También podría gustarte
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Davis, Flora - La Comunicación No VerbalDocumento127 páginasDavis, Flora - La Comunicación No VerbalMonTse LuNa17% (6)
- Problemas de MecanizadoDocumento72 páginasProblemas de MecanizadoChristian David75% (8)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Tecnologia de FabricacionDocumento100 páginasTecnologia de FabricacionEvelin Mamani50% (2)
- Confección de tapas para encuadernación industrial. ARGC0110De EverandConfección de tapas para encuadernación industrial. ARGC0110Aún no hay calificaciones
- Problemas de MecanizadoDocumento63 páginasProblemas de MecanizadoHubert Mihaly Altamirano Aguilar0% (1)
- Cálculo de La Velocidad de CorteDocumento5 páginasCálculo de La Velocidad de Cortecova10Aún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Transmision Por Cadenas y CorreasDocumento44 páginasTransmision Por Cadenas y CorreasAndrés Felipe RomeroAún no hay calificaciones
- Ejercicios y Problemas - TornosDocumento62 páginasEjercicios y Problemas - Tornosjuanluiselpollo2100% (5)
- Informe Torno CompletoDocumento54 páginasInforme Torno CompletoSteven Iñaguazo25% (4)
- Programa Prevencion y Proteccion Contra La Exposicion Ocupacional A Radiacion UvDocumento35 páginasPrograma Prevencion y Proteccion Contra La Exposicion Ocupacional A Radiacion UvPablo Araya CastilloAún no hay calificaciones
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Velocidades y Avance para Corte Torno y Tabla OxicorteDocumento4 páginasVelocidades y Avance para Corte Torno y Tabla OxicorteAngelDimas100% (1)
- TORNO - Sistema de RPM TornoDocumento4 páginasTORNO - Sistema de RPM TornoJosé Octavio Becerra OrtizAún no hay calificaciones
- Informe de TornoDocumento18 páginasInforme de TornoNicolásFriasBarrios100% (1)
- Mexico y El Expansionismo PDFDocumento19 páginasMexico y El Expansionismo PDFMariela España González100% (1)
- Documento 4Documento29 páginasDocumento 4yolijimAún no hay calificaciones
- Herramienta GuaduaDocumento18 páginasHerramienta GuaduaYimmy H Obando100% (1)
- DIAGRAMA DE FLUJO Procesos IndustrialesDocumento2 páginasDIAGRAMA DE FLUJO Procesos IndustrialesXIMENA MARTINEZAún no hay calificaciones
- DESCRIPCION DEL PROCESO DE FABRICACION DE MANDRIL PARA SIERRA 1 (Autoguardado)Documento34 páginasDESCRIPCION DEL PROCESO DE FABRICACION DE MANDRIL PARA SIERRA 1 (Autoguardado)Andrés Sarmiento0% (1)
- P7-6sv1-Doblado Manual-Reyes-Palma-Gustavo-EduardoDocumento8 páginasP7-6sv1-Doblado Manual-Reyes-Palma-Gustavo-EduardoGustavo PalmaAún no hay calificaciones
- TornoDocumento11 páginasTornotecnoscar1972Aún no hay calificaciones
- Características de Maquinas HerramientasDocumento14 páginasCaracterísticas de Maquinas HerramientasRaffa LoppzzAún no hay calificaciones
- Diseño de Descascaradora de CafeDocumento4 páginasDiseño de Descascaradora de CafeCarla DelgadoAún no hay calificaciones
- ARCHIVO 1-APUNTES 2019-2020 TornoDocumento11 páginasARCHIVO 1-APUNTES 2019-2020 TornoREPRESENTACION GRAFICAAún no hay calificaciones
- Examen Final 2020-II de Procesos MC 216Documento14 páginasExamen Final 2020-II de Procesos MC 216MIJAELAún no hay calificaciones
- USIL MI S10 Problemas PDFDocumento10 páginasUSIL MI S10 Problemas PDFLuz HurtadoAún no hay calificaciones
- Examen Final de Manufacturas Vitor Ruiz Deyvi RonaldDocumento18 páginasExamen Final de Manufacturas Vitor Ruiz Deyvi RonaldRonald Vitor Ruiz100% (1)
- Guia de Aprendizaje Parametros de CorteDocumento6 páginasGuia de Aprendizaje Parametros de CorteNicolás UrueñaAún no hay calificaciones
- 4.3.2 Trabajos de TornoDocumento5 páginas4.3.2 Trabajos de TornoAli AchaAún no hay calificaciones
- Parámetros de ManufacturaDocumento11 páginasParámetros de ManufacturaArthur RivilleAún no hay calificaciones
- Seguimiento IDocumento6 páginasSeguimiento IAli PaulAún no hay calificaciones
- Resumen Borrador Area Preparacion Maderas 21-09-2020Documento88 páginasResumen Borrador Area Preparacion Maderas 21-09-2020elsonAún no hay calificaciones
- Ciclo de Fabricacion Pieza MecanicaDocumento12 páginasCiclo de Fabricacion Pieza MecanicaGerardo Ignacio100% (1)
- Rajadora GuaduaDocumento45 páginasRajadora GuaduaMonse AcostaAún no hay calificaciones
- 04 TaladradoDocumento9 páginas04 TaladradoJoan Paul AncajimaAún no hay calificaciones
- Descripcion Del Producto FinalDocumento11 páginasDescripcion Del Producto Finalcesar cañedoAún no hay calificaciones
- Extractor de Pines de VolvoDocumento34 páginasExtractor de Pines de VolvoGiraldo Nel50% (2)
- CasoDocumento8 páginasCasoMariano Cruz VilchezAún no hay calificaciones
- Practico 1 Problemas de Mecanizado TorneadoDocumento4 páginasPractico 1 Problemas de Mecanizado TorneadoJuan Carlos Loza RodriguezAún no hay calificaciones
- Práctica 2 Limadora FinalDocumento16 páginasPráctica 2 Limadora FinalYuliangelrpAún no hay calificaciones
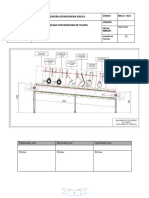
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Documento12 páginasMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis AAún no hay calificaciones
- Formato Informe PDP2013 ContratistaDocumento10 páginasFormato Informe PDP2013 ContratistaAldo YabarAún no hay calificaciones
- Semana 4-TORNODocumento31 páginasSemana 4-TORNOJheraldyn Sanchez AlvarezAún no hay calificaciones
- Practica Cizalla y RoladoDocumento7 páginasPractica Cizalla y Roladoluis enrique buendia cruzAún no hay calificaciones
- Exercicis Torn - FresaDocumento17 páginasExercicis Torn - FresaUnknown729Aún no hay calificaciones
- Orca Share Media1484690923595Documento20 páginasOrca Share Media1484690923595Mery ReaAún no hay calificaciones
- Ejemplo de Los Calculos para El Torneado de Una ProbetaDocumento27 páginasEjemplo de Los Calculos para El Torneado de Una ProbetaAngelo Bustamante CuadrosAún no hay calificaciones
- Proyecto para Automatizar Mesa de Corte - Memoria DescriptivaDocumento15 páginasProyecto para Automatizar Mesa de Corte - Memoria DescriptivaDiego Cruz QuiñonezAún no hay calificaciones
- EF MC216 - SERGIO FERNANDEZ Seccion FDocumento8 páginasEF MC216 - SERGIO FERNANDEZ Seccion FSERGIO LINCOLL FERNANDEZ QUISPEAún no hay calificaciones
- Circuitos ElectroneumaticosDocumento15 páginasCircuitos ElectroneumaticosAlan Jaldin SilesAún no hay calificaciones
- Cotiz. William Gómez Suárez 3.Documento16 páginasCotiz. William Gómez Suárez 3.wigosuAún no hay calificaciones
- Trabajo Sobre Velocidad de CorteDocumento11 páginasTrabajo Sobre Velocidad de CorteoscarAún no hay calificaciones
- ElectivaDocumento12 páginasElectivaCarlos Andres Rangel CastroAún no hay calificaciones
- Segunda Practica Calificada de Materiales y Procesos de Fabricación 2021-2Documento2 páginasSegunda Practica Calificada de Materiales y Procesos de Fabricación 2021-2ANGEL RONALDO VALVERDE PACHERREZAún no hay calificaciones
- Diseño de Una Red HidráulicaDocumento10 páginasDiseño de Una Red HidráulicaAndrés Felipe RomeroAún no hay calificaciones
- Troquel Progresivo DFT 2016-IIDocumento41 páginasTroquel Progresivo DFT 2016-IIAndrés Felipe RomeroAún no hay calificaciones
- Trabajo Del Avión Diseño RobustoDocumento12 páginasTrabajo Del Avión Diseño RobustoAndrés Felipe RomeroAún no hay calificaciones
- Calculo Tobera Turbina de VaporDocumento6 páginasCalculo Tobera Turbina de VaporAndrés Felipe RomeroAún no hay calificaciones
- Cap2 Mecanica de MaterialesDocumento35 páginasCap2 Mecanica de MaterialescorneliortizAún no hay calificaciones
- Informe Has 200Documento5 páginasInforme Has 200Andrés Felipe Romero50% (2)
- Laboratorio 1Documento9 páginasLaboratorio 1Andrés Felipe RomeroAún no hay calificaciones
- Teoria de Tolerancias y AjustesDocumento32 páginasTeoria de Tolerancias y AjustesAndrés Felipe RomeroAún no hay calificaciones
- Potencial de Los Intercambiadores de Calor TierraDocumento3 páginasPotencial de Los Intercambiadores de Calor TierraAndrés Felipe RomeroAún no hay calificaciones
- Sistema de Bombeo IIDocumento8 páginasSistema de Bombeo IIAndrés Felipe RomeroAún no hay calificaciones
- Tornillos GeneralidadesDocumento63 páginasTornillos GeneralidadesWinsy Johan Diaz VanegasAún no hay calificaciones
- Guia Papers IeeeDocumento4 páginasGuia Papers IeeetelatoyoAún no hay calificaciones
- Bombas Desplazamiento PositivoDocumento8 páginasBombas Desplazamiento PositivoAndrés Felipe RomeroAún no hay calificaciones
- Conferencia Colombia - Los Biocombustibl Presente y FuturoDocumento38 páginasConferencia Colombia - Los Biocombustibl Presente y FuturoAndrés Felipe RomeroAún no hay calificaciones
- Seleccion RodamientosDocumento36 páginasSeleccion RodamientosAndrés Felipe Romero100% (1)
- Cargas y Esfuerzos en Los EngranajesDocumento19 páginasCargas y Esfuerzos en Los EngranajesAndrés Felipe RomeroAún no hay calificaciones
- Código de Repuestos FZ16Documento65 páginasCódigo de Repuestos FZ16Mauricio Jaramillo Narváez50% (2)
- Laboratorio 1Documento9 páginasLaboratorio 1Andrés Felipe RomeroAún no hay calificaciones
- Unidad 18 TuberiasDocumento5 páginasUnidad 18 TuberiasAndrés Felipe RomeroAún no hay calificaciones
- Competencias Genericas Ejemplos EcaesDocumento36 páginasCompetencias Genericas Ejemplos EcaesJavier Velez100% (1)
- Termacron NT 070 BATDocumento3 páginasTermacron NT 070 BATtermacron100% (1)
- Pérdida de Control en Manejo de Explosivos (40434)Documento2 páginasPérdida de Control en Manejo de Explosivos (40434)Samuel gonzalez floresAún no hay calificaciones
- Recubrimientos Del BambuDocumento2 páginasRecubrimientos Del BambuGustavo David VillegasAún no hay calificaciones
- Tarea 02 Investigacion AdministracionDocumento7 páginasTarea 02 Investigacion AdministracionKevin Funez ContrerasAún no hay calificaciones
- Ricardo Palma Ante La Real AcademiaDocumento15 páginasRicardo Palma Ante La Real AcademiaJohan Pérez LandeoAún no hay calificaciones
- Revista "A Los 2 Lados de La Cañada", Editada Por ASPIMIPDocumento18 páginasRevista "A Los 2 Lados de La Cañada", Editada Por ASPIMIPConcejalía de Participación Ciudadana del Ayuntamiento de CosladaAún no hay calificaciones
- El Análisis Del Discurso PolíticoDocumento7 páginasEl Análisis Del Discurso PolíticoEdith CerbinoAún no hay calificaciones
- Copia de TFGDocumento37 páginasCopia de TFGana_navasolAún no hay calificaciones
- Nombre de La MatrizDocumento2 páginasNombre de La Matrizjuliana vegaAún no hay calificaciones
- Recomendaciones Verano 3ºDocumento1 páginaRecomendaciones Verano 3ºjagaraguiAún no hay calificaciones
- Metodos de HundimientosDocumento5 páginasMetodos de HundimientosNayda Moreano PumaAún no hay calificaciones
- Materiales Constituyentes y Tipos de Concretos y Morteros PDFDocumento26 páginasMateriales Constituyentes y Tipos de Concretos y Morteros PDFMaria Juanita NaranjoAún no hay calificaciones
- Relación Del Estrés y ConflictosDocumento4 páginasRelación Del Estrés y ConflictosJose Carlos Suarez ChavezAún no hay calificaciones
- El Proyecto de Ingeniería Civil y El AmbienteDocumento10 páginasEl Proyecto de Ingeniería Civil y El AmbienteJavier Cossa CabanillasAún no hay calificaciones
- I.I.S.S. Primer Piso: Dormitorio 1 JardínDocumento1 páginaI.I.S.S. Primer Piso: Dormitorio 1 JardínfrancisAún no hay calificaciones
- Trabajo de Recoleccion de DatosDocumento6 páginasTrabajo de Recoleccion de DatosErasmo Jesus T. TorresAún no hay calificaciones
- DH y Del TrabajoDocumento3 páginasDH y Del TrabajoAngie MartinezAún no hay calificaciones
- Luxometro Digital YW-552Documento2 páginasLuxometro Digital YW-552Lucia GaldosAún no hay calificaciones
- Ejercicios de Temperatura y CalorDocumento2 páginasEjercicios de Temperatura y CalorJERRY DENNIS DIAZ SANCHEZAún no hay calificaciones
- Mru 3ra ClaseDocumento6 páginasMru 3ra ClaseCecilia Maribel Rios GarabitoAún no hay calificaciones
- Directiva Del Curso - Taller de Actualización de TesisDocumento10 páginasDirectiva Del Curso - Taller de Actualización de TesisLos Chiroque GamarraAún no hay calificaciones
- Plantilla de Respuestas - Paso 3Documento5 páginasPlantilla de Respuestas - Paso 3Gustavo Rivera100% (1)
- EPISTEMOLOGIADocumento26 páginasEPISTEMOLOGIACamila de CaseresAún no hay calificaciones
- Unidad IvDocumento8 páginasUnidad IvYar BtaAún no hay calificaciones
- Cap 1 Presentación 01-11-2018Documento81 páginasCap 1 Presentación 01-11-2018Andrés Orellana100% (1)
- Universidad Privada Franz Tamayo YtytytytDocumento7 páginasUniversidad Privada Franz Tamayo YtytytytAdelio CasasAún no hay calificaciones
- Metafora El Guerrero SamuraiDocumento2 páginasMetafora El Guerrero SamuraiJuan Camilo VargasAún no hay calificaciones