También podría gustarte
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Especificación para La Calificación de Inspectores de SoldaduraDocumento25 páginasEspecificación para La Calificación de Inspectores de SoldaduraAntonySamirChuicaVega100% (1)
- Guia de Inspección AWS B1.1Documento18 páginasGuia de Inspección AWS B1.1Holger Paredes0% (1)
- AWS B1.11 2000 EspañolDocumento8 páginasAWS B1.11 2000 EspañolKeiser8950% (4)
- AWS B1.11:2000 Guía inspección visual soldadurasDocumento8 páginasAWS B1.11:2000 Guía inspección visual soldadurasSantiago Cuichán Velasco50% (2)
- Guía para La Inspección Visual de SoldadurasDocumento38 páginasGuía para La Inspección Visual de SoldadurasAndrés Hernández100% (1)
- Métodos de examen ultrasónico para materiales y fabricaciónDocumento14 páginasMétodos de examen ultrasónico para materiales y fabricaciónMarco Bacian100% (4)
- Aws QC1 2007. en Español PDFDocumento24 páginasAws QC1 2007. en Español PDFmasv792512100% (1)
- Puentes Aws D1.5Documento8 páginasPuentes Aws D1.5HM Innovametal100% (2)
- AWS QC1 EspañolDocumento34 páginasAWS QC1 Españolalefeli26100% (2)
- Aws D1.8Documento5 páginasAws D1.8franciscoriveraing100% (1)
- Generalidades de Inspector CWIDocumento366 páginasGeneralidades de Inspector CWIJair Gonzalez100% (1)
- Practica de Api-1104Documento17 páginasPractica de Api-1104Maria Medina100% (2)
- ExamenTecnologia de Soldadura de InspeccionDocumento68 páginasExamenTecnologia de Soldadura de InspeccionOrlando Delgado Huamali0% (1)
- Aws B1.11-2000Documento46 páginasAws B1.11-2000Hernan Coba100% (4)
- Manual Galgas 1Documento56 páginasManual Galgas 1Jorge Vera Alvarado100% (2)
- AWS B5.1-2003 EspañolDocumento18 páginasAWS B5.1-2003 EspañolInataly100% (10)
- AWS QC1 2007 SpanishDocumento24 páginasAWS QC1 2007 Spanishjuan bazalar100% (1)
- Curvas DacDocumento2 páginasCurvas DacWilfredo Neri100% (4)
- Símbolos Estándares para Soldadura, Soldadura Fuerte y Examinación No DestructivaDocumento158 páginasSímbolos Estándares para Soldadura, Soldadura Fuerte y Examinación No DestructivaMARIO SALVATORE SANDOVAL PAIPAY100% (2)
- Wps Segun d1.1 Aws 2020 em EspañolDocumento36 páginasWps Segun d1.1 Aws 2020 em EspañolDaniel Ricardo Quintero Suavita100% (2)
- Asme Sec V Articulo 9 VTDocumento3 páginasAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- AWS B1.11M Guía para La Examinación Visual de Soldaduras (Ver.01)Documento95 páginasAWS B1.11M Guía para La Examinación Visual de Soldaduras (Ver.01)Bryan LoaizaAún no hay calificaciones
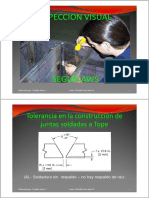
- Soldadura tolerancias inspección visualDocumento11 páginasSoldadura tolerancias inspección visualAntony Bolivar RodriguezAún no hay calificaciones
- PRO-PINS-04 Calificación y Certificación de Personal de PNDDocumento12 páginasPRO-PINS-04 Calificación y Certificación de Personal de PNDEspecialista AICO100% (2)
- INSPECCION VISUAL VT NIVEL I y II ALFONSO R. GARCIA CUETO PDFDocumento200 páginasINSPECCION VISUAL VT NIVEL I y II ALFONSO R. GARCIA CUETO PDFHenry Matos100% (2)
- Astm 435Documento3 páginasAstm 435Pablo Gonzalez0% (1)
- Presentacion API 1104 2016 9qDocumento86 páginasPresentacion API 1104 2016 9qCarlosEduardoAláMamani100% (4)
- ASME Sección VDocumento8 páginasASME Sección VWalter Rodriguez100% (3)
- AWS A2.4-2012 Simbolos y Estandares para SoldaduraDocumento151 páginasAWS A2.4-2012 Simbolos y Estandares para SoldaduraDieter Huaman ToscanoAún no hay calificaciones
- Tecnologia de Inspección de Soldadura PDFDocumento377 páginasTecnologia de Inspección de Soldadura PDFAlejandroDionisio89% (9)
- Catalogo CWI PDFDocumento23 páginasCatalogo CWI PDFYhony Cori0% (1)
- Norma Aws D1.3Documento34 páginasNorma Aws D1.3Alejandro Garcés100% (1)
- Astm E165-02Documento16 páginasAstm E165-02Ivan Bautista Fuentes100% (8)
- Modulo 5Documento69 páginasModulo 5Ivan Sevillano0% (1)
- AWS QC1 Espanol PDFDocumento34 páginasAWS QC1 Espanol PDFcheito1981100% (1)
- Metodologia - Clinica Aws D1Documento94 páginasMetodologia - Clinica Aws D1koyiatAún no hay calificaciones
- Asme Sec V Art VDocumento13 páginasAsme Sec V Art Vcristhian alcocerAún no hay calificaciones
- Curso Inspeccion VisualDocumento175 páginasCurso Inspeccion VisualSamuel100% (6)
- AWS Inspección PDFDocumento366 páginasAWS Inspección PDFNicholas Smith100% (14)
- Criterio de Aceptacion Segun AWS D1.1Documento5 páginasCriterio de Aceptacion Segun AWS D1.1jhon_2012100% (7)
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Aws b111 Inspeccion Visual de SoldadurasDocumento44 páginasAws b111 Inspeccion Visual de SoldadurasharimotoAún no hay calificaciones
- Aws b111 Inspeccion Visual de SoldadurasDocumento44 páginasAws b111 Inspeccion Visual de SoldadurasCarlos AmaroAún no hay calificaciones
- Imende-Manejo e Interpretacion de Codigos Normas y Especificaciones para Equipos Estructuras y Tuberias SoldadasDocumento54 páginasImende-Manejo e Interpretacion de Codigos Normas y Especificaciones para Equipos Estructuras y Tuberias Soldadasarturo cahuiche100% (1)
- Vista 120Documento30 páginasVista 120Grupo FolkloricoAún no hay calificaciones
- SF6+ Manual de InstruccionesDocumento82 páginasSF6+ Manual de InstruccionesAlvaro G R MelgarAún no hay calificaciones
- Api467836 EsDocumento56 páginasApi467836 EsSergio SosaAún no hay calificaciones
- Bombas Goulds MaintenanceDocumento156 páginasBombas Goulds MaintenancerobertoAún no hay calificaciones
- Compresor Atlas Copco Ga-45 PDFDocumento106 páginasCompresor Atlas Copco Ga-45 PDFAnonymous YmXY1bc100% (2)
- IOM 3700 EspañolDocumento124 páginasIOM 3700 EspañolMiguel Ignacio YarangaAún no hay calificaciones
- PreviewDocumento20 páginasPreviewJAVIER GUERREROAún no hay calificaciones
- Inspección de Tuberías API 570Documento72 páginasInspección de Tuberías API 570johnrojas9Aún no hay calificaciones
- ETG - 1015 (Endesa) PDFDocumento88 páginasETG - 1015 (Endesa) PDFMiguel Angel Umanzor OlivasAún no hay calificaciones
- MA OPTIFLUX5000SW Es 210607 4001048903 R05Documento40 páginasMA OPTIFLUX5000SW Es 210607 4001048903 R05Brian ZerboAún no hay calificaciones
- IOM Iframe3196 Es LADocumento166 páginasIOM Iframe3196 Es LALuis Ramón Argüello RealAún no hay calificaciones
- GX7 GX11 Manuel en EspañolDocumento82 páginasGX7 GX11 Manuel en EspañolArmando Martí ZambranoAún no hay calificaciones
- Instrucciones de Servicio: Prewatcher OfflineDocumento745 páginasInstrucciones de Servicio: Prewatcher OfflineAlbertico RojaAún no hay calificaciones
- Rieles de Ferrocarril PDFDocumento15 páginasRieles de Ferrocarril PDFgegegegAún no hay calificaciones
- Aire Proyectos Del GolfoDocumento37 páginasAire Proyectos Del GolfoEdson AragaAún no hay calificaciones
- Reporte de Diagnostico Predictivo A Motor EléctricoDocumento5 páginasReporte de Diagnostico Predictivo A Motor EléctricoEdson AragaAún no hay calificaciones
- Metalurgia de La Soldadura 2Documento171 páginasMetalurgia de La Soldadura 2neripe98% (54)
- Curso Api 574 PDFDocumento132 páginasCurso Api 574 PDFscofiel1100% (2)
- Norma ISO 10816Documento2 páginasNorma ISO 10816Edson AragaAún no hay calificaciones
- Segurid. Radiol. - 1 Español PDFDocumento59 páginasSegurid. Radiol. - 1 Español PDFEdson AragaAún no hay calificaciones
- Discontinuidades en Metal Base y SoldaduraDocumento26 páginasDiscontinuidades en Metal Base y SoldaduraLeo RíosAún no hay calificaciones
- Liquidos Penetrantes Nivel II ExamenDocumento16 páginasLiquidos Penetrantes Nivel II Examenmlmod75% (8)
- Liquidos Penetrantes Nivel II ExamenDocumento16 páginasLiquidos Penetrantes Nivel II Examenmlmod75% (8)
- 10AlcancedelServicioIMDBloqueMisinRev0 7451189Documento13 páginas10AlcancedelServicioIMDBloqueMisinRev0 7451189Edson AragaAún no hay calificaciones
- Tecnologia de Inspección de Soldadura PDFDocumento377 páginasTecnologia de Inspección de Soldadura PDFAlejandroDionisio89% (9)
- Norma ISO 10816Documento2 páginasNorma ISO 10816Edson AragaAún no hay calificaciones
- Segurid. Radiol. - 1 Español PDFDocumento59 páginasSegurid. Radiol. - 1 Español PDFEdson AragaAún no hay calificaciones
- Segurid. Radiol. - 1 Español PDFDocumento59 páginasSegurid. Radiol. - 1 Español PDFEdson AragaAún no hay calificaciones
- Diagrama de LiquidosDocumento1 páginaDiagrama de LiquidosEdson AragaAún no hay calificaciones
- Norma ASTM-E-165-95 Liquidos PenetrantesDocumento12 páginasNorma ASTM-E-165-95 Liquidos PenetrantesOscar DuranAún no hay calificaciones
- Manual DM5E Ok PDFDocumento67 páginasManual DM5E Ok PDFRocio Marina Calle ArganiAún no hay calificaciones
- Diseño PrototipoDocumento150 páginasDiseño PrototipoEdson AragaAún no hay calificaciones
- Termopar - Tipos y AplicacionesDocumento5 páginasTermopar - Tipos y AplicacionesEdson AragaAún no hay calificaciones
- Diseño PrototipoDocumento150 páginasDiseño PrototipoEdson AragaAún no hay calificaciones
- TABLAS DE CHARLOTTE DDocumento6 páginasTABLAS DE CHARLOTTE DDavid Ricardo Santos Canqui100% (12)
- Sensores RTDDocumento18 páginasSensores RTDJorge Martinez Gómez91% (11)
- Impacto tribología costos manufactura medio ambienteDocumento80 páginasImpacto tribología costos manufactura medio ambienteEdson AragaAún no hay calificaciones
- EmocionalDocumento17 páginasEmocionalEdson AragaAún no hay calificaciones
- Job EnrichtmentDocumento11 páginasJob EnrichtmentEdson AragaAún no hay calificaciones
- Teoría de Las 3 NecesidadesDocumento14 páginasTeoría de Las 3 NecesidadesEdson AragaAún no hay calificaciones
- Calidad en La Vida Laboral 1Documento25 páginasCalidad en La Vida Laboral 1Edson AragaAún no hay calificaciones
- Protocolo Procedimiento de Seguridad en Un Torno CNCDocumento3 páginasProtocolo Procedimiento de Seguridad en Un Torno CNCEdson Araga100% (1)
- Problemas MASDocumento9 páginasProblemas MASEdson AragaAún no hay calificaciones
- Guión para Reportaje de Realización Audiovisual IDocumento2 páginasGuión para Reportaje de Realización Audiovisual INicolásGuerreroRobayo67% (3)
- Servicio Nacional de Aprendizaje Sena Sistema Integrado de Gestión Y Autocontrol Estructura Funcional de La OcupaciónDocumento26 páginasServicio Nacional de Aprendizaje Sena Sistema Integrado de Gestión Y Autocontrol Estructura Funcional de La OcupaciónSantiago Bonilla RiveraAún no hay calificaciones
- Oficio NancyDocumento5 páginasOficio NancyRoy Perez CantoAún no hay calificaciones
- Unidad de transmisión T20-25AP/SP/SPBDocumento296 páginasUnidad de transmisión T20-25AP/SP/SPBRicardoAún no hay calificaciones
- Estequiometria de Una ReaccionDocumento2 páginasEstequiometria de Una ReaccionperesAún no hay calificaciones
- Usos y Aplicaciones de AminasDocumento8 páginasUsos y Aplicaciones de AminasIsa Berrones100% (1)
- Informe 5 - PorosidadDocumento9 páginasInforme 5 - PorosidadEdwin Cirilo ChaucaAún no hay calificaciones
- MEDIDASnDEnPESOnYnVOLUMENnnCONVERSIONESn 585f356024ca41aDocumento4 páginasMEDIDASnDEnPESOnYnVOLUMENnnCONVERSIONESn 585f356024ca41aKevinCifuentes100% (1)
- Resume NNDocumento23 páginasResume NNYonatan Apal JimenezAún no hay calificaciones
- QMC 200 ProyectoDocumento6 páginasQMC 200 ProyectoJhonatan DelgadoAún no hay calificaciones
- Abraza Tu Poder InformeDocumento12 páginasAbraza Tu Poder InformeGregorio InesAún no hay calificaciones
- Exploracion TaludesDocumento14 páginasExploracion TaludesRosa Elideth Aulis GarciaAún no hay calificaciones
- SOCIOLOGIADocumento15 páginasSOCIOLOGIAluisAún no hay calificaciones
- Monografía Herramientas paraDocumento5 páginasMonografía Herramientas paraWerner PachecoAún no hay calificaciones
- Campos de Fuerza. Campos de Batalla Pierre Bourdieu.Documento8 páginasCampos de Fuerza. Campos de Batalla Pierre Bourdieu.Luis Fernando Almario AlmarioAún no hay calificaciones
- Continental TesisDocumento191 páginasContinental TesisAnthony FloresAún no hay calificaciones
- Atencion Primaria de SaludDocumento7 páginasAtencion Primaria de SaludGraciela Estrada PortocarreroAún no hay calificaciones
- Aislamiento - Prueba 794ACDocumento9 páginasAislamiento - Prueba 794ACnicolasAún no hay calificaciones
- Hge3 U6 Sesion 03Documento5 páginasHge3 U6 Sesion 03Nayely MamaniAún no hay calificaciones
- DiseñoOrificioPlacaDocumento5 páginasDiseñoOrificioPlacaGudo TajaloAún no hay calificaciones
- Medición de La Viscosidad Práctica # 1Documento14 páginasMedición de La Viscosidad Práctica # 1Eliana Cabrales VelasquezAún no hay calificaciones
- Actividad4 Procesoindustriale CHDocumento16 páginasActividad4 Procesoindustriale CHAlfredo CoronadoAún no hay calificaciones
- Investigacion de MercadosDocumento8 páginasInvestigacion de MercadosmasacoAún no hay calificaciones
- SP FICHA-AmarokDocumento4 páginasSP FICHA-AmarokRaul BandaAún no hay calificaciones
- Iiee-Metrados - (20.12.2021) Rev 01Documento4 páginasIiee-Metrados - (20.12.2021) Rev 01Christiano RodriguezAún no hay calificaciones
- A#14DRHDocumento2 páginasA#14DRHDavidR'hAún no hay calificaciones
- Filosofía Ética Latinoaméricana VDocumento168 páginasFilosofía Ética Latinoaméricana Vapi-3706182100% (1)
- Minerales ópticosDocumento13 páginasMinerales ópticosyaku1618100% (1)
- Medicacion IntraconductoDocumento9 páginasMedicacion IntraconductoRuben CopajaAún no hay calificaciones
- Diseño de Pavimentos - SubrasanteDocumento9 páginasDiseño de Pavimentos - SubrasanteBe StevenAún no hay calificaciones