También podría gustarte
- Gestion de Proyectos para el exito empresarial: Economia y NegociosDe EverandGestion de Proyectos para el exito empresarial: Economia y NegociosAún no hay calificaciones
- T Uce 0012 15 PDFDocumento247 páginasT Uce 0012 15 PDFVargas DavyAún no hay calificaciones
- Solemne 1 Finanzas 1Documento4 páginasSolemne 1 Finanzas 1hernan ramirez ahumadaAún no hay calificaciones
- s4 Riles y Rises ContenidoDocumento35 páginass4 Riles y Rises ContenidomAún no hay calificaciones
- Modelo CapemDocumento3 páginasModelo CapemAnonymous 2faBqUOaAún no hay calificaciones
- Presentacion Uso Agua Minera CentinelaDocumento17 páginasPresentacion Uso Agua Minera CentinelaRonald MorenoAún no hay calificaciones
- TRABAJO AutomatizacionDocumento3 páginasTRABAJO AutomatizacionIsabel Alejandra Ulloa VergaraAún no hay calificaciones
- 20132ICN342V2 Apunte 1Documento66 páginas20132ICN342V2 Apunte 1Pancho BascuñanAún no hay calificaciones
- Trabajo N°1 de Electrónica de PotenciaDocumento17 páginasTrabajo N°1 de Electrónica de PotenciaAlex RiveraAún no hay calificaciones
- s2 - Riles, Rises y Emisiones Atmosféricas - ContenidoDocumento30 páginass2 - Riles, Rises y Emisiones Atmosféricas - Contenidoanon_67577130Aún no hay calificaciones
- Mina CaseronesDocumento16 páginasMina CaseronesCristian OlmosAún no hay calificaciones
- ClaseN1 - Introducción A Legislacion AmbientalDocumento46 páginasClaseN1 - Introducción A Legislacion AmbientalMario A. CamposAún no hay calificaciones
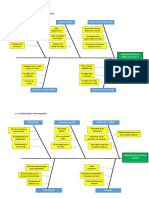
- Diagrama de CausaDocumento3 páginasDiagrama de CausaJoao M. Paz CárdenasAún no hay calificaciones
- Usach S1 13Documento22 páginasUsach S1 13Max Benavides CathalifaudAún no hay calificaciones
- Introduccion de 2 Celdas de Flotacion en Un Circuito RougherDocumento39 páginasIntroduccion de 2 Celdas de Flotacion en Un Circuito RougherGerardo TobarAún no hay calificaciones
- Tesis Caracterizacion de La HeterogeneidadDocumento359 páginasTesis Caracterizacion de La HeterogeneidadmiguelAún no hay calificaciones
- Mantencion Mina VAN y TIRDocumento8 páginasMantencion Mina VAN y TIRestefani herrera valdivia100% (1)
- Resumen Ejecutivo EIA Mina CandelariaDocumento28 páginasResumen Ejecutivo EIA Mina CandelariaJuan lo llamaban y se apodaba CharrasqueadoAún no hay calificaciones
- Tratamiento Aguas ResidualesDocumento17 páginasTratamiento Aguas ResidualesRonald Pila UchasaraAún no hay calificaciones
- Antofagasta MineralsDocumento13 páginasAntofagasta MineralsMirandaTelloNelsonAún no hay calificaciones
- Estimacion de La Potencial Captura de Valor en El Negocio Minero de Division El Teniente PDFDocumento103 páginasEstimacion de La Potencial Captura de Valor en El Negocio Minero de Division El Teniente PDFDaksom HanccoAún no hay calificaciones
- Proyecto Final M - Gutierrez - A Riles y Rises IaccDocumento11 páginasProyecto Final M - Gutierrez - A Riles y Rises IaccFelipe Gutierrez0% (1)
- 01 Gestion Ambiental Riesgos AuditoriaDocumento33 páginas01 Gestion Ambiental Riesgos AuditoriaJM100% (1)
- Trabajo Sierra Gorda GestionDocumento19 páginasTrabajo Sierra Gorda GestionLoretito Camero0% (1)
- Cotizacion VentilacionDocumento12 páginasCotizacion VentilacionBarbara100% (1)
- Guia-Metodologica Eficiencia Energetica PDFDocumento61 páginasGuia-Metodologica Eficiencia Energetica PDFCarlos BahamondeAún no hay calificaciones
- CAP Procesos de Explotación y ProductosDocumento23 páginasCAP Procesos de Explotación y ProductosLili Jara CastilloAún no hay calificaciones
- Tarea Semana 2 Ignacio - Fernandez - Hig y Seg.Documento5 páginasTarea Semana 2 Ignacio - Fernandez - Hig y Seg.KarenAún no hay calificaciones
- Codelco ROtrolaDocumento11 páginasCodelco ROtrolaluchitopadillaAún no hay calificaciones
- 3 - Modelo Recursos Rajo Inca - F. Pontigo - Codelco y A. Caceres - GeoinnovaDocumento69 páginas3 - Modelo Recursos Rajo Inca - F. Pontigo - Codelco y A. Caceres - GeoinnovaAntonioJosueAún no hay calificaciones
- Plan de Cierre Lo Aguirre-ChileDocumento6 páginasPlan de Cierre Lo Aguirre-ChileXavier Medina VeintimillaAún no hay calificaciones
- Instrucciones Catedra III Metodologia de InvestigacionDocumento11 páginasInstrucciones Catedra III Metodologia de InvestigacionFranciscaVBrevisAún no hay calificaciones
- Geología Michilla Resumen - Oficial 2015 - Venta MICDocumento37 páginasGeología Michilla Resumen - Oficial 2015 - Venta MICmauricio velizAún no hay calificaciones
- Ficha Reflexion Webinar - Fatiga y Somnolencia CierreDocumento2 páginasFicha Reflexion Webinar - Fatiga y Somnolencia Cierrepaloma aspeAún no hay calificaciones
- CF Inostroza GaDocumento77 páginasCF Inostroza GaLucía Bolbarán HenríquezAún no hay calificaciones
- Extracción VerticalDocumento27 páginasExtracción VerticalOmar SolisAún no hay calificaciones
- Room and PillarDocumento17 páginasRoom and PillarLegion 99Aún no hay calificaciones
- Contaminacion Ambiental Por Rises y RilesDocumento25 páginasContaminacion Ambiental Por Rises y RilesMitzylina Torres Ovando100% (1)
- Cierre de Faena Maricunga PDFDocumento21 páginasCierre de Faena Maricunga PDFchapuchinoAún no hay calificaciones
- Proyecto MineroDocumento30 páginasProyecto MineroDaniela Santana ContrerasAún no hay calificaciones
- Formato de Toma de ConocimientoDocumento2 páginasFormato de Toma de ConocimientoNicole P. SanchezAún no hay calificaciones
- 1 Descripcion de Proyecto Rev 0 Expansion AndinaDocumento201 páginas1 Descripcion de Proyecto Rev 0 Expansion AndinaRodrigo AlcainoAún no hay calificaciones
- Trabajo Final de Legislación AmbientalDocumento51 páginasTrabajo Final de Legislación AmbientalYeraldy Villota Londono100% (1)
- Homologacion de Practicas Operacionales y Estandarizacion de Procesos en Planta Concentradora Los PelambresDocumento101 páginasHomologacion de Practicas Operacionales y Estandarizacion de Procesos en Planta Concentradora Los PelambresAlejandro Alvarez ChaurAún no hay calificaciones
- Trabajo de Investigación y Desarrollo ES4 20% PDFDocumento4 páginasTrabajo de Investigación y Desarrollo ES4 20% PDFtiareAún no hay calificaciones
- Trabajo-Dirigido PDFDocumento94 páginasTrabajo-Dirigido PDFabarzua_rodrigoAún no hay calificaciones
- Presentación #4 RIESGOS EN LAS ACTIVIDADES MINERASDocumento27 páginasPresentación #4 RIESGOS EN LAS ACTIVIDADES MINERASNaihza JosselineAún no hay calificaciones
- Informe de Practica Planta San JoseDocumento13 páginasInforme de Practica Planta San JoseSebastian Guillermo Zepeda AlvarezAún no hay calificaciones
- Alternativas Tecnologicas para Descuelgue de ZanjasDocumento110 páginasAlternativas Tecnologicas para Descuelgue de ZanjasRodrigo Manriquez AravenaAún no hay calificaciones
- GUIA Nº1de Estadística Empresarial IDocumento12 páginasGUIA Nº1de Estadística Empresarial ISebastian Alexander Carvajal CamposAún no hay calificaciones
- Taller 3. Sonia PDFDocumento13 páginasTaller 3. Sonia PDFSonia Ivonne Cortes HidalgoAún no hay calificaciones
- 04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPDocumento47 páginas04 - Recursos Geologicos de Fe CAP Mineria - M Rojo - CAPPaula AyancanAún no hay calificaciones
- Pi Adopmins1 ContenidoDocumento25 páginasPi Adopmins1 ContenidoJorge Escobar PereiraAún no hay calificaciones
- Last PlannerDocumento17 páginasLast PlannerExequiel A. Espina GálvezAún no hay calificaciones
- A15 JabmDocumento7 páginasA15 JabmJesús BustosAún no hay calificaciones
- Situación Actual Del Entorno en La Administración de ProyectosDocumento6 páginasSituación Actual Del Entorno en La Administración de ProyectosensaladadenopalesAún no hay calificaciones
- Programación de La ProducciónDocumento3 páginasProgramación de La ProducciónJose Miguel Gomez Moreno100% (1)
- Last PlannerDocumento16 páginasLast PlannerAdrian Belmar100% (1)
- PROYECTO DE MEMORIA JRPP Last PlannerDocumento16 páginasPROYECTO DE MEMORIA JRPP Last PlannerJaneth PinedaAún no hay calificaciones
- PSC-016 USO SIERRA CIRCULAR Rev 0Documento15 páginasPSC-016 USO SIERRA CIRCULAR Rev 0Ulises MarambiocAún no hay calificaciones
- PIF-002 Carga y Descarga Con Equipos de Izaje V0Documento29 páginasPIF-002 Carga y Descarga Con Equipos de Izaje V0Ulises MarambiocAún no hay calificaciones
- PIF-001 INST DE FAENA Rev 0Documento18 páginasPIF-001 INST DE FAENA Rev 0Ulises MarambiocAún no hay calificaciones
- PUT-017 USO DE TALADRO Rev 0Documento15 páginasPUT-017 USO DE TALADRO Rev 0Ulises MarambiocAún no hay calificaciones
- Plan de Izaje Rev.2024Documento4 páginasPlan de Izaje Rev.2024Ulises MarambiocAún no hay calificaciones
- PIE-039 PROCEDIMIENTO ALIMENTACIÓN ELÉCTRICA FAENA Rev 0Documento15 páginasPIE-039 PROCEDIMIENTO ALIMENTACIÓN ELÉCTRICA FAENA Rev 0Ulises MarambiocAún no hay calificaciones
- P-003-DMP Desmontaje y Montaje PipingDocumento42 páginasP-003-DMP Desmontaje y Montaje PipingUlises MarambiocAún no hay calificaciones
- Marco RegulatorioDocumento51 páginasMarco RegulatorioUlises MarambiocAún no hay calificaciones
- Programa de Gestion de Seguridad y Salud Ocupacional Modificado 14-01-2022.Documento58 páginasPrograma de Gestion de Seguridad y Salud Ocupacional Modificado 14-01-2022.Ulises MarambiocAún no hay calificaciones
- Actualizado Carga y Descarga Camion 2017Documento16 páginasActualizado Carga y Descarga Camion 2017Ulises MarambiocAún no hay calificaciones
- IT-009 Pintura Industrial - Rev.B Rev. ITO S-2 Sept 10Documento10 páginasIT-009 Pintura Industrial - Rev.B Rev. ITO S-2 Sept 10Ulises MarambiocAún no hay calificaciones
- ODI Jefe de TerrenoDocumento31 páginasODI Jefe de TerrenoUlises MarambiocAún no hay calificaciones
- Instructivo SoldadoraDocumento17 páginasInstructivo SoldadoraUlises MarambiocAún no hay calificaciones
- SGS-PR-005 Procedimiento de Adm Del Riesgo Octubre 2022Documento33 páginasSGS-PR-005 Procedimiento de Adm Del Riesgo Octubre 2022Ulises MarambiocAún no hay calificaciones
- PEST1207 004 Procedimiento Encarpetado de Piscina Con HDPEDocumento12 páginasPEST1207 004 Procedimiento Encarpetado de Piscina Con HDPEUlises MarambiocAún no hay calificaciones
- Procedimiento ElectrofusionDocumento13 páginasProcedimiento ElectrofusionUlises Marambioc100% (4)
- SGS-PR-000 Programa de Prevencion de Riesgos 12 Elementos UltimoDocumento68 páginasSGS-PR-000 Programa de Prevencion de Riesgos 12 Elementos UltimoUlises Marambioc100% (3)
- Procedimiento Fabricacion PipingDocumento36 páginasProcedimiento Fabricacion PipingUlises MarambiocAún no hay calificaciones
- Procedimiento Revestimiento EstanqueDocumento38 páginasProcedimiento Revestimiento EstanqueUlises MarambiocAún no hay calificaciones
- Manual Buenas Practicas 77Documento1 páginaManual Buenas Practicas 77Ulises MarambiocAún no hay calificaciones
- SGC P 500 LOX 001 Muestreo Soluciones Planta SX EW (JUNIO15) V2Documento21 páginasSGC P 500 LOX 001 Muestreo Soluciones Planta SX EW (JUNIO15) V2Ulises Marambioc100% (1)
- Procedimiento de Fabricacion de Enfierradura y Moldaje RefineriaDocumento16 páginasProcedimiento de Fabricacion de Enfierradura y Moldaje RefineriaUlises MarambiocAún no hay calificaciones
- Trabajo de TermoquimicaDocumento8 páginasTrabajo de TermoquimicaUlises MarambiocAún no hay calificaciones
- Procedimiento de Trabajo Con Compactadora y Vibropison - Rev00 (OOAAN°2Documento19 páginasProcedimiento de Trabajo Con Compactadora y Vibropison - Rev00 (OOAAN°2Ulises MarambiocAún no hay calificaciones
- Procedimiento Fabricación y Montaje Malla TierraDocumento19 páginasProcedimiento Fabricación y Montaje Malla TierraUlises MarambiocAún no hay calificaciones
- Instructivo de Desmobilizacion de Faena Pvi-001-InS001 V1Documento21 páginasInstructivo de Desmobilizacion de Faena Pvi-001-InS001 V1Ulises Marambioc100% (1)
- Instrutivo para El Uso de HornoDocumento5 páginasInstrutivo para El Uso de HornoUlises MarambiocAún no hay calificaciones
- 005 Procedimiento Medicion de PH - EhDocumento8 páginas005 Procedimiento Medicion de PH - EhUlises MarambiocAún no hay calificaciones
- Programa de Prevencion de Riesgos SIGODocumento52 páginasPrograma de Prevencion de Riesgos SIGOUlises MarambiocAún no hay calificaciones
- Guia Etica 2 6° y 7°Documento3 páginasGuia Etica 2 6° y 7°Leidy Carina Castellanos100% (1)
- Este País Progresa Cuando El Oscurantismo Se DescuidaDocumento5 páginasEste País Progresa Cuando El Oscurantismo Se DescuidaCamyCulicinioAún no hay calificaciones
- Ariel Gravano - Antropología de Lo Barrial - Estudios Sobre Producción Simbólica de La Vida UrbanaDocumento299 páginasAriel Gravano - Antropología de Lo Barrial - Estudios Sobre Producción Simbólica de La Vida Urbanajuan camilo100% (14)
- Programación de Ayl Por Competencias-Área Léxico SemánticaDocumento2 páginasProgramación de Ayl Por Competencias-Área Léxico Semánticamaulen_al92% (12)
- Alianza TerapeuticaDocumento8 páginasAlianza TerapeuticaAsareth IkaroAún no hay calificaciones
- La Técnica de Análisis de Incidentes CríticosDocumento4 páginasLa Técnica de Análisis de Incidentes Críticosviviana.lozanoAún no hay calificaciones
- Discurso Social ConceptoDocumento23 páginasDiscurso Social ConceptoBelén Lezcano Fernández100% (2)
- Monografia Piura La Vieja PDFDocumento61 páginasMonografia Piura La Vieja PDFmapy28100% (1)
- Resúmenes Libro KarmiloffDocumento125 páginasResúmenes Libro KarmiloffCarla López de UrdaAún no hay calificaciones
- Modulo 3 Paradigmas de AprendizajeDocumento81 páginasModulo 3 Paradigmas de Aprendizajeanon_784844227Aún no hay calificaciones
- COMUNICACIÓN ASERTIVA y PNLDocumento64 páginasCOMUNICACIÓN ASERTIVA y PNLBrayan Guerrero100% (1)
- Perfil CubrecaviDocumento1 páginaPerfil CubrecaviEly MaciasAún no hay calificaciones
- DestrezasDocumento8 páginasDestrezasChavez GonzalezAún no hay calificaciones
- Estudios Generales Taller de Comunicación Oral y EscritaDocumento7 páginasEstudios Generales Taller de Comunicación Oral y EscritaNeira SenaAún no hay calificaciones
- El Modelo Comunicacional de David BerloDocumento39 páginasEl Modelo Comunicacional de David BerloZohara Joula50% (2)
- Manual de Intervención, Práctica y Gestión en RedesDocumento152 páginasManual de Intervención, Práctica y Gestión en RedesDani Avello100% (1)
- FORMATO UNICO HV PROCEMCOL ActualizadaDocumento5 páginasFORMATO UNICO HV PROCEMCOL ActualizadaFabian SalcedoAún no hay calificaciones
- Progresion Temática en Alumnos ELEDocumento10 páginasProgresion Temática en Alumnos ELEGreta PetersonAún no hay calificaciones
- Examen Final - Semana 8 - RA - SEGUNDO BLOQUE-FUNDAMENTOS DE SERVICIO AL CLIENTE - (GRUPO1) FinalDocumento12 páginasExamen Final - Semana 8 - RA - SEGUNDO BLOQUE-FUNDAMENTOS DE SERVICIO AL CLIENTE - (GRUPO1) FinalDavid Bel ReyAún no hay calificaciones
- Esencia y FenómenoDocumento7 páginasEsencia y FenómenoJesús Crespo Ruiz50% (6)
- Nietzsche - CartasDocumento14 páginasNietzsche - CartasCutxoAún no hay calificaciones
- Planificación Primero Básico Historia MarzoDocumento5 páginasPlanificación Primero Básico Historia Marzojuanenrique2310100% (1)
- Empower MetDocumento6 páginasEmpower MetCleiton Miguel Reyes Rodriguez0% (1)
- Wilhelm WundtDocumento4 páginasWilhelm WundtIissaa ChaAún no hay calificaciones
- Matriz de Competecias y Desempeño S Del Quinto GradoDocumento11 páginasMatriz de Competecias y Desempeño S Del Quinto GradoE AB LorenzoAún no hay calificaciones
- Artes Visuales Segundo Grado Bloque 1Documento3 páginasArtes Visuales Segundo Grado Bloque 1Ana EndAún no hay calificaciones
- Aspectos Psicológicos en La OdontopediatríaDocumento13 páginasAspectos Psicológicos en La Odontopediatríazozer16Aún no hay calificaciones
- Teorias de Las ActitudesDocumento4 páginasTeorias de Las ActitudesAdrianRiofrioAún no hay calificaciones
- Enseñar o AsistirDocumento6 páginasEnseñar o AsistirAriel Alejandro SmaiaAún no hay calificaciones
- Etica en El TrabajoDocumento9 páginasEtica en El TrabajoTalentosConsultingAún no hay calificaciones