria
rgida se usan vanos (distancia entre apoyos) de 10 12 m,
mientras que el vano para catenarias flexibles est en torno a los
50 60 m. Dicha limitacin restringe su uso a los tneles,
estructuras o sitios de muy escaso glibo, donde otros sistemas se
muestran ineficaces.
El origen del sistema parte de una idea bsica, y es solucionar
el principal inconveniente del tercer carril, que es la peligrosidad
de los contactos directos. La solucin ms simple a este problema
pasaba por mover el tercer carril de contacto a la parte superior
del tren. La solucin en principio se practic con el mismo carril
(de acero), pero enseguida se desarrollaron carriles ms
avanzados, con menor peso y mayor conductividad.
Otra ventaja de la catenaria rgida frente al tercer carril (abajo)
es su compatibilidad con sistemas de catenarias flexibles. El
mismo tren con el mismo pantgrafo puede circular por la
catenaria flexible y rgida sin equipar distintos dispositivos de
captacin de corriente. Las transiciones entre catenarias flexibles
y rgidas han sido solucionadas en distintas administraciones
ferroviarias con el uso de barras de elasticidad variable o
estableciendo seccionamientos de transicin (separacin de
�sistemas). El carril empleado actualmente consiste en una barra
de aluminio que lleva en su parte inferior un hilo de contacto de
cobre. La transmisin de energa se realiza por el aluminio y el
cobre, pero slo el cobre debe entrar en contacto con el
pantgrafo
Ilustracin 5 Catenaria area rgida en la estacin Espaa del Metro de
Barcelona.
1.2 TERCER RIEL:
Sistema de alimentacin de energa elctrica para traccin de trenes
de 600V DC y 750V DC, el cual utiliza un riel adicional a los dos
existentes para transmitir la energa elctrica desde donde sta es
tomada a travs de zapatas de contacto montadas en los bogies de
los trenes. Este sistema es de uso comn en metros subterrneos o
en lugares donde no es posible la alimentacin por catenaria.
1.3 VEHCULO AUXILIAR DE VA:
Vehculo ferroviario tractivo o remolcado destinado al transporte de
personal de la organizacin ferroviaria u otras personas autorizadas
por la misma; o para la inspeccin, rehabilitacin o mantenimiento de
la infraestructura vial ferroviaria o el remolque para la formacin o el
mantenimiento del material rodante en patios, talleres o estaciones.
Entre estos se encuentran las locomotoras, coches de pasajeros,
vagones, autovas, gras, vehculos de medicin de la va, equipos
para el mantenimiento de la catenaria, rameadoras, reguladoras de
balasto, etc.
�2 CARACTARISTICAS DE LA LAC
La lnea area de contacto se define mediante una serie de
parmetros caractersticos, que se pueden dividir en tres grandes
categoras:
2.1 CARACTERSTICAS GEOMTRICAS:
-
Altura del sistema: distancia vertical entre el sustentador y el hilo
de contacto en el apoyo.
Altura del hilo de contacto: distancia vertical desde el plano medio
de rodadura hasta el punto inferior del hilo de contacto.
Descentramiento del hilo de contacto: distancia horizontal que
existe entre el eje de la va y el hilo de contacto en el apoyo, para
evitar el desgaste puntual en el centro del pantgrafo.
Pendiente: es la variacin de altura del hilo de contacto entre dos
puntos consecutivos. Existen unos valores normalizados de
pendiente mxima y de variacin de la pendiente del hilo de
contacto en funcin de la velocidad, para garantizar la correcta
captacin de la energa elctrica por el pantgrafo.
Elevacin mxima del hilo de contacto: mxima elevacin que
pueden sufrir los hilos de contacto al paso del pantgrafo.
Flecha del hilo de contacto: para contrarrestar el efecto de la
variacin excesiva de la elevacin de los hilos entre el apoyo y el
centro del vano
2.2 CARACTERSTICAS MECNICAS:
-
Tensin mecnica de los cables y conductores: tensin a la que se
encuentran sometidos los conductores para asegurar que cumplen
su funcin cuando varan los condicionantes exteriores a los que
estn sometidos (temperatura, viento,)
Vano: distancia existente entre dos apoyos contiguos de la lnea
area de contacto.
Cantn: tramo independiente, anclado a ambos lados, en que se
divide la lnea area de contacto para contrarrestar el efecto de los
cambios de longitud de los conductores producidos por la variacin
de la temperatura.
2.3 CARACTERSTICAS ELCTRICAS:
-
Resistencia o impedancia del circuito: resistencia total de la
catenaria ms los feeders de acompaamiento y la resistencia del
circuito de retorno, compuesto generalmente por los carriles y, en
ocasiones, conductores de retorno.
Corriente mxima: es la intensidad mxima que puede circular por
la catenaria y viene determinada por la temperatura mxima
admisible de sus conductores y las condiciones ambientales.
Tensiones normalizadas: la normativa europea determina las
tensiones nominales normalizadas que se pueden emplear para la
traccin elctrica, tanto para corriente alterna (15.000 V y 25.000
V) como para corriente continua (750 V, 1.500 V y 3.000 V), as
como las tensiones mximas y mnimas admisibles para cada uno
de los niveles de tensin.
3 EQUIPOS Y MAQUINARIAS
3.1 DRESINAS DE INSPECCIN Y MONTAJE PLASSER
Los trenes autopropulsados de construccin y renovacin de
catenaria, se compone de una serie de mquinas que recogemos en
los siguientes apartados de ms sencillas a ms complejas. La visin
se completa con ejemplos de las combinaciones apropiadas para los
diversos usos.
El vagn plataforma autopropulsado (AW) es una unidad de trabajo
acoplada y teledirigida de construccin y renovacin de catenaria.
Cuenta con una plataforma de trabajo orientable sobre una columna
giratoria sin fin y una gra de carga. El alcance de la plataforma hace
posible realizar trabajos - desde una posicin segura para el operario
a una altura de hasta 16 m sobre cabeza de carril y, lateralmente, a 8
m del eje de la va sin apoyos adicionales.
La plataforma de trabajo con nivelacin automtica adems puede
orientarse 90 horizontalmente. Tanto el control, como el pilotaje de
la plataforma o el desplazamiento se realizan mediante telemando. En
la prctica los trabajos de montaje son realizados slo por dos
operarios. En lugar del vagn autopropulsado con plataforma de
trabajo, tambin puede utilizarse la dresina de construccin,
mantenimiento y renovacin de catenaria.
Para los trabajos previos y posteriores a un desmontaje o a la
finalizacin de la colocacin de una instalacin de tendido, se obtienen
excelentes resultados utilizando dresinas de montaje ligeras, de dos
ejes (MGW, MTW 10) y a su vez ms econmicas que las dresinas
pesadas, de bogies (MTW 100). Estas mquinas estn equipadas con
una
plataforma
elevadora
de
tres
elementos,
ajustables
independientemente. La plataforma de trabajo central es accesible a
travs de una escalera telescpica automtica.
El alcance de las dos plataformas laterales es de hasta 9,0 m en
altura, sobre cabeza de carril y 4,5 m lateralmente desde e l eje de la
va, sin apoyos adicionales. La plataforma central soporta 5 kN, las
plataformas laterales 2,5 kN. Las dresinas de montaje estn equipadas
para trabajos en los tendidos, como por ejemplo en las pndolas o las
conexiones elctricas y en las piezas de fijacin, como en tirantes,
mnsulas de atirantado o puestas a tierra.
Gracias a un dispositivo electrnico de medicin longitudinal, las
pndolas pueden situarse en las posiciones previstas con exactitud.
El vagn bobinador autopropulsado (FWW) cuenta con dos
portabobinas de accionamiento hidrulico y una gra de trabajo con la
que se retira, a travs de su cabezal de poleas, los hilos y cables
existentes que se recoge en las bobinas con una tensin reducida
(aprox. 3,0 kN). Los portabobinas se desplazan lateralmente sobre su
�eje de manera independiente, de forma que el hilo de contacto y los
cables de sustentacin son enrollados ordenadamente. La gra de
trabajo adems se utiliza para la manipulacin de las bobinas.
3.2 DRESINA PESADA DE INSPECCIN Y MONTAJE PLASSER
La dresina pesada de inspeccin y montaje (MTW 100) es una potente
mquina con bogies equipada con una plataforma elevadora de
trabajo, una gra con cesta de trabajo, un posicionador de hilo de
contacto y cables de sustentacin y un sistema de medicin de
catenaria. La plataforma orientable, situada sobre una columna
giratoria sin fin, puede girar 90 horizontalmente y cuenta con
nivelacin automtica. Con un alcance de hasta 16 m en altura, sobre
cabeza de carril y 8 m laterales desde el eje de la va, puede
alcanzarse cualquier punto de trabajo en una catenaria desde un lugar
seguro.
En todas las situaciones de montaje habituales, el posicionador de
hilo conductor y cables de sustentacin puede hacerse cargo de las
fuerzas verticales y horizontales de los cables y mantenerlos en su
posicin o situarlos en otra. La gra permite el manejo de cargas
pesadas como las bobinas de cables, pudindose montar tambin una
cesta de trabajo.
La regulacin del par de carga controlado por ordenador garantiza la
estabilidad de la mquina en la mayora de las situaciones de trabajo,
incluso con la plataforma desplegada y la gra en funcionamiento. Los
dispositivos de montaje y la marcha de la mquina trabajan sin
sacudidas por razones de seguridad.
Las funciones de la mquina pueden accionarse directamente desde
un puesto de control, o bien a distancia mediante un telemando, desde
la plataforma de trabajo o desde el exterior del vehculo. A travs un
pantgrafo de medicin puede calcularse y registrarse la posicin
(altura y descentramiento) de la catenaria prcticamente sin carga o
aplicando cargas ajustables. La posicin en reposo se mide con una
carga de contacto entre 5 y 10 N a una velocidad mxima de 5 km/h.
Para simular condiciones de servicio regulares y comprobar los puntos
crticos como mnsulas, desvos o cruces, la carga de contacto puede
ajustarse hasta 250 kN. Unos sensores de aproximacin en el
pantgrafo de medicin registran la posicin lateral del hilo de
contacto.
Cuando se emplean desde bases de operaciones de infraestructura,
las dresinas de construccin, mantenimiento y renovacin permiten un
trabajo ms racional y el incremento de la calidad en la conservacin y
en la reparacin de averas.
3.3 MQUINA FUM
Los primeros modelos de mquinas FUM de construccin,
mantenimiento y renovacin de catenaria con bogies, disponan de
una gra hidrulica con poleas de inversin para hilos de contacto y
cables, as como dos bastidores orientables con poleas de friccin, que
�tambin disponan de portabobinas del hilo de contacto y del cable
sustentador.
Las poleas de inversin de la gra sitaban el hilo de contacto y el
cable sustentador con la altura y descentramiento adecuados o bien se
encargaban de retirarlos. Durante el desmontaje de la catenaria, los
cables eran dirigidos a travs de las poleas de inversin de la gra
hacia la bobina sobre el bastidor orientable, cuyo pilotaje hidrulico y
electrnico proporcionaba la fuerza de traccin adecuada. Las
mquinas de construccin, mantenimiento y renovacin de ltima
generacin poseen, en lugar de la gra hidrulica, mstiles
telescpicos con cabezales de polea montados sobre dos bastidores
orientables. Los dos bastidores, de accionamiento independiente,
cuentan con cuatro poleas de friccin cada uno, de las que, al menos,
tres estn propulsadas hidrostticamente, y portabobinas de
accionamiento hidrulico para el hilo de contacto y el cable. Adems,
estas mquinas poseen poleas adicionales y una gra. Las poleas
estn montadas sobre los mstiles y se emplean, por ejemplo, para la
retirada de hilo de contacto y cable sustentador desde las bobinas a
travs de las poleas de friccin.
Mediante las poleas de friccin se pueden ajustar, sin
escalonamientos, las fuerzas de traccin necesarias y mantenerse
constantes. Desde las bobinas se extraen los hilos de contacto y los
cables a travs de las poleas de friccin y las poleas de los mstiles y
se sitan en su posicin de montaje con la tensin requerida. Para
lograr trazados en zig-zag y desplazamientos laterales en desmontajes
y post-tensados, los mstiles acompaan el giro de los bastidores de
polea, para evitar torsiones de los cables o del hilo conductor. Adems,
los portabobinas situados en el bastidor orientable pueden desplazarse
lateralmente, para que los cables y el hilo conductor puedan entrar en
lnea recta en las poleas de friccin. Esto proporciona la precisin
requerida en el montaje y evita deformaciones permanentes del hilo
conductor.
Para lograr una alta calidad en la colocacin de los hilos y cables es
fundamental que la tensin seleccionada se mantenga en todas las
situaciones de trabajo. Los momentos crticos son las transiciones
entre la parada y la velocidad de marcha de trabajo y viceversa. La
exigencia de una traccin constante durante el montaje se cumple
gracias al accionamiento hidrosttico unido al pilotaje automtico de
arranque.
Un ordenador central controla los parmetros impidiendo que los
frenos de la mquina y las poleas de friccin se aflojen hasta que la
presin del aceite de propulsin haya neutralizado la fuerza de traccin
preseleccionada. Todas las funciones se pueden realizar tanto de forma
automtica, como manual mediante telemando, para que la mquina
de construccin, mantenimiento y renovacin de catenaria pueda
realizar su trabajo incluso en situaciones excepcionales.
� El ordenador central registra todos los datos relevantes de la mquina
y de la medicin del tendido realizado, as como las fuerzas de traccin
tericas y reales, que permiten documentar el cumplimiento de los
criterios del trazado exigidos.
3.4 TREN MECANIZADO DE CONSTRUCCIN Y RENOVACIN DE
CATENARIA
Mediante la combinacin de las diversas soluciones anteriormente
expuestas, es posible crear un sistema (tren mecanizado de
construccin y renovacin de catenaria), con el que poder acometer
mediante trabajo continuo las diversas labores requeridas para la
construccin, mantenimiento y renovacin de catenaria.
En los trabajos previos y posteriores a la renovacin del hilo de
contacto y cable de sustentacin, el Tren mecanizado de construccin
y renovacin de catenaria se compone de una mquina de
construccin y renovacin de catenaria (FUM) apoyada y
complementada por el vagn plataforma autopropulsado (AW), la
dresina de inspeccin y montaje (MGW), la dresina de construccin,
mantenimiento y renovacin (MTW), as como el vagn bobinador
autopropulsado (FWW). Durante la sustitucin del hilo de contacto la
disposicin de los vehculos est compuesta por una dresina de
inspeccin y montaje (MGW) ocupada por dos operarios y un vagn
bobinador autopropulsado (FWW) con un solo operario.
Con este sistema se pueden desmontar las pndolas, uniones y
anclajes y recoger el hilo de contacto. La mquina de construccin,
mantenimiento y renovacin (FUM), ocupada por un operario y una
dresina con plataforma para dos operarios, montan el hilo de contacto
nuevo con su tensin nominal y lo fija en las mnsulas de atirantado y
las pndolas. Estos trabajos comienzan durante el desmontaje del hilo
antiguo. Las piezas renovacin de catenarias defectuosas pueden ser
sustituidas. Para que el hilo de contacto pueda acoplarse al dispositivo
de tensado se desbobina con ayuda de una cuerda auxiliar y se lleva
hasta el mstil telescpico de donde vuelve a travs de poleas de
inversin. Entonces el torno desbobina el hilo conductor hasta el mstil
donde se fija.
Desde una dresina de inspeccin y montaje (MTW) dos operarios
realizan trabajos de finalizacin como la fijacin de uniones de
alimentacin, montaje de aisladores, sustitucin de piezas
defectuosas, montaje de los anclajes en puntos fijos y control de la
posicin del hilo de contacto. Estos trabajos pueden iniciarse en cuanto
la dresina con plataforma trabaja en el tercer campo.
Tras la finalizacin de los trabajos, puede medirse y registrarse la
posicin del nuevo hilo de contacto durante el camino de vuelta a la
estacin. Tras un corte de 3 horas la sustitucin del hilo de contacto ha
concluido y el tramo puede abrirse a la circulacin. En el caso de la
�renovacin de un tendido primero se desmonta el existente y despus
se monta el nuevo.
Se requieren un total de tres dresinas de montaje (MGW), con dos
operarios cada una, una mquina de instalacin y renovacin de
catenaria (FUM) con un operario, una dresina plataforma
autopropulsada (AW) con dos operarios y un vagn bobinador
autopropulsado (FWW). Cuando durante la sustitucin de los hilos y
cables tambin se sustituyen las mnsulas, sern necesarias dos
dresinas de construccin, mantenimiento y renovacin (MTW) y una
dresina de inspeccin y montaje (MGW). La primera dresina de
inspeccin y montaje se encarga de la puesta a tierra, del bloqueo de
los dispositivos de tensado as como del desmontaje de las pndolas,
uniones y anclajes. La segunda dresina desengancha el hilo de
contacto y el cable de sustentacin y retira las suspensiones en Y. La
tercera dresina y el vagn bobinador autopropulsado (FWW) desmonta
el hilo de contacto.
La mquina de construccin y renovacin de catenaria coloca
simultneamente el hilo de contacto y el cable sustentador. Desde la
dresina plataforma de 3 cuerpos stos se fijan en sus sujeciones. La
dresina de inspeccin y montaje siguiente coloca las mnsulas e
instala pndolas, fijaciones y conexiones elctricas. La segunda dresina
de montaje sita las suspensiones en Y y la alimentacin y ajusta los
dispositivos de tensado. Como en el caso de la sustitucin del hilo de
contacto, la posicin puede medirse y registrarse en el camino de
vuelta. Para el desmontaje de los hilos y cables se requieren unas tres
horas, para el montaje unas siete. Si se ajustan los trabajos de
desmontaje y montaje combinando los procesos, la va puede abrirse a
la circulacin tras slo unas 8,5 horas.
El trabajo profesional en equipo es decisivo para el xito, hacindose
necesarios especialistas con amplia experiencia en procesos
mecanizados. El equipo debe poder actuar de forma autosuficiente y
debe encargarse tambin de los suministros, la preparacin de las
intervenciones, la planificacin anual del parque de mquinas y su
disponibilidad, la preparacin de materiales, el acarreo de los detritos y
la organizacin de los viajes de traslado.
4 TECNOLOGA
Debido al aumento de la competencia entre las empresas de
transporte, las condiciones marco y los mercados de las
administraciones ferroviarias han cambiado profundamente.
La necesidad de limitar los costes exige el aprovechamiento de todo
el potencial de racionalizacin. Las estrategias de construccin y
conservacin se adaptan a las crecientes exigencias de seguridad en la
explotacin, la calidad, la fiabilidad y la disponibilidad de la catenaria,
sobre todo en lneas de alta velocidad o altas prestaciones. Las
�mquinas de construccin y renovacin de catenaria (FUM) y las
dresinas de inspeccin multifuncionales (MTW) dotadas de una
innovadora tecnologa de trabajo para la renovacin y la adaptacin de
instalaciones existentes a exigencias superiores y para la sustitucin del
hilo de contacto, logran importantes incrementos en la productividad.
En los mtodos de trabajo convencionales se trabajaba con
herramientas bsicas, un amplio equipo de trabajo y largos cortes de
va. Los procedimientos de trabajo modernos, con herramientas
especializadas, que pueden adaptarse a cualquier circunstancia,
permiten lograr productividades ptimas cumpliendo de manera fiable
los criterios de calidad y seguridad.
Para los nuevos tipos de catenaria sobre todo en lneas de nueva
construccin o lneas modernizadas integradas en la red transeuropea
proyectada por la CE- rigen nuevas exigencias con respecto a su diseo,
dimensionamiento y calidad, recogidas en diversas normas europeas en
con apoyo de las recomendaciones UIC. La velocidad proyectada del
tramo determina el tipo constructivo de la catenaria, siendo necesarias
altas tensiones de traccin, una elasticidad homognea y reducida
tolerancia a la posicin del hilo de contacto, en cambios de rasante y
fuerzas de tensado.
Adems, deben cumplirse las especificaciones para las fuerzas de
contacto entre los hilos de contacto y uno o varios pantgrafos.
5 PARAMETROS DE CONTROL
En lo que respecta a la catenaria, debe tomarse en cuenta lo
siguiente:
a) Las caractersticas geomtricas, elctricas y mecnicas, as como
los valores de tolerancias mximas y mnimas del voltaje nominal para
el diseo de la catenaria debern ser concordantes con los requisitos
establecidos en las normas internacionales aplicables.
b) La densidad de corriente no debe exceder de 4 A/mm2 en rgimen
constante y de 6 A/mm2 durante un periodo de 3 minutos.
c) La catenaria deber instalarse en forma poligonal, desplazndose
hacia cada lado de la lnea imaginaria que va paralela al eje de la va
frrea, para evitar el desgaste de la superficie de contacto del
pantgrafo en el mismo punto donde se produce el contacto.
d) La flexibilidad o rigidez vertical de la catenaria deber ser lo ms
homognea posible a lo largo de cada vano, para evitar que se
produzcan vibraciones de la lnea area.
e) La variacin de altura del hilo de contacto sobre la va, para
velocidades de hasta 100 km/h, se realizar con gradientes mximas de
5/1000 en los extremos y 10/1000 en el centro.
� f) En la catenaria, la distancia de aislamiento entre el hilo de contacto
y el glibo de material rodante ser de 200 milmetros como mnimo.
g) La catenaria deber subdividirse en sectores elctricos. Los
sectores
elctricos
poseern
un
aislamiento
intermedio
convenientemente localizado y dotado de llaves seccionadoras sin
carga, a fi n de permitir la deteccin de averas y tambin la
interrupcin de las secciones elctricas en casos de emergencia.
h) La catenaria a ser utilizada en tnel estar compuesta por uno o
ms hilos de contacto tensionados o barra rgida, y la seccin
conductora total deber ser igual a la seccin en va a cielo abierto. El
hilo de contacto ser fijado al techo del tnel por apoyos elsticos. Este
tipo de construccin deber permitir el mantenimiento de la catenaria
dentro del reducido espacio vertical reservado
La directiva UIC 793E Procedimiento para la instalacin mecanizada
de catenarias resume los diversos procedimientos empleados por los
ferrocarriles, sus criterios de calidad, los mtodos de comparacin y
evaluacin, los valores de referencia y la tecnologa de las mquinas.
Ofrece una ayuda en la toma de decisiones en cuanto a inversiones en
tecnologa, la correcta seleccin de procedimientos y maquinaria segn
las exigencias marcadas por la explotacin y segn las caractersticas
de la infraestructura. Los procedimientos estn estructurados segn el
tipo de trabajo dependiendo de si se trata de la sustitucin del hilo de
contacto, del hilo de contacto y del cable sustentador, la instalacin de
cableados de alimentacin o de retorno posibilitando as su valoracin.
Tradicionalmente la construccin, mantenimiento y renovacin de
catenaria se ha realizado mediante vagones adaptados y escaleras. En
este caso, los cables sustentadores y los hilos de contacto no son
guiados controladamente desde las bobinas y se montan con una
tensin indefinida. Tras la instalacin, se han de exceder los valores
nominales de traccin para su alineacin. Las mnsulas, las pndolas y
las conexiones elctricas slo pueden instalarse tras un reposo. El
elevado nmero de pasos necesarios a realizar, requiere una gran
cantidad de operarios y herramientas auxiliares. Debido a su carcter
manual y la exigente fsica requerida, este mtodo de trabajo demanda
una constante vigilancia y supervisin para cumplir con las normas de
seguridad establecidas.
En la dcada de los 80, los ferrocarriles estatales suecos (Banverket)
desarrollaron junto a Plasser & Theurer el primer sistema de
construccin y renovacin de catenaria (FUM). El tren de montaje de
Banverket, compuesto por dos unidades FUM y dos plataformas de
montaje mviles, retira en un nico ciclo de trabajo el hilo de contacto y
el cable sustentador y monta la catenaria nueva con la tensin nominal
correspondiente a cada tipo constructivo.
La meta de un procedimiento de trabajo continuo es la construccin o
renovacin de la lnea area y la sustitucin del hilo de contacto de una
manera rpida y econmica, adems de con la mayor calidad. La
�mquina para la construccin y renovacin de catenaria (FUM) es su
unidad central. La totalidad del proceso de instalacin se divide en
pasos repetitivos, optimizados individualmente. Los grupos de mquinas
sincronizadas se desplazan a reducidas distancias temporales y/o
espaciales.
Todos los grupos de mquinas en un tramo de post-tensado siguen el
mismo ritmo de trabajo, marcado por el avance continuo de 5 a 15 km/h
de la mquina de construccin durante el montaje. El ritmo de trabajo
de las dresinas de inspeccin y montaje est sincronizado durante el
desmontaje de las pndolas, conexiones de alimentacin, mnsulas de
atirantado etc., lo mismo que el de las mquinas encargadas del
montaje y la puesta en servicio de la catenaria nueva.
Durante el proceso de instalacin, las mnsulas se montan desde la
plataforma de trabajo de una FUM y las pndolas prefabricadas desde
las plataformas de montaje maniobrables separadamente. Al finalizar
los trabajos, en general los trenes pueden volver a circular a la
velocidad mxima permitida en el tramo.
6 EXPERIENCIAS
LNEA 1
Viaducto
elevado:
est
estructurales a manera de puente.
integrado
por
elementos
Superestructura de va: presenta rieles de 110 y 115 libras por
yarda de va doble en va principal y de 75 /libras/ yarda de va simple
en el patio taller, sobre durmiente monoblock de concreto pretensado y
fijacin elstica con aisladores y almohadillas. Como parte del proyecto,
se intervino la va frrea principal preexistente que presentaba corrosin
severa en diversos puntos del tramo comprendido entre la cola de va
de la estacin Villa El Salvador y la estacin Pumacahua
(aproximadamente 4,2 Km), en ambas vas: all se reemplazaron los
rieles, durmientes de concreto y sujeciones en ambas vas y se sane el
balasto contaminado.
Catenaria: la catenaria para alimentar en 1500 volts de corriente
continua a los trenes de va principal emplean dos cables de cobre de
120 mm2 y dos hilos de contacto de 100 mm2 . El sistema de
suspensin de la catenaria utiliza postes metlicos instalados en la parte
superior del viaducto.
LINEA 2
El suministro de la energa elctrica al tren est previsto a travs de
catenaria rgida.
Las vas de superficie y en los patios sern con catenaria tradicional.
� El proyecto de alimentacin elctrica de traccin de la lnea consiste
en 8 Sub-Estaciones Elctricas de Lnea, en total.
7 CONCLUSIONES
-
El tipo de lnea area de contacto a elegir para un sistema
ferroviario,
depende
de
mltiples
factores,
nivel
de
automatizacin, velocidad del sistema, limitaciones del contexto,
material rodante.
En Per actualmente tenemos en operacin la lnea 1 del metro
de Lima y Callao que opera con catenaria flexible.
La Lnea 2 actualmente en ejecucin, ser una lnea con sistema
alimentacin por catenaria rgida, debido a que la mayor parte del
recorrido del tren ser subterrneo, acomodndose mejor este
tipo de sistema de alimentacin.
Los proyectos debern cumplir con las directivas del
REGLAMENTO
NACIONAL
DEL
SISTEMA
ELCTRICO
DE
TRANSPORTE DE PASAJEROS EN VAS FRREAS QUE FORMEN
PARTE DEL SISTEMA FERROVIARIO NACIONAL
- DECRETO
SUPREMO N 039-2010-MTC adems de las condiciones
contractuales de la concesin.
8 REFERENCIAS
-
Montesinos Ortuo, Jesus / Carmona Surez, Manuel (2002),
Tecnologa de catenaria, ISBN 84-607-4015-3
Carmona Surez, Manuel / Montesinos Ortuo, Jesus (2013),
Sistemas de alimentacin a la traccin ferroviaria, ISBN 978-84615-9536-5
Kiessling / Puschmann / Schmieder / Vega (2008), Lneas de
contacto para ferrocarriles electrificados: Planificacin, Diseo,
Instalacin y Mantenimiento, ISBN 978-3-981274202
[Link]
dad/ficha_actualidad_00070.shtml
[Link]
[Link]
[Link]
REGLAMENTO
NACIONAL
DEL
SISTEMA
ELCTRICO
DE
TRANSPORTE DE PASAJEROS EN VAS FRREAS QUE FORMEN
PARTE DEL SISTEMA FERROVIARIO NACIONAL
- DECRETO
SUPREMO N 039-2010-MTC