También podría gustarte
- Aws D1.2 2014MDocumento1 páginaAws D1.2 2014MIngenius TeamAún no hay calificaciones
- AWS D1.1 2015 EspañolDocumento648 páginasAWS D1.1 2015 EspañolCarlos RamirezAún no hay calificaciones
- Examen para Cwi (Pasado Completo)Documento9 páginasExamen para Cwi (Pasado Completo)GNPeruAún no hay calificaciones
- Curso Basico para Formar A Un Inspector de Soldadura CwiDocumento99 páginasCurso Basico para Formar A Un Inspector de Soldadura CwiHannibal J-s100% (4)
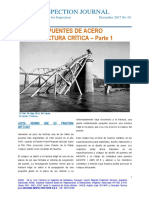
- Fractura Critica Puentes de Acero Boletin Inspection JournalDocumento5 páginasFractura Critica Puentes de Acero Boletin Inspection Journaljesus100% (3)
- Aws A2!4!2012 Espanol Simbologia de SoldaduraDocumento158 páginasAws A2!4!2012 Espanol Simbologia de SoldaduraEDGARD DAVID PEREIRA ROCHAAún no hay calificaciones
- Traduccion ASTM A36 08Documento4 páginasTraduccion ASTM A36 08esaravia100% (1)
- Practica de Api-1104Documento17 páginasPractica de Api-1104Maria Medina100% (2)
- Aws A2 4 2012 Simbolos Estandares para Soldadura Soldadura Fuerte y Examinacion No Destructiva PDFDocumento151 páginasAws A2 4 2012 Simbolos Estandares para Soldadura Soldadura Fuerte y Examinacion No Destructiva PDFDiego Andres Rebolledo Araya100% (1)
- AWS QC1 2007 SpanishDocumento24 páginasAWS QC1 2007 Spanishjuan bazalar100% (1)
- AWS D1.5 - Curso PDFDocumento86 páginasAWS D1.5 - Curso PDFAbel Valderrama Perez93% (14)
- Primer Simulacro Corregido FinalDocumento17 páginasPrimer Simulacro Corregido FinalNicholas Smith0% (1)
- D1.1 2015 Spa PV PDFDocumento25 páginasD1.1 2015 Spa PV PDFc.brusco0% (1)
- Tipos de SoldaduraDocumento29 páginasTipos de SoldaduraChucho Glez100% (1)
- Respuestas Guía de Ejercicios AlcoholesDocumento3 páginasRespuestas Guía de Ejercicios AlcoholesIvania Carolina Broca Bermudez100% (1)
- Memoria Sanitarias PiscinaDocumento6 páginasMemoria Sanitarias PiscinaJacs Alex100% (1)
- Tareas Fenomenos1Documento19 páginasTareas Fenomenos1Lin Leon100% (1)
- AWS B1.11 Inspección Visual de SoldadurasDocumento44 páginasAWS B1.11 Inspección Visual de SoldadurasEdson Araga91% (11)
- Orificios de AccesoDocumento2 páginasOrificios de AccesoLenin Cardoso100% (1)
- AWS QC1 Espanol PDFDocumento34 páginasAWS QC1 Espanol PDFcheito1981100% (1)
- Temario Clinica Aws D11-2015 PDFDocumento15 páginasTemario Clinica Aws D11-2015 PDFjavierAún no hay calificaciones
- AWS QC1 EspañolDocumento34 páginasAWS QC1 Españolalefeli26100% (2)
- Guia de Inspección AWS B1.1Documento18 páginasGuia de Inspección AWS B1.1Holger Paredes0% (1)
- AWS B1 11 2000 Espanol PDFDocumento8 páginasAWS B1 11 2000 Espanol PDFSantiago Cuichán Velasco50% (2)
- Curso Inspector de Soldadura Cwi Aws d1.1Documento7 páginasCurso Inspector de Soldadura Cwi Aws d1.1FRBM2Aún no hay calificaciones
- AWS 5.1.en - EsDocumento55 páginasAWS 5.1.en - EsKAREN YAEL MIRANDA100% (2)
- AWS D1.5 (2010) EspanolDocumento528 páginasAWS D1.5 (2010) EspanolHector Quintana100% (1)
- Inspector de Soldadura Especialista (Wis) ExamenDocumento11 páginasInspector de Soldadura Especialista (Wis) ExamenMaldonado Carlos100% (1)
- Wps Segun d1.1 Aws 2020 em EspañolDocumento36 páginasWps Segun d1.1 Aws 2020 em EspañolDaniel Ricardo Quintero Suavita100% (2)
- Inspeccion Visual Segun AwsDocumento11 páginasInspeccion Visual Segun AwsAntony Bolivar Rodriguez100% (1)
- Especificación para La Calificación de Inspectores de SoldaduraDocumento25 páginasEspecificación para La Calificación de Inspectores de SoldaduraAntonySamirChuicaVega100% (1)
- Cap 12 .1 - 12.10 - Fractura Critica - Aws D1.5Documento15 páginasCap 12 .1 - 12.10 - Fractura Critica - Aws D1.5marcoedgAún no hay calificaciones
- Astm F1554 PDFDocumento1 páginaAstm F1554 PDFORIOL DEVOTOAún no hay calificaciones
- AWS B1.11M Guía para La Examinación Visual de Soldaduras (Ver.01)Documento95 páginasAWS B1.11M Guía para La Examinación Visual de Soldaduras (Ver.01)Bryan LoaizaAún no hay calificaciones
- AwsDocumento7 páginasAwsWilson Ramirez ZuniniAún no hay calificaciones
- Aws D1.5Documento494 páginasAws D1.5jorgetovargonzalez82% (17)
- AWS A2.4-2012 Simbolos y Estandares para SoldaduraDocumento151 páginasAWS A2.4-2012 Simbolos y Estandares para SoldaduraDieter Huaman ToscanoAún no hay calificaciones
- Curso Aws Cwi PDFDocumento10 páginasCurso Aws Cwi PDFEdwin QuirozAún no hay calificaciones
- Tolerancia de Vigas PDFDocumento10 páginasTolerancia de Vigas PDFRober Moises Chumbe SoveroAún no hay calificaciones
- Tacoma en EsDocumento17 páginasTacoma en EsJhon OrjuelaAún no hay calificaciones
- Trabajo de TriaDocumento20 páginasTrabajo de TriaLuis FloresAún no hay calificaciones
- Comportamiento y Diseño de Estructuras de AceroDocumento12 páginasComportamiento y Diseño de Estructuras de Acerojuan carlos jimenezAún no hay calificaciones
- California 1994Documento7 páginasCalifornia 1994John MartinezAún no hay calificaciones
- Análisis, Diseño y Evaluación Sísmica de Pórticos Especiales de Acero Resistentes A Momento (PEARM) A Base de Planchas SoldadasDocumento9 páginasAnálisis, Diseño y Evaluación Sísmica de Pórticos Especiales de Acero Resistentes A Momento (PEARM) A Base de Planchas SoldadasAdriana PeñaAún no hay calificaciones
- Diagramas de Fuerzas Internas en VigasDocumento6 páginasDiagramas de Fuerzas Internas en VigasNick Ramos ChavezAún no hay calificaciones
- Asvp 20112005464 Ec1 T4Documento11 páginasAsvp 20112005464 Ec1 T4Ashly VelásquezAún no hay calificaciones
- Viga Simplemente ArmadaDocumento14 páginasViga Simplemente ArmadaDennys Cevallos100% (1)
- Viga Simplemente Armada PDFDocumento14 páginasViga Simplemente Armada PDFDennys CevallosAún no hay calificaciones
- Puentes Imprimir Informe 1Documento18 páginasPuentes Imprimir Informe 1Cristian Gonzáles OlórteguiAún no hay calificaciones
- NCH 203Documento6 páginasNCH 203Gerson Zambrano CoñaAún no hay calificaciones
- Pregunta 1Documento20 páginasPregunta 1Oscar Reluz MuroAún no hay calificaciones
- Tarea N°1 - Comportamiento Del Concreto Armado - ResumenesDocumento4 páginasTarea N°1 - Comportamiento Del Concreto Armado - ResumenesjoruizeAún no hay calificaciones
- II Conexiones PrecalificadasDocumento18 páginasII Conexiones PrecalificadasvenezuelanAún no hay calificaciones
- 4 Las Fallas Estructurales en El Concreto PDFDocumento6 páginas4 Las Fallas Estructurales en El Concreto PDFRonald Millán GonzalesAún no hay calificaciones
- Análisis de Falla de La SoldaduraDocumento8 páginasAnálisis de Falla de La SoldaduraJarhim Pahua LeyvaAún no hay calificaciones
- Estructuras de Acero (HUESO de PERRO)Documento14 páginasEstructuras de Acero (HUESO de PERRO)Wilmar RØdriguezAún no hay calificaciones
- Conecciones MetalicasDocumento4 páginasConecciones MetalicasDidier SittonAún no hay calificaciones
- PuenteDocumento6 páginasPuenteDeiby Raul Castillo OrtizAún no hay calificaciones
- Investigación Del Colapso Del Puente ChirajaraDocumento3 páginasInvestigación Del Colapso Del Puente Chirajaraangelica maria moreno cacaisAún no hay calificaciones
- Ensayo SpaceDocumento3 páginasEnsayo SpaceAndres Andres Barreto MorenoAún no hay calificaciones
- S05.02 - Material de ClaseDocumento22 páginasS05.02 - Material de ClaseYeltsin Huatangari AlarconAún no hay calificaciones
- S05.02 - Material de ClaseDocumento22 páginasS05.02 - Material de ClaseYeltsin Huatangari AlarconAún no hay calificaciones
- Sf-Pets-030 Trabajos de Corte y TermofusionDocumento5 páginasSf-Pets-030 Trabajos de Corte y TermofusionDaniela Angelica Ali BellidoAún no hay calificaciones
- HIDROXICLOROQUINADocumento5 páginasHIDROXICLOROQUINAMARIA JOSE AQUIMA HUAYPUNAAún no hay calificaciones
- Calentador Junker WR11-16Documento20 páginasCalentador Junker WR11-16xpradoAún no hay calificaciones
- Proceso de GalvanizadoDocumento9 páginasProceso de GalvanizadoFer VazquezAún no hay calificaciones
- Energia Osmotica Amb PDFDocumento1 páginaEnergia Osmotica Amb PDFAdrian Jahir GarciaAún no hay calificaciones
- Estudio Hid. de Fuentes de AguaDocumento16 páginasEstudio Hid. de Fuentes de AguaRiv KonAún no hay calificaciones
- Electroforesis Tema 6Documento5 páginasElectroforesis Tema 6Ruben Larico LopezAún no hay calificaciones
- 2 HibridaciónDocumento5 páginas2 HibridaciónLUIS ANÍBAL PASTRANA RODRIGUEZAún no hay calificaciones
- BAC - VXC CondensadoresDocumento49 páginasBAC - VXC CondensadoresLuis Alejandro VásquezAún no hay calificaciones
- Determinacion GravimetricaDocumento2 páginasDeterminacion GravimetricaRebecca Russell0% (1)
- Cera Liquida CaseraDocumento5 páginasCera Liquida CaseraKasandra Vasquez Suncion100% (1)
- nutriNewsLATAM Tabla Microminerales LATAMDocumento8 páginasnutriNewsLATAM Tabla Microminerales LATAMG_ASantosAún no hay calificaciones
- EX - Adm - UNI 2022-2 - FyQDocumento10 páginasEX - Adm - UNI 2022-2 - FyQJhordanAún no hay calificaciones
- QID Tarea 5 - Acido BaseDocumento4 páginasQID Tarea 5 - Acido Basecarlos landero marinAún no hay calificaciones
- Reacciones Tanteo Y Redox: Metal No Metal Hidrogeno OxigenoDocumento5 páginasReacciones Tanteo Y Redox: Metal No Metal Hidrogeno Oxigenolenin ticona aceroAún no hay calificaciones
- TPI Trabajo FinalDocumento11 páginasTPI Trabajo FinalMaría Eugenia OlivaresAún no hay calificaciones
- Tarea Semana 4 - Versión 2Documento3 páginasTarea Semana 4 - Versión 2Victor Juica AstudilloAún no hay calificaciones
- Fundo PacanDocumento5 páginasFundo PacanMiguel VD100% (1)
- 3 Produccion de PolimerosDocumento15 páginas3 Produccion de PolimerosluizAún no hay calificaciones
- Fundamentos de La IngenieriaDocumento59 páginasFundamentos de La IngenieriaAdriel MezaAún no hay calificaciones
- Diapositivas Del AceroDocumento36 páginasDiapositivas Del AceroAlex CartagenaAún no hay calificaciones
- Flotación SmeDocumento47 páginasFlotación SmeYesi Ceballos100% (2)
- Informe 6 MicroDocumento11 páginasInforme 6 MicroAnonymous T0P6mtGAún no hay calificaciones
- Msds 381Documento4 páginasMsds 381Vanessa Hernandez100% (1)
- Características de Secado Por Microondas Al Vacío de Pimiento VerdeDocumento8 páginasCaracterísticas de Secado Por Microondas Al Vacío de Pimiento VerdeAnonymous zePiddZI4Aún no hay calificaciones
- Práctica 3Documento16 páginasPráctica 3Citlalli Arcadia OrozcoAún no hay calificaciones
- Cera de Polietileno PDFDocumento1 páginaCera de Polietileno PDFrubinsradioAún no hay calificaciones