También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Orden de TrabajoDocumento2 páginasOrden de TrabajoAlex VargasAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Dibujo técnico para la transformación de polímeros. QUIT0209De EverandDibujo técnico para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Dieta Naturista para DesintoxicarDocumento10 páginasDieta Naturista para DesintoxicaralkimihoAún no hay calificaciones
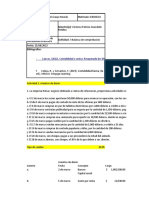
- Actividad 3. Balanza de ComprobaciónDocumento13 páginasActividad 3. Balanza de ComprobaciónSamuel AraujoAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Reducción Del Contenido de Trabajo y Del Tiempo ImproductivoDocumento4 páginasReducción Del Contenido de Trabajo y Del Tiempo ImproductivoManuel Cordova50% (2)
- Actualidad Juridica 322 WebDocumento260 páginasActualidad Juridica 322 WebFátima R. Ganoza100% (1)
- Clases de MateriaDocumento7 páginasClases de MateriaXTREME P-D79% (56)
- Quiz 2 Modelo Toma de DecisionesDocumento6 páginasQuiz 2 Modelo Toma de DecisionesEdilma Puerta GómezAún no hay calificaciones
- Victor Carvajal Tarea 4Documento10 páginasVictor Carvajal Tarea 4Víctor Hugo Carvajal GaticaAún no hay calificaciones
- Calculomazarota 130711111739 Phpapp02Documento0 páginasCalculomazarota 130711111739 Phpapp02Luisander Paz100% (1)
- Hoja Calculo Placa Colaborante - AD600Documento27 páginasHoja Calculo Placa Colaborante - AD600Ricardo MendozaAún no hay calificaciones
- Alexis Pérez Semana4 Resist - DematerialesDocumento8 páginasAlexis Pérez Semana4 Resist - Dematerialesalexis perez diazAún no hay calificaciones
- Calculo Placa Colaborante - AD600Documento27 páginasCalculo Placa Colaborante - AD600Plivio Yaco100% (1)
- Laboratorio 5Documento14 páginasLaboratorio 5Jose Luis Rodriguez CotyAún no hay calificaciones
- Balance de Carga Horno CubiloteDocumento23 páginasBalance de Carga Horno CubiloteJimmyFigueroaAAún no hay calificaciones
- Fundición de Rueda de CamiónDocumento44 páginasFundición de Rueda de CamiónStoneAún no hay calificaciones
- Informe Final Proyecto FundicionDocumento11 páginasInforme Final Proyecto FundicionAlvaro RamosAún no hay calificaciones
- ColadaDocumento16 páginasColadaprince zamudioAún no hay calificaciones
- Molde de ArenaDocumento7 páginasMolde de ArenaAlex YagloaAún no hay calificaciones
- Fundicion de Rueda de CamionDocumento41 páginasFundicion de Rueda de CamionStoneAún no hay calificaciones
- Aleación, Fundición DE ACEROSDocumento79 páginasAleación, Fundición DE ACEROSjuan avila salgadoAún no hay calificaciones
- Taller Procesos de FundicionDocumento7 páginasTaller Procesos de FundicionFelipe FlorezAún no hay calificaciones
- Diseño de BielaDocumento11 páginasDiseño de BielanelsonAún no hay calificaciones
- Diseño de Riser 1Documento130 páginasDiseño de Riser 1JazmínARAún no hay calificaciones
- Requerimientos de Diseño Del MoldeDocumento6 páginasRequerimientos de Diseño Del MoldeCinthia Quisbert RezaAún no hay calificaciones
- Procedimiento FundicionDocumento42 páginasProcedimiento FundicionOscar Javier CastilloAún no hay calificaciones
- Cabillas y AlambronesDocumento7 páginasCabillas y AlambronesEverlyn Lavado De DavilaAún no hay calificaciones
- 4 Uniones Con Remaches-Cirsoc 1982Documento10 páginas4 Uniones Con Remaches-Cirsoc 1982Enzo EnzoAún no hay calificaciones
- Pieza de FundicionDocumento5 páginasPieza de FundicionMaría Elena Pedreros BustosAún no hay calificaciones
- Memoria de Calculo E-SpDocumento20 páginasMemoria de Calculo E-Spcarlos mejiaAún no hay calificaciones
- Clase 2 (25 de Agossto)Documento7 páginasClase 2 (25 de Agossto)Luis Arturo Muñoz JorqueraAún no hay calificaciones
- Actividad4 JMaciasDocumento20 páginasActividad4 JMaciasSergio PradaAún no hay calificaciones
- DEFECTOS en FundicionDocumento8 páginasDEFECTOS en FundicionErick JavesAún no hay calificaciones
- Trabajo FundiciónDocumento30 páginasTrabajo FundiciónStoneAún no hay calificaciones
- Cuestionario 14 PDFDocumento9 páginasCuestionario 14 PDFAnthony Lazaro SanchezAún no hay calificaciones
- Procedimientos Especiales de FundicionDocumento43 páginasProcedimientos Especiales de FundicionFreddy CarriónAún no hay calificaciones
- SolidificacionDocumento18 páginasSolidificacionIvancito JhustiAún no hay calificaciones
- Análisis ResorteDocumento9 páginasAnálisis ResorteWorldWarWebAún no hay calificaciones
- Fundición NodularDocumento84 páginasFundición NodularBorja Álvarez Díaz100% (2)
- Examen Parcial Fundicion 2020Documento3 páginasExamen Parcial Fundicion 2020Juan Diego Falcon Chura0% (1)
- Catalogo Losacero T-DeckDocumento10 páginasCatalogo Losacero T-DeckOto Cuyuch100% (1)
- Ejercicios CorrosionDocumento17 páginasEjercicios CorrosionSebasas GonzalezAún no hay calificaciones
- ExamenDocumento31 páginasExamenDasha Escalera TorricoAún no hay calificaciones
- Conteo Nodular y Forma de Grafito en Funcion EsferoidalDocumento8 páginasConteo Nodular y Forma de Grafito en Funcion EsferoidalEd MartiAún no hay calificaciones
- Ejercicios T10Documento8 páginasEjercicios T10Maria Triviño GarciaAún no hay calificaciones
- ProblemaDocumento5 páginasProblemaaracelissolarodriguezAún no hay calificaciones
- Informe de Moldeo y Colada - FimDocumento9 páginasInforme de Moldeo y Colada - FimDANIEL MAXIMO HUAMAN TORRES0% (1)
- Taller 2 - Propiedades de Los MaterialesDocumento47 páginasTaller 2 - Propiedades de Los MaterialesLaura Steffania Montero CollazosAún no hay calificaciones
- Fundicion CentrifugaDocumento8 páginasFundicion Centrifugaaquiles19_10100% (1)
- Calculomazarota 130711111739 Phpapp02Documento24 páginasCalculomazarota 130711111739 Phpapp02Santiago OrtegaAún no hay calificaciones
- Procesos y Operaciones en Una Planta de Fundición de AluminioDocumento5 páginasProcesos y Operaciones en Una Planta de Fundición de AluminioSandro Begazo RodriguezAún no hay calificaciones
- 3 Libro MV Parte 3 Conduccion en Dos y Tres DimensionesDocumento5 páginas3 Libro MV Parte 3 Conduccion en Dos y Tres Dimensionespedroantoni22Aún no hay calificaciones
- Aplicación de Lo AprendidoDocumento3 páginasAplicación de Lo Aprendidopedroantoni22100% (1)
- Turb - Hidraulicas10 ProblemaDocumento26 páginasTurb - Hidraulicas10 ProblemaJoseph GutierrezAún no hay calificaciones
- Experimento 1.docx QuìmicaDocumento18 páginasExperimento 1.docx Quìmicapedroantoni22Aún no hay calificaciones
- IntroducciónDocumento11 páginasIntroducciónpedroantoni22Aún no hay calificaciones
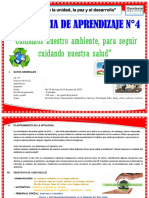
- 1ro Experiencia de Aprendizaje #4.Documento21 páginas1ro Experiencia de Aprendizaje #4.Dannis Nayeli Manrique ChecaAún no hay calificaciones
- Cadena Productiva Del MangoDocumento27 páginasCadena Productiva Del MangoYirley MarínAún no hay calificaciones
- Actividad 2 - Tema 1 AngelDocumento4 páginasActividad 2 - Tema 1 AngelAngel LopezAún no hay calificaciones
- LIBRO Enseñar A Pensar Sara Villellas SanzDocumento10 páginasLIBRO Enseñar A Pensar Sara Villellas SanzJeannette Lopez CorralAún no hay calificaciones
- Gaia El Regreso de La Madre TierraDocumento3 páginasGaia El Regreso de La Madre TierrascrebedeAún no hay calificaciones
- Apuntes y Conceptos Básicos Sobre Riego y DrenajeDocumento11 páginasApuntes y Conceptos Básicos Sobre Riego y Drenajeeloy manayay calderonAún no hay calificaciones
- Conocimiento TecnológicoDocumento23 páginasConocimiento TecnológicoJosesin CarmentiAún no hay calificaciones
- Sesion 6 Fundamentos de La Economía: Elasticidad de La Demanda, Elasticidad Cruzada, Elasticidad IngresoDocumento24 páginasSesion 6 Fundamentos de La Economía: Elasticidad de La Demanda, Elasticidad Cruzada, Elasticidad Ingresoariel capa martinezAún no hay calificaciones
- Catalogo GalvasidDocumento32 páginasCatalogo GalvasidOscar AlonsoAún no hay calificaciones
- Analisis de Pureza y Prueba de GerminacionDocumento16 páginasAnalisis de Pureza y Prueba de GerminacionPedro Burga JacobiAún no hay calificaciones
- Ballesta de RepeticionDocumento3 páginasBallesta de RepeticiongabyAún no hay calificaciones
- Copia de Coaching de EquiposDocumento4 páginasCopia de Coaching de EquiposCris Riffo CerdaAún no hay calificaciones
- Curso Superior Del Rio Aconcagua Un AreaDocumento22 páginasCurso Superior Del Rio Aconcagua Un AreaEnrique Parra AlarconAún no hay calificaciones
- Combinatoria UltimoDocumento23 páginasCombinatoria UltimoAlex Jhonny Crispin FernandezAún no hay calificaciones
- Proceso de Investigación de Sherlock HolmesDocumento2 páginasProceso de Investigación de Sherlock Holmeshector sanchezAún no hay calificaciones
- SSA024 2018 IPT Reclamación Comisión NegociadoraDocumento162 páginasSSA024 2018 IPT Reclamación Comisión Negociadoraraul velozoAún no hay calificaciones
- Aminoacidos y ProteinasDocumento21 páginasAminoacidos y ProteinasVICKYCITAAún no hay calificaciones
- Dotacion de AguaDocumento15 páginasDotacion de Aguadiana GutierrezAún no hay calificaciones
- Negocio ConjuntoDocumento5 páginasNegocio Conjuntodahi ojedaAún no hay calificaciones
- Opinión Legal #022 Jass Sanco MolinoDocumento3 páginasOpinión Legal #022 Jass Sanco MolinoJaqueline JchAún no hay calificaciones
- Trabajo Grupal - Segunda Unidad - Resistencia de MaterialesDocumento12 páginasTrabajo Grupal - Segunda Unidad - Resistencia de MaterialesChristian Jair Sandoval Damián50% (2)
- Congestion de RedDocumento26 páginasCongestion de RedLeonardo Serna GuarínAún no hay calificaciones
- Planes Con Las Lecciones Del Nacho DE ESPAÑOLDocumento80 páginasPlanes Con Las Lecciones Del Nacho DE ESPAÑOLenrique leonardo vasquez martinezAún no hay calificaciones