También podría gustarte
- MID 136. Codigo Averias EBS PDFDocumento36 páginasMID 136. Codigo Averias EBS PDFFrank Ricaldi94% (64)
- Manual Sistema SCR - ESPDocumento52 páginasManual Sistema SCR - ESPJose Luis Calla Huanca94% (68)
- Disposicion de Fusibles y Relees 1 ACTROSDocumento4 páginasDisposicion de Fusibles y Relees 1 ACTROSJose Luis Calla Huanca100% (6)
- Dobladora Manual Niagra +PDFDocumento33 páginasDobladora Manual Niagra +PDFhecdar.lopezf601333% (9)
- Modulo de Distribucion de EnergiaDocumento21 páginasModulo de Distribucion de EnergiaJose Luis Calla Huanca100% (4)
- Manual Del Operador New ActrozDocumento244 páginasManual Del Operador New ActrozJose Luis Calla Huanca100% (2)
- Sistema de LucesDocumento30 páginasSistema de LucesJose Luis Calla Huanca100% (3)
- Actros MP IIDocumento251 páginasActros MP IIbetos3095% (22)
- Manual Moto RC150 PDFDocumento52 páginasManual Moto RC150 PDFLuis Angel Landin100% (1)
- Universidad Politécnica Salesiana: "Problemassobremotores de Inducción"Documento11 páginasUniversidad Politécnica Salesiana: "Problemassobremotores de Inducción"heberthAún no hay calificaciones
- Icu IiiDocumento26 páginasIcu IiiJose Luis Calla Huanca100% (3)
- Operacion Cummins PDFDocumento53 páginasOperacion Cummins PDFJose Luis Calla Huanca100% (2)
- Ejercicios Con Logo PDFDocumento40 páginasEjercicios Con Logo PDFramiro11062011100% (1)
- 8400 PatinetasDocumento80 páginas8400 PatinetasING. RUBENS100% (3)
- Calibracion y Ajuste de Bomba de Inyeccion LinealDocumento13 páginasCalibracion y Ajuste de Bomba de Inyeccion LinealRoger Quispe50% (2)
- Sonda Nivel de RefrigeranteDocumento13 páginasSonda Nivel de RefrigeranteJose Luis Calla HuancaAún no hay calificaciones
- Circuito Neumático LO 915Documento3 páginasCircuito Neumático LO 915Jose Luis Calla Huanca100% (3)
- Camiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Test FinalDocumento10 páginasCamiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Test FinalJose Luis Calla Huanca100% (1)
- Camiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Test FinalDocumento10 páginasCamiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Test FinalJose Luis Calla Huanca100% (1)
- Camiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El InstructorDocumento118 páginasCamiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El InstructorJose Luis Calla Huanca100% (2)
- Abreviatura de Los ColoresDocumento2 páginasAbreviatura de Los ColoresJose Luis Calla HuancaAún no hay calificaciones
- Camiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El ParticipanteDocumento78 páginasCamiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El ParticipanteJose Luis Calla HuancaAún no hay calificaciones
- Motor OM 471Documento12 páginasMotor OM 471Jose Luis Calla Huanca50% (2)
- ICU 3 Columbia PDFDocumento24 páginasICU 3 Columbia PDFJose Luis Calla Huanca100% (5)
- Camiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El ParticipanteDocumento78 páginasCamiones Módulo Especial Parametrizable Parametrizaciones Básicas Run Documentación para El ParticipanteJose Luis Calla HuancaAún no hay calificaciones
- Curso Caja de Transmicion ScoopDocumento73 páginasCurso Caja de Transmicion ScoopJose Luis Calla HuancaAún no hay calificaciones
- Disposicion de Fusibles y Reless 2 ACTROSDocumento1 páginaDisposicion de Fusibles y Reless 2 ACTROSJose Luis Calla Huanca67% (3)
- Onibus 0500 UA MA Articulado 03 Esp PDFDocumento126 páginasOnibus 0500 UA MA Articulado 03 Esp PDFJose Luis Calla Huanca100% (3)
- Arrancador Serie 42MT Delco Remy PDFDocumento15 páginasArrancador Serie 42MT Delco Remy PDFJose Luis Calla Huanca100% (4)
- Disposicion de Fusibles y Reless 2 ACTROSDocumento1 páginaDisposicion de Fusibles y Reless 2 ACTROSJose Luis Calla HuancaAún no hay calificaciones
- IS.93. MID 249. BBM. Codigo de Averias PDFDocumento5 páginasIS.93. MID 249. BBM. Codigo de Averias PDFJose Luis Calla Huanca75% (4)
- Instrucciones Breves WIS PDFDocumento60 páginasInstrucciones Breves WIS PDFJose Luis Calla Huanca100% (1)
- Axor C PtoDocumento18 páginasAxor C PtoJose Luis Calla Huanca100% (1)
- Capacitacion Del Cargador Serie K 2 Parte Por JDDocumento240 páginasCapacitacion Del Cargador Serie K 2 Parte Por JDJose Luis Calla Huanca100% (5)
- IS.59. MID 136. Suplemento Codigo de Averias EBS PDFDocumento4 páginasIS.59. MID 136. Suplemento Codigo de Averias EBS PDFJose Luis Calla HuancaAún no hay calificaciones
- Familiarizacion Nuevo Columbia PDFDocumento38 páginasFamiliarizacion Nuevo Columbia PDFJose Luis Calla HuancaAún no hay calificaciones
- Órganos de Maquinas y Transmision de VelocidadDocumento60 páginasÓrganos de Maquinas y Transmision de VelocidadYordan AlexisAún no hay calificaciones
- Diseño de Sistema de Transporte de Líquidos en Planta IndustrialDocumento23 páginasDiseño de Sistema de Transporte de Líquidos en Planta IndustrialbryanAún no hay calificaciones
- VENTILADORESDocumento17 páginasVENTILADORESElizabeth Martinez HernandezAún no hay calificaciones
- Hbemm201 - Montaje y Desmontaje Rotor Del Generador (v20.01.15)Documento45 páginasHbemm201 - Montaje y Desmontaje Rotor Del Generador (v20.01.15)Jorge Luis Garzon Casas0% (1)
- Curso BombasDocumento112 páginasCurso BombasMiguel Ángel Roque VasquezAún no hay calificaciones
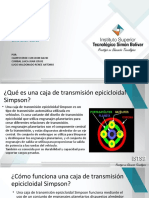
- C.T.E Simpsons: Por: Campoverde Cun Jhon David Cumbal Laica Juan Josue Lugo Maldonado Renee AntonioDocumento14 páginasC.T.E Simpsons: Por: Campoverde Cun Jhon David Cumbal Laica Juan Josue Lugo Maldonado Renee AntonioMarcelo Gonzalez TorresAún no hay calificaciones
- Universidad Continental Facultad de IngenieriaDocumento13 páginasUniversidad Continental Facultad de IngenieriaMANUEL ALEJANDRO RODRIGUEZ MEDINAAún no hay calificaciones
- Correto - Lista PÇS - 400Q - NS BQD100009 - 26Documento46 páginasCorreto - Lista PÇS - 400Q - NS BQD100009 - 26Tn CompressoresAún no hay calificaciones
- Apuntes de FresadorasDocumento58 páginasApuntes de Fresadorascesar0% (1)
- Conocimiento Basico Motocicletas HondaDocumento40 páginasConocimiento Basico Motocicletas HondaGamaliel FloresAún no hay calificaciones
- Quitar e Instalar Guías de Válvulas de Admisión y EscapeDocumento2 páginasQuitar e Instalar Guías de Válvulas de Admisión y EscapeAngelJavierCruzTorres100% (2)
- Superlight 200Documento44 páginasSuperlight 200Rigoberto PerezAún no hay calificaciones
- SEMANA N°2 (Funcionamiento de Los Componentes de La Dirección Mecánica)Documento30 páginasSEMANA N°2 (Funcionamiento de Los Componentes de La Dirección Mecánica)Marĭo Isaac Manrĭquéz LealAún no hay calificaciones
- Bomba de PistonesDocumento14 páginasBomba de PistonesLuis EspinozaAún no hay calificaciones
- Electric Injection Ignition 2021 PDFDocumento600 páginasElectric Injection Ignition 2021 PDFdesafio4x4Aún no hay calificaciones
- 360103640-Grove-TTS870 en EsDocumento46 páginas360103640-Grove-TTS870 en EsDaniel Alejandro Lagunes SomohanoAún no hay calificaciones
- ConveyorDocumento10 páginasConveyorcristianAún no hay calificaciones
- Manpower - Flotacion 17 de Julio Rev 2Documento25 páginasManpower - Flotacion 17 de Julio Rev 2jorgeantonio2442@Aún no hay calificaciones
- PresentaciónDocumento17 páginasPresentaciónJuan Diego Coto MoyaAún no hay calificaciones
- Sistema de Arranque Y Encendido ConvencionalDocumento12 páginasSistema de Arranque Y Encendido ConvencionalKevin Alef Enciso GomesAún no hay calificaciones
- Bomba de EngranajesDocumento6 páginasBomba de Engranajesjoseluis__jl100% (1)
- Informe Del Estado de Maquinas Mescladora y AlivaDocumento5 páginasInforme Del Estado de Maquinas Mescladora y Alivaalexander yordy rojas hidalgoAún no hay calificaciones
- At-2 Inicial Cargador Frontal 962 H - m3gDocumento4 páginasAt-2 Inicial Cargador Frontal 962 H - m3gFreddy QuispeAún no hay calificaciones
- ClavesSAT VapDocumento170 páginasClavesSAT Vapmaquinaria agricolaAún no hay calificaciones