También podría gustarte
- Resumen Codigo Asme Seccion IxDocumento46 páginasResumen Codigo Asme Seccion IxJavier Orna100% (12)
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Cuestionario Soldadura - RespondidoDocumento67 páginasCuestionario Soldadura - RespondidoAderli Torrico100% (1)
- Soldadura FCAW y GMAWDocumento17 páginasSoldadura FCAW y GMAWIvan GarzonAún no hay calificaciones
- Soldabilidad de Los Aceros Jez PDFDocumento63 páginasSoldabilidad de Los Aceros Jez PDFTony William ArcosAún no hay calificaciones
- Curso de SoldaduraDocumento91 páginasCurso de SoldaduraAndres Tiapa100% (1)
- ASME B31.8S Traducción BDocumento107 páginasASME B31.8S Traducción BEdgard G BoccardoAún no hay calificaciones
- Normas para Electrodos de SoldaduraDocumento46 páginasNormas para Electrodos de SoldaduraMarito Gomez33% (3)
- Calificación de Procedimiento de SoldaduraDocumento4 páginasCalificación de Procedimiento de SoldaduraJorgeAún no hay calificaciones
- Codigos y Normas Asme, API y AWSDocumento5 páginasCodigos y Normas Asme, API y AWSpborgher100% (2)
- Normas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28Documento71 páginasNormas Aws #2 Normas Wps # 7 Propiedades de Los Metales #14 Diagrama Fase Fe-C #28ALEXANDRA GARCIA CAICEDOAún no hay calificaciones
- Lista de Códigos y Procesos de SoldaduraDocumento7 páginasLista de Códigos y Procesos de SoldaduraJunior Risco Yarleque100% (1)
- Codigo Asme Seccion IxcompletoDocumento69 páginasCodigo Asme Seccion IxcompletoGary Oporto cabas100% (1)
- Tecnología 1 GuíaDocumento207 páginasTecnología 1 GuíaEsthela80% (20)
- MEC - 003 Soldadura Tuberías Acero Al CarbonoDocumento3 páginasMEC - 003 Soldadura Tuberías Acero Al Carbonoegfernandez21Aún no hay calificaciones
- Clasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Documento57 páginasClasificacion de Electrodos Segun AWS (Codigo Asme Seccion 2)Geisman David Cardona Cañon50% (2)
- Luis BarraganDocumento41 páginasLuis BarraganNancy Moo Pool100% (1)
- 02 Manometro ETSA Modelo 643Documento2 páginas02 Manometro ETSA Modelo 643Omar BecerrilAún no hay calificaciones
- ASME Sección VIII-edic. 2021 Parte 8.1Documento16 páginasASME Sección VIII-edic. 2021 Parte 8.1Andres MelianAún no hay calificaciones
- Codigo Asme Seccion IxDocumento33 páginasCodigo Asme Seccion Ixoaperuchena100% (1)
- Curso Particulas MagneticasDocumento40 páginasCurso Particulas Magneticassaantafecito100% (1)
- Formato WPSDocumento4 páginasFormato WPSÁlejandro FlorezAún no hay calificaciones
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAún no hay calificaciones
- Codigo Asme Seccion IxDocumento28 páginasCodigo Asme Seccion IxAlexander Muñoz Sánchez100% (1)
- WPS AsmeDocumento7 páginasWPS AsmeCelso Sanabria100% (1)
- Galgas de Soldadura SolysolDocumento13 páginasGalgas de Soldadura SolysolVladimir Poveda AlmeidaAún no hay calificaciones
- Soldadura y Tratamientos TérmicosDocumento9 páginasSoldadura y Tratamientos TérmicosOscar TapiaAún no hay calificaciones
- BS-SCO-07 Curvado de Tuberia... CorregidoDocumento8 páginasBS-SCO-07 Curvado de Tuberia... CorregidoDaniel BalderramaAún no hay calificaciones
- 4.2 Las Perspectivas en Un AnteproyectoDocumento53 páginas4.2 Las Perspectivas en Un AnteproyectoLibni Merari Beltran Castellanos100% (1)
- Descripcion de Las NormasDocumento8 páginasDescripcion de Las NormasAlex Dela CruzAún no hay calificaciones
- Wps y PQRDocumento1 páginaWps y PQRthiagioIAún no hay calificaciones
- Proceso FCAWDocumento59 páginasProceso FCAWwgomez_175543Aún no hay calificaciones
- CURSO VT - 02 SoldadurasDocumento16 páginasCURSO VT - 02 SoldadurasJohana BarreraAún no hay calificaciones
- 04.especificación Técnica de Estructuras Metálicas PDFDocumento10 páginas04.especificación Técnica de Estructuras Metálicas PDFquiron2014Aún no hay calificaciones
- El ABC de La Calificación de Procedimientos de SoldaduraDocumento27 páginasEl ABC de La Calificación de Procedimientos de Soldaduramasv792512100% (1)
- Clasificacion de Los ElectrodosDocumento24 páginasClasificacion de Los Electrodoscolombia555100% (1)
- Procedimientos de Soldadura WpsDocumento2 páginasProcedimientos de Soldadura WpsEduardo PinZon DittaAún no hay calificaciones
- Soldadura de Tuberías Progresión AscendenteDocumento8 páginasSoldadura de Tuberías Progresión AscendentePercyAlexanderAún no hay calificaciones
- Tipos de TuberiasDocumento4 páginasTipos de TuberiasDarkSkillerAún no hay calificaciones
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- 02 Terminos y Definiciones SoldaduraDocumento18 páginas02 Terminos y Definiciones SoldaduraBetsiAún no hay calificaciones
- Defectos de SoldaduraDocumento9 páginasDefectos de SoldadurajimmymamaniquispeAún no hay calificaciones
- Preguntas de Nivel I Cwi Sin RespuestasDocumento20 páginasPreguntas de Nivel I Cwi Sin RespuestasNatt SalazarAún no hay calificaciones
- 00-Pernos de AnclajeDocumento6 páginas00-Pernos de AnclajeERIKAAún no hay calificaciones
- Tabla Perfiles LaminadosDocumento12 páginasTabla Perfiles Laminadosrcipriano50% (2)
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento3 páginasImperfecciones en Soldadura Tipos de Discontinuidadeswgomez_175543Aún no hay calificaciones
- Api 510Documento14 páginasApi 510AMLO45Aún no hay calificaciones
- Tigfil Er80s GDocumento1 páginaTigfil Er80s GYonathan Ricardo Leo KxAún no hay calificaciones
- Fisuras, Propiedades Mecanicas en SoldadurasDocumento10 páginasFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroAún no hay calificaciones
- Flushing Work Over) ProduccionDocumento7 páginasFlushing Work Over) ProduccionCisto Idarraga ArismendyAún no hay calificaciones
- Dossier Perf. Iv PDFDocumento187 páginasDossier Perf. Iv PDFJose Luis Caity chivacoAún no hay calificaciones
- Charla Tecnica de SoldaduraDocumento92 páginasCharla Tecnica de SoldaduralucianaAún no hay calificaciones
- Clinica API 1104Documento0 páginasClinica API 1104Orlando Delgado HuamaliAún no hay calificaciones
- Asme Ix Ruben 10 PDFDocumento179 páginasAsme Ix Ruben 10 PDFDiego E. Quispe GarciaAún no hay calificaciones
- 8.Pool-po-At-008 Rev. 0 ArenadoDocumento7 páginas8.Pool-po-At-008 Rev. 0 Arenadoarturo avilaAún no hay calificaciones
- Soldadura de Aleados en TermoelectricasDocumento102 páginasSoldadura de Aleados en Termoelectricasjf2587100% (1)
- WPS para Placas de 3 MMDocumento4 páginasWPS para Placas de 3 MMCristian Ramirez RodasAún no hay calificaciones
- ACP - Soldadura de Fitting para Hot Taps en La Industria Del GasDocumento38 páginasACP - Soldadura de Fitting para Hot Taps en La Industria Del GasElmar CuellarAún no hay calificaciones
- PRTU25 Pasivado de InoxidableDocumento3 páginasPRTU25 Pasivado de InoxidableVictor David Vargas RamosAún no hay calificaciones
- Tabla de TorqueDocumento1 páginaTabla de Torqueeder tancoAún no hay calificaciones
- Norma Asme IXDocumento28 páginasNorma Asme IXGretelCalderonValladaresAún no hay calificaciones
- MTTO de Tuberia Casing de Extraccion de PetroleoDocumento12 páginasMTTO de Tuberia Casing de Extraccion de PetroleoadolfoalavilaAún no hay calificaciones
- Manejo Teorico Practico Del Codigo AsmeDocumento42 páginasManejo Teorico Practico Del Codigo AsmeWenceslao EscorzaAún no hay calificaciones
- FcawDocumento7 páginasFcawSilvia CardenasAún no hay calificaciones
- Programado Vs EjecutadoDocumento38 páginasProgramado Vs EjecutadoBrayan Motta RodríguezAún no hay calificaciones
- Herramientas ComputaDocumento3 páginasHerramientas ComputaDaysi olmosAún no hay calificaciones
- Codigo VHDL para AscensorDocumento20 páginasCodigo VHDL para AscensorRosa100% (1)
- Ensayo Gerencia de ProyectosDocumento4 páginasEnsayo Gerencia de ProyectosFelipe Tovar GómezAún no hay calificaciones
- Analisis Por Fatiga PDFDocumento244 páginasAnalisis Por Fatiga PDFAlberto Velosa RoaAún no hay calificaciones
- Metodología para La Construcción de IndicadoresDocumento45 páginasMetodología para La Construcción de IndicadoresAsel JuarezAún no hay calificaciones
- G-M-Pp-Evaluación-Método de Caso - 2020Documento15 páginasG-M-Pp-Evaluación-Método de Caso - 2020Marcell Araya CastilloAún no hay calificaciones
- Planeacion Estrategica de La UVM.Documento18 páginasPlaneacion Estrategica de La UVM.MarioAlbertoCasadosAdameAún no hay calificaciones
- Trabajo Final de Calculo 3Documento61 páginasTrabajo Final de Calculo 3Aldo AguirreAún no hay calificaciones
- Proyecto Formativo - Tecnico en Sistemas Arti Media 2023Documento12 páginasProyecto Formativo - Tecnico en Sistemas Arti Media 2023Laura Sofia TorresAún no hay calificaciones
- Problema Prototípico DBDDocumento3 páginasProblema Prototípico DBDSalvador ConeAún no hay calificaciones
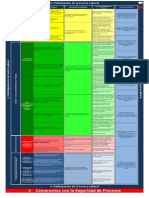
- Participacion de La Fuerza Laboral PSMDocumento1 páginaParticipacion de La Fuerza Laboral PSMJunior Rengifo TorrejónAún no hay calificaciones
- Escalas de MarchaDocumento2 páginasEscalas de MarchaSergi ArnauAún no hay calificaciones
- Memorias de Calculo SenaDocumento31 páginasMemorias de Calculo Senaandres felipe orozco rojasAún no hay calificaciones
- Material de Apoyo Al Tema 2.5 Análisis de Los 9 EnfoquesDocumento28 páginasMaterial de Apoyo Al Tema 2.5 Análisis de Los 9 EnfoquesCarlitos RamosAún no hay calificaciones
- Prieto - Diseno Simulacion y Fabricacion Asistida Por Computador de Un Molde para Inyeccion de Pi...Documento176 páginasPrieto - Diseno Simulacion y Fabricacion Asistida Por Computador de Un Molde para Inyeccion de Pi...Mario ChandiasAún no hay calificaciones
- ALUMNO Funciones de OperacionesDocumento98 páginasALUMNO Funciones de OperacionesGuadalupe RetanoAún no hay calificaciones
- Psicología de La Instrucción ImprimirDocumento44 páginasPsicología de La Instrucción ImprimirDaniela SarmientoAún no hay calificaciones
- Presupuesto - San LorenzoDocumento22 páginasPresupuesto - San LorenzoLuis OlvaresAún no hay calificaciones
- Programa DOE 20172Documento3 páginasPrograma DOE 20172Santiago Cifuentes AlmanzaAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 2 - Escenario 3 - Diseño Del Marco Teórico - ConceptualDocumento11 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 2 - Escenario 3 - Diseño Del Marco Teórico - ConceptualMARLI YIRANI SANJUAN OCAMPOAún no hay calificaciones
- Esquema Del Reglamento de MetradoDocumento1 páginaEsquema Del Reglamento de MetradoFresly Zahory Mendoza AtocheAún no hay calificaciones
- Tema 3Documento6 páginasTema 3luis benAún no hay calificaciones
- Esferas de Influenca Del DiseñoDocumento10 páginasEsferas de Influenca Del Diseñomarcela ariasAún no hay calificaciones
- Seminario de Grado Presentacion AdministracionDocumento85 páginasSeminario de Grado Presentacion AdministracionMushing RodríguezAún no hay calificaciones