También podría gustarte
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Herramientas de CorteDocumento9 páginasHerramientas de CorteJhonatan Velasquez CastellanosAún no hay calificaciones
- Bladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosDe EverandBladesmithing; Los 101 errores de la forja de cuchillos: Errores en la fabricación de cuchillos que arruinan tus cuchillos y cómo evitarlosAún no hay calificaciones
- Calibracion de Un Transmisor de NivelDocumento6 páginasCalibracion de Un Transmisor de NivelFausto TapiaAún no hay calificaciones
- Microcontroladores Pic IIDocumento29 páginasMicrocontroladores Pic IIromarioAún no hay calificaciones
- Pase Turistico PueblaDocumento1 páginaPase Turistico PueblaLorena CordovaAún no hay calificaciones
- Guia Analisis y Uso ResultadosDocumento4 páginasGuia Analisis y Uso ResultadosGabriel Hernández100% (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Cuadernillo Humano - Tecnologia 2 - 2t AlumnoDocumento22 páginasCuadernillo Humano - Tecnologia 2 - 2t Alumnoprofalilim100% (3)
- Resumen Segundo ParcialDocumento199 páginasResumen Segundo ParcialÁngel CamargoAún no hay calificaciones
- Clase de Fresado 2015 Taller Mecanico PDFDocumento95 páginasClase de Fresado 2015 Taller Mecanico PDFFabian RiquelmeAún no hay calificaciones
- Mapa Conceptual Introduccion ManufacturaDocumento1 páginaMapa Conceptual Introduccion Manufacturaaracely sierra soriaAún no hay calificaciones
- Informe Fresado IIDocumento56 páginasInforme Fresado IIAV100% (1)
- Procesos de Maquinado FresadoDocumento19 páginasProcesos de Maquinado FresadoDavid RomeroAún no hay calificaciones
- Metalmecanica 2do FresaDocumento14 páginasMetalmecanica 2do FresaGuillermo Pizarro MoralesAún no hay calificaciones
- MANUAL MAQ IND 2a P PDFDocumento90 páginasMANUAL MAQ IND 2a P PDFAlex Belmonte CAún no hay calificaciones
- Laboratorio de MaterialesDocumento6 páginasLaboratorio de Materialesbriannel0% (1)
- Describir Los Movimientos en El FresadoDocumento6 páginasDescribir Los Movimientos en El FresadoAlex AndrangoAún no hay calificaciones
- Fresado TecnicasDocumento20 páginasFresado TecnicasZalAún no hay calificaciones
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- Fresado de Piezas Pag 1-7Documento7 páginasFresado de Piezas Pag 1-7Ruddy Medina MamaniAún no hay calificaciones
- Trabajo Sobre FresadorasDocumento11 páginasTrabajo Sobre FresadorasDaniel AsuncionAún no hay calificaciones
- Fresado y Creación de EngraneDocumento24 páginasFresado y Creación de EngraneJoaquín Bernardo Barra CoñolefAún no hay calificaciones
- FresadoDocumento23 páginasFresadoyoel donato zavaletaAún no hay calificaciones
- Tecnología y Procesamientos de Los MaterialesDocumento6 páginasTecnología y Procesamientos de Los MaterialesStudent232Aún no hay calificaciones
- Maquinas Herramientas (Fresadoras)Documento14 páginasMaquinas Herramientas (Fresadoras)Zobeida VierasAún no hay calificaciones
- Afilado de Las FresasDocumento4 páginasAfilado de Las FresasDiego LunaAún no hay calificaciones
- Afilado de Las Herramientas de CorteDocumento21 páginasAfilado de Las Herramientas de Corteadrian uribeAún no hay calificaciones
- Apunte - 2.1.2-FresadoDocumento9 páginasApunte - 2.1.2-FresadoRoBelen VillarAún no hay calificaciones
- Curso Afilado de Herramientas Montepiedra 2012Documento222 páginasCurso Afilado de Herramientas Montepiedra 2012Mario J. Torres100% (1)
- FresadoraDocumento54 páginasFresadorahugoAún no hay calificaciones
- AfiladoDocumento7 páginasAfiladooscar felixAún no hay calificaciones
- Operaciones de FresadoraDocumento9 páginasOperaciones de FresadoraNoel BernalAún no hay calificaciones
- Qué Es Una FresadoraDocumento6 páginasQué Es Una FresadoraJaneth PerezAún no hay calificaciones
- Informe de FresadoDocumento7 páginasInforme de FresadoJuan David SuarezAún no hay calificaciones
- Unidad VII y VIIIDocumento23 páginasUnidad VII y VIIIAnthony GuillentAún no hay calificaciones
- Torno PDFDocumento7 páginasTorno PDFVictor FsAún no hay calificaciones
- Fresadora y Su DefinicionDocumento6 páginasFresadora y Su DefinicionFrancisco RequenaAún no hay calificaciones
- Fresadora PartesDocumento10 páginasFresadora PartesENRIQUE AREVALOAún no hay calificaciones
- Proceso Del Trabajo Al FresarDocumento3 páginasProceso Del Trabajo Al FresarJacob Ismael Avila ChucAún no hay calificaciones
- FresadorasDocumento2 páginasFresadorasJose Luis BritoAún no hay calificaciones
- Informe de FresadoraDocumento15 páginasInforme de FresadoraSaul LemaAún no hay calificaciones
- La FresadoraDocumento13 páginasLa FresadoraEduardobastoAún no hay calificaciones
- Afilado de Harramientas 4-008 Cap-3Documento22 páginasAfilado de Harramientas 4-008 Cap-3cescAún no hay calificaciones
- Teoria Del FresadoDocumento35 páginasTeoria Del FresadoAnibal DazaAún no hay calificaciones
- FRESADORADocumento12 páginasFRESADORAAnonymous Ag3ClnsF1UAún no hay calificaciones
- Procesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLDocumento53 páginasProcesos de Maquinado: Drc. Angel Rodríguez Soto Angel - Rodriguez@Pucv - CLdamian dloresAún no hay calificaciones
- Velasco Alex FRESADODocumento7 páginasVelasco Alex FRESADORenato CholangoAún no hay calificaciones
- Cuchillas para TornoDocumento8 páginasCuchillas para TornoEdison Tigmasa50% (2)
- 1234Documento5 páginas1234xanvelanAún no hay calificaciones
- Cuales Son Las Maquinas de Mecánica de ProduccionDocumento2 páginasCuales Son Las Maquinas de Mecánica de ProduccionwilderAún no hay calificaciones
- Fresa DoraDocumento21 páginasFresa DoraAli FigueroaAún no hay calificaciones
- Practica 2-FresadoDocumento8 páginasPractica 2-FresadoJafet garciaAún no hay calificaciones
- Herramientas Y Parámetros de Corte en CNCDocumento21 páginasHerramientas Y Parámetros de Corte en CNCAlberto Hai ReAún no hay calificaciones
- 2.4 - Procesos de Manufactura RigobertoDocumento20 páginas2.4 - Procesos de Manufactura RigobertoRIGOBERTO MARIN OVIEDOAún no hay calificaciones
- Ensayo Josue LunaDocumento9 páginasEnsayo Josue LunajohandrylopezluzardoAún no hay calificaciones
- Tipos de FresadosDocumento4 páginasTipos de FresadosgustavoAún no hay calificaciones
- CAPITULO 24 KalpakjianDocumento8 páginasCAPITULO 24 KalpakjianluciaAún no hay calificaciones
- FresadoraDocumento7 páginasFresadoraJuan DiazAún no hay calificaciones
- Cuestionario 2Documento5 páginasCuestionario 2booz70% (10)
- Variables Asociadas Al CorteDocumento16 páginasVariables Asociadas Al CorteRUBEN DARIO MENDOZA MEZAAún no hay calificaciones
- Sierra Mecánica - MandrinadoraDocumento35 páginasSierra Mecánica - MandrinadoraHannibal Rodrigo100% (3)
- Taladrado y EscariadoDocumento32 páginasTaladrado y EscariadoSebastian Stayle Moreno SolanoAún no hay calificaciones
- Guía 07 Fresado y Torneado ConvencionalDocumento9 páginasGuía 07 Fresado y Torneado ConvencionalJuan Carlos GomezAún no hay calificaciones
- Clase Fresado 34270Documento34 páginasClase Fresado 34270José Díaz CentenoAún no hay calificaciones
- Deber 4. - Monografía. Sensores y ControladoresDocumento57 páginasDeber 4. - Monografía. Sensores y ControladoresSixto Gerardo100% (1)
- Evaluación de Destrezas 1er Quimestre 4º B 2012-2013Documento8 páginasEvaluación de Destrezas 1er Quimestre 4º B 2012-2013Sixto GerardoAún no hay calificaciones
- Matemática Recreativa, Acertijos y Relaciones FamiliaresDocumento12 páginasMatemática Recreativa, Acertijos y Relaciones FamiliaresSixto GerardoAún no hay calificaciones
- La Propuesta VeronicaDocumento27 páginasLa Propuesta VeronicaSixto GerardoAún no hay calificaciones
- Adivinanzas de ParentescoDocumento7 páginasAdivinanzas de ParentescoSixto GerardoAún no hay calificaciones
- Planificaciones Diarias de Septimo (3era Unidad)Documento19 páginasPlanificaciones Diarias de Septimo (3era Unidad)Sixto Gerardo0% (1)
- Día de La Bandera y Batalla de TarquiDocumento19 páginasDía de La Bandera y Batalla de TarquiSixto Gerardo100% (1)
- 1er Parcial Virtual HidráulicaDocumento4 páginas1er Parcial Virtual HidráulicaDaniel L LopezAún no hay calificaciones
- Referentes Temáticos Componente Ciencia Tecnologia Y SociedadDocumento4 páginasReferentes Temáticos Componente Ciencia Tecnologia Y SociedadKaren Sofía Ardila PabónAún no hay calificaciones
- .MX Camaras Con Sensor de MovimientoDocumento1 página.MX Camaras Con Sensor de MovimientoanaAún no hay calificaciones
- 5 Proceso Limites Factores Elementos PDFDocumento18 páginas5 Proceso Limites Factores Elementos PDFmayk50% (2)
- 1 - Guia - VPN - Conexion RemotaDocumento12 páginas1 - Guia - VPN - Conexion Remotaciroga260288Aún no hay calificaciones
- 1ESO Mate Unidad 5 SolucionDocumento5 páginas1ESO Mate Unidad 5 SolucionOKK7Aún no hay calificaciones
- Informe de ExcelDocumento6 páginasInforme de ExcelBrayan QuingaAún no hay calificaciones
- Spe 153806 Vapor Generado Por Energia SolarDocumento9 páginasSpe 153806 Vapor Generado Por Energia SolarEvelynQuinteroAún no hay calificaciones
- Informe Socialización RutasDocumento5 páginasInforme Socialización RutasVanessa Carchi0% (1)
- Matriz FodaDocumento7 páginasMatriz FodaWILMER FERMIN CASTILLO MARQUEZAún no hay calificaciones
- If902ami2022 2Documento9 páginasIf902ami2022 2Yolanda PerezAún no hay calificaciones
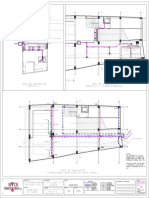
- Estándares para La Elaboración de Planos de SeguridadDocumento1 páginaEstándares para La Elaboración de Planos de SeguridadJairo VeraAún no hay calificaciones
- CaratulaDocumento1 páginaCaratulaMiguel Granda HerreraAún no hay calificaciones
- Red de Desagues Sotano y Colectores P1 - 06Documento1 páginaRed de Desagues Sotano y Colectores P1 - 06deiris ortiz ojedaAún no hay calificaciones
- TDR TercerosDocumento5 páginasTDR TerceroschristianAún no hay calificaciones
- Pasaje 6433289Documento1 páginaPasaje 6433289LOREANGIE RENDONAún no hay calificaciones
- Examen FinalDocumento1 páginaExamen FinalYoe Guer100% (1)
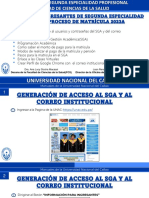
- Manual para Ingresantes de Segunda Especialidad - 2023aDocumento26 páginasManual para Ingresantes de Segunda Especialidad - 2023acintyaAún no hay calificaciones
- Documentacion CaffenioDocumento29 páginasDocumentacion CaffenioJavier Angulo GonzalezAún no hay calificaciones
- Proyecto ParticipacionDocumento9 páginasProyecto ParticipacionElisa RuizAún no hay calificaciones
- Guía para La Elaboracióndel Perfil Del Proyecto de Grado y Trabajo DirigidoDocumento17 páginasGuía para La Elaboracióndel Perfil Del Proyecto de Grado y Trabajo DirigidoTerraz VeraAún no hay calificaciones
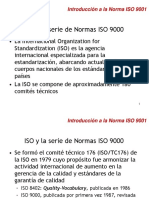
- ISO y La Serie de Normas ISO 9000Documento53 páginasISO y La Serie de Normas ISO 9000Danyboy MagneAún no hay calificaciones
- Proyecto Escolar 10°-Semana 1Documento3 páginasProyecto Escolar 10°-Semana 1Belisario TanguilaAún no hay calificaciones
- Cotizacion-Igevolco 3Documento2 páginasCotizacion-Igevolco 3Almacen UsaquenAún no hay calificaciones