También podría gustarte
- Excavadora 350d LCDocumento230 páginasExcavadora 350d LCJuan David Calderon67% (3)
- Manual Tracer Pocketester LaMotte 1766 - Versión EspañolDocumento24 páginasManual Tracer Pocketester LaMotte 1766 - Versión EspañolAdrian Rodriguez Betancourt50% (2)
- 45-MSDS MasterAir 920Documento8 páginas45-MSDS MasterAir 920Karlitoz Portilla del Carpio50% (2)
- HDS Lubricante Vinilit (Renner)Documento7 páginasHDS Lubricante Vinilit (Renner)Magdalena Valencia0% (1)
- 2.00 Informe Limpieza de TNK N2 de Agua Potable DAM-D 2023Documento7 páginas2.00 Informe Limpieza de TNK N2 de Agua Potable DAM-D 2023Nilton Alexander Galvez ArmasAún no hay calificaciones
- Estándar Jaulas Respel CvuDocumento16 páginasEstándar Jaulas Respel CvuFranco VildosolaAún no hay calificaciones
- Pro-Wedge XL SpanishDocumento15 páginasPro-Wedge XL Spanishcarlosyanezlagos75% (4)
- Protocolo de Eliminación de Elementos de Izaje en Mal EstadoDocumento1 páginaProtocolo de Eliminación de Elementos de Izaje en Mal EstadoAbi WafflesAún no hay calificaciones
- Valvulas en Acero Fundido Velan PDFDocumento49 páginasValvulas en Acero Fundido Velan PDFcarlos arturo alvarez montoyaAún no hay calificaciones
- Antiespumante B 10Documento6 páginasAntiespumante B 10jafs190594Aún no hay calificaciones
- MSDS - CAT ® ELC (Extended Life Coolant) - ActualizadaDocumento8 páginasMSDS - CAT ® ELC (Extended Life Coolant) - Actualizadadennys rojas toledoAún no hay calificaciones
- Instructivo Sierra CircularDocumento5 páginasInstructivo Sierra CircularNestorAún no hay calificaciones
- WOA120S Manual de Uso y CuidadoDocumento16 páginasWOA120S Manual de Uso y CuidadoMario Alberto García100% (1)
- 5 - Manual CD - 747 - ESDocumento34 páginas5 - Manual CD - 747 - ESOscar PuertaAún no hay calificaciones
- Manual de Servicio Zoll R SeriesDocumento548 páginasManual de Servicio Zoll R SeriesCesar Ayala100% (2)
- Bomba Triplex Lodo Manual 12T1600 Drillmec PDFDocumento114 páginasBomba Triplex Lodo Manual 12T1600 Drillmec PDFnayo182100% (1)
- Manual Extrusora Mak 18 SDocumento23 páginasManual Extrusora Mak 18 SBeto ChavezAún no hay calificaciones
- Formato Tarjetas de Bloqueos Con MedidasDocumento6 páginasFormato Tarjetas de Bloqueos Con MedidasMaykol Robert Ramirez GraweAún no hay calificaciones
- HDS - Cadina Adhesivo Polvo ACDocumento5 páginasHDS - Cadina Adhesivo Polvo ACNicolás Adones AguileraAún no hay calificaciones
- Procedimiento de trabajo seguro para desapernado, cegado y apernado de bridasDocumento21 páginasProcedimiento de trabajo seguro para desapernado, cegado y apernado de bridasFlia Parra TriviñoAún no hay calificaciones
- Vextrom-Xtraton Performance Exc 15w-40Documento1 páginaVextrom-Xtraton Performance Exc 15w-40John Alegria SanchoAún no hay calificaciones
- Alerta SSMAC - Manejo Invernal 2021 PDFDocumento1 páginaAlerta SSMAC - Manejo Invernal 2021 PDFandres schroederAún no hay calificaciones
- Pre Uso de Equipo OxicorteDocumento1 páginaPre Uso de Equipo OxicorteNilson Eduardo Ardila MateusAún no hay calificaciones
- Procedimiento de Trabajo, Herramientas Manuales, DMH RevisionDocumento10 páginasProcedimiento de Trabajo, Herramientas Manuales, DMH RevisionDanielSotoTapiaAún no hay calificaciones
- Hds Esmalte Poliuretano Pu 24 Comp ADocumento7 páginasHds Esmalte Poliuretano Pu 24 Comp APrevención EcostandardAún no hay calificaciones
- Maquina EnvolvedoraDocumento2 páginasMaquina EnvolvedoradiegoAún no hay calificaciones
- Instructivo de Montaje Sello CartridgeDocumento2 páginasInstructivo de Montaje Sello Cartridgeclaudio100% (1)
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Documento12 páginasWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27Aún no hay calificaciones
- Soldadura HdpeDocumento3 páginasSoldadura Hdpejo borjaAún no hay calificaciones
- Desinfectante Superquat Hoja de Datos de SeguridadDocumento6 páginasDesinfectante Superquat Hoja de Datos de SeguridadYasna Fritz Cifuentes0% (1)
- Plan de Mantenimiento Nissan NavaraDocumento1 páginaPlan de Mantenimiento Nissan NavaraLuis Angel ChiloAún no hay calificaciones
- Criterio Diseño para Estructuras SGPD-02EST-CRTTC-0001: Corporación Nacional Del Cobre de Chile Codelco - ChileDocumento185 páginasCriterio Diseño para Estructuras SGPD-02EST-CRTTC-0001: Corporación Nacional Del Cobre de Chile Codelco - ChileKony LopezAún no hay calificaciones
- Sumadur Oxido Fe MicaceoDocumento3 páginasSumadur Oxido Fe MicaceoOswaldo SantoyoAún no hay calificaciones
- Ficha Tecnica Bota Saga 2021Documento1 páginaFicha Tecnica Bota Saga 2021John Ever Quiroz Herrera100% (1)
- Procedimientos de Aplicación de Impermeabilizante en TiendasDocumento3 páginasProcedimientos de Aplicación de Impermeabilizante en TiendasMiguel DezaAún no hay calificaciones
- Hoja Seguridad SoudalDocumento6 páginasHoja Seguridad SoudalCarpas,membranas CubrimientosAún no hay calificaciones
- FS - Frixo 437Documento4 páginasFS - Frixo 437Kelly CampoAún no hay calificaciones
- Evaluación Procedimiento de Trabajo Esmeril AngularDocumento2 páginasEvaluación Procedimiento de Trabajo Esmeril AngularCarlos A. Trigo BarrazaAún no hay calificaciones
- HDS Anticorrosivo Epoxico Comp BDocumento7 páginasHDS Anticorrosivo Epoxico Comp BPrevención Ecostandard100% (1)
- Pets-Geo-Oc-03-16 Limpieza de Acero Con Removedor de OxidoDocumento6 páginasPets-Geo-Oc-03-16 Limpieza de Acero Con Removedor de OxidoMARLON CRISTOBALAún no hay calificaciones
- Amc-Superfoam EsDocumento1 páginaAmc-Superfoam Esalf1986Aún no hay calificaciones
- Plan de Suministro de Maquinaria, Equipos y HerramientasDocumento22 páginasPlan de Suministro de Maquinaria, Equipos y HerramientasMaria Camila TorresAún no hay calificaciones
- Hds Bel-Ray 100 Gear Oil 200Documento6 páginasHds Bel-Ray 100 Gear Oil 200vitocopgAún no hay calificaciones
- Procedimiento para Retiro de Lodos Lavado E Impermeabilizacion en Estructuras de Los Sistemas de Aguas Industriales Planta Cenit - RetiroDocumento11 páginasProcedimiento para Retiro de Lodos Lavado E Impermeabilizacion en Estructuras de Los Sistemas de Aguas Industriales Planta Cenit - RetiroYeison MartínezAún no hay calificaciones
- Tubo de Cobre OXI/MED para Sistemas de Gas HospitalariosDocumento1 páginaTubo de Cobre OXI/MED para Sistemas de Gas HospitalariosJOSE GABRIEL100% (2)
- NCH 20801of2000 Tapas y Anillos para CamarasDocumento21 páginasNCH 20801of2000 Tapas y Anillos para CamarasOrlando Enrique Velásquez Nava100% (1)
- TruCore Manual SP 112216Documento36 páginasTruCore Manual SP 112216Alonso Inostroza100% (1)
- Sanity Alcohol Gel Hoja SeguridadDocumento5 páginasSanity Alcohol Gel Hoja SeguridadMlC mlcAún no hay calificaciones
- Hoja de Seguridad Thinner AcrilicoDocumento5 páginasHoja de Seguridad Thinner AcrilicoSEGURIDAD AYG CEDAún no hay calificaciones
- Manual Sprint 2506 - V000Documento90 páginasManual Sprint 2506 - V000Anonymous X4L9Xk50% (2)
- Protocolo de Pintura en Muros Y Cielo Raso: Cc-Dym-Pint-N° Versión N°Documento1 páginaProtocolo de Pintura en Muros Y Cielo Raso: Cc-Dym-Pint-N° Versión N°Percy CalleAún no hay calificaciones
- Manual NachDocumento7 páginasManual Nachfidel flores martinezAún no hay calificaciones
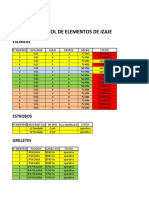
- Control elementos izaje slingas estrobos grilletesDocumento1 páginaControl elementos izaje slingas estrobos grilletesFelipe RifoAún no hay calificaciones
- Azcue 3DDocumento13 páginasAzcue 3DGregory7778Aún no hay calificaciones
- Instalacion de Solera y VeredasDocumento9 páginasInstalacion de Solera y VeredasElizabeth Aracena RiverosAún no hay calificaciones
- Cerezinc Z-85 C.B. CeresitaDocumento4 páginasCerezinc Z-85 C.B. CeresitaCarlos GarciaAún no hay calificaciones
- HSEQ-FO-086 Check List Mensual TensiometroDocumento1 páginaHSEQ-FO-086 Check List Mensual TensiometroLuz Marina Marulanda OsornoAún no hay calificaciones
- Ei-Pyt-P-62 Procedimiento de Excavación para Postes de Linea de Media y Alta TensiónDocumento7 páginasEi-Pyt-P-62 Procedimiento de Excavación para Postes de Linea de Media y Alta TensióneduardoAún no hay calificaciones
- Ficha Tecnica Motor Honda - Gx390Documento1 páginaFicha Tecnica Motor Honda - Gx390WILLIAM FERNANDO FORERO GOMEZAún no hay calificaciones
- Información de Producto: Eurodiesel E-4 15W40 Api: Ci-4 PlusDocumento1 páginaInformación de Producto: Eurodiesel E-4 15W40 Api: Ci-4 Plusecavasisuma.cl Evelyn CavasAún no hay calificaciones
- Procedimiento Izaje Torre y CubaDocumento8 páginasProcedimiento Izaje Torre y CubajuanAún no hay calificaciones
- Go-Pall-014 Barniz DielectricoDocumento3 páginasGo-Pall-014 Barniz DielectricoDanielAún no hay calificaciones
- Aceite Anticorrosivo CorrofinDocumento2 páginasAceite Anticorrosivo CorrofinLenin MirandaAún no hay calificaciones
- Instructivo herramientas manualesDocumento2 páginasInstructivo herramientas manualesMarion Fernanda Muñoz Bravo100% (1)
- Ficha de datos de seguridad Azul 32Documento10 páginasFicha de datos de seguridad Azul 32Julio Manuel BriceñoAún no hay calificaciones
- Manual Extrusora Mak 36 48 y 58Documento24 páginasManual Extrusora Mak 36 48 y 58Jose Luis100% (1)
- La Sesión 7 BorradorDocumento2 páginasLa Sesión 7 Borradorprofesional7002Aún no hay calificaciones
- APILADO DE RESIDUOS IDocumento2 páginasAPILADO DE RESIDUOS Iprofesional7002Aún no hay calificaciones
- INSPECCIÓN ANDAMIOSDocumento2 páginasINSPECCIÓN ANDAMIOSprofesional7002Aún no hay calificaciones
- Las Alternativas y JustificacionDocumento11 páginasLas Alternativas y Justificacionprofesional7002Aún no hay calificaciones
- Bandura ExpoDocumento2 páginasBandura Expoprofesional7002Aún no hay calificaciones
- Comunicado - Caso EyviDocumento1 páginaComunicado - Caso Eyviprofesional7002Aún no hay calificaciones
- APEO DE ÁRBOLES CON HACHA I. RevisadoDocumento2 páginasAPEO DE ÁRBOLES CON HACHA I. Revisadoprofesional7002Aún no hay calificaciones
- Accidente fatal por explosión de extintor en prácticaDocumento11 páginasAccidente fatal por explosión de extintor en prácticaingencalidadAún no hay calificaciones
- 101 85 1 PB - Rev1Documento5 páginas101 85 1 PB - Rev1profesional7002Aún no hay calificaciones
- Formato Declaración Jurada Pax Mayores de 15 y Menores de 64Documento1 páginaFormato Declaración Jurada Pax Mayores de 15 y Menores de 64profesional7002Aún no hay calificaciones
- Tiempo de Vida - Fibra OpticaDocumento8 páginasTiempo de Vida - Fibra Opticaprofesional7002Aún no hay calificaciones
- Formato Declaración Jurada Pax Mayores de 15 y Menores de 64Documento1 páginaFormato Declaración Jurada Pax Mayores de 15 y Menores de 64profesional7002Aún no hay calificaciones
- Comité de SST. Ing. Luis LozanoDocumento28 páginasComité de SST. Ing. Luis LozanoDavid SiancasAún no hay calificaciones
- Claves de La Revisión de La ISO 14001Documento28 páginasClaves de La Revisión de La ISO 14001Jesus Adolfo RodriguezAún no hay calificaciones
- Cont Exám MédicDocumento1 páginaCont Exám Médicprofesional7002Aún no hay calificaciones
- Requisitos LegalesDocumento176 páginasRequisitos LegalesJaime Lloque BordaAún no hay calificaciones
- ABC Senace EspanolDocumento38 páginasABC Senace Espanolprofesional7002Aún no hay calificaciones
- Tesis - Estudio de MaterialesDocumento182 páginasTesis - Estudio de Materialesprofesional7002Aún no hay calificaciones
- Reglamento de Seguridad para El Almacenamiento de Hidrocarburos EDocumento32 páginasReglamento de Seguridad para El Almacenamiento de Hidrocarburos EGmarckho Cruz NAún no hay calificaciones
- Norma Ri116 2015Documento16 páginasNorma Ri116 2015Flo Ga KikeAún no hay calificaciones
- 1760 2 PDFDocumento87 páginas1760 2 PDFJose RodriguezAún no hay calificaciones
- Anexo 03 - Plan de Seguridad VialDocumento7 páginasAnexo 03 - Plan de Seguridad Vialprofesional7002Aún no hay calificaciones
- Checkl Lista de Equipo TalleresDocumento4 páginasCheckl Lista de Equipo Talleresprofesional7002Aún no hay calificaciones
- 1825 Pentoxido de Vanadio Ficha de SeguridadDocumento5 páginas1825 Pentoxido de Vanadio Ficha de SeguridadHernán Enrique Díaz Echauri100% (2)
- Curso Basico ErasDocumento15 páginasCurso Basico ErasYuum K'ak Náab PTAún no hay calificaciones
- 0 0750 0126 04 WebDocumento2 páginas0 0750 0126 04 Webprofesional7002Aún no hay calificaciones
- Registro CapacitaciónDocumento1 páginaRegistro Capacitaciónprofesional7002Aún no hay calificaciones
- Gestión residuos empresaDocumento1 páginaGestión residuos empresaprofesional7002Aún no hay calificaciones
- Gestión residuos empresaDocumento1 páginaGestión residuos empresaprofesional7002Aún no hay calificaciones
- Manual de Operación Sistema Hydro MPC, Grundfos, EspañolDocumento80 páginasManual de Operación Sistema Hydro MPC, Grundfos, EspañolHugo ArancibiaAún no hay calificaciones
- Termos Electricos Mural 30-120L Rheem-ManualDocumento20 páginasTermos Electricos Mural 30-120L Rheem-Manualكلاوديا كلاودياAún no hay calificaciones
- Manual de Usuario Máquina de Nieve Polar MN-16Documento12 páginasManual de Usuario Máquina de Nieve Polar MN-16Valentino Ramirez KuAún no hay calificaciones
- RidgidDocumento236 páginasRidgidSERGIO CELIS ARIZAAún no hay calificaciones
- Elliptical M-353Documento13 páginasElliptical M-353garcaljp6906Aún no hay calificaciones
- PROFORMA-001-00700322-SIGRAL-Centro Comercial Ecoplaza Rev4 C.EquiposDocumento6 páginasPROFORMA-001-00700322-SIGRAL-Centro Comercial Ecoplaza Rev4 C.EquiposAloAún no hay calificaciones
- Monitor Desfibrilador S5: Manual de ServicioDocumento71 páginasMonitor Desfibrilador S5: Manual de ServicioJuan Esteban F.Aún no hay calificaciones
- 3 - Manual de Garantia PDFDocumento26 páginas3 - Manual de Garantia PDFMauricio alberto guapachaAún no hay calificaciones
- TRIPSAVER II Hoja-De-Instrucciones-461-502s INSTALACION Y OPERACION (ES)Documento27 páginasTRIPSAVER II Hoja-De-Instrucciones-461-502s INSTALACION Y OPERACION (ES)david_santillanAún no hay calificaciones
- Manual Extrusora Mak 36,48 y 58Documento24 páginasManual Extrusora Mak 36,48 y 58Carlos Blanco Maldonado100% (1)
- Manual Fagor 8035 FresadoraDocumento470 páginasManual Fagor 8035 FresadorasinasdfgzAún no hay calificaciones
- Equipos de PavimentacionDocumento103 páginasEquipos de PavimentacionVictor Oscar Duque SilvaAún no hay calificaciones
- Modelo 4 Observaciones A La PruebaDocumento12 páginasModelo 4 Observaciones A La PruebaPaula VasquezAún no hay calificaciones
- 1411 Autoclaves 100 y 150 QuibiDocumento7 páginas1411 Autoclaves 100 y 150 QuibiDaniel PorrasAún no hay calificaciones
- E180 Rev1.5 EsDocumento12 páginasE180 Rev1.5 EsAlberto NaveroAún no hay calificaciones
- HPR 400XDDocumento356 páginasHPR 400XDancrsama_09Aún no hay calificaciones
- 3.3 Poliza de Garantia Serie Flux Altamira FabricanteDocumento1 página3.3 Poliza de Garantia Serie Flux Altamira FabricanteRicardo GuzmanAún no hay calificaciones
- Manual Drean AutobalanceDocumento19 páginasManual Drean Autobalancemusymusy5Aún no hay calificaciones
- Cyclone 3020Documento13 páginasCyclone 3020Lili PachecoAún no hay calificaciones
- Introduccion A GAGEtrak 6.8Documento37 páginasIntroduccion A GAGEtrak 6.8Jose Ruben RamosAún no hay calificaciones
- DMK - Manual de Uso y Mantenimiento - español-CRYP PDFDocumento67 páginasDMK - Manual de Uso y Mantenimiento - español-CRYP PDFbenjaminAún no hay calificaciones
- 8973 Mant de Equipos - SANICODocumento3 páginas8973 Mant de Equipos - SANICOJonathan RodriguezAún no hay calificaciones
- Ikusi TarifaDocumento36 páginasIkusi TarifagomollonjoseluisAún no hay calificaciones
- Rev ControlDocumento12 páginasRev ControlFrank Villalobos0% (1)