
Elementos de Fijacion Aeroespaciales
Elementos de Fijacion Aeroespaciales
También podría gustarte
- Moldeo de AutoclaveDocumento7 páginasMoldeo de AutoclaveGiovanni V VeraAún no hay calificaciones
- ENUNCIADODocumento5 páginasENUNCIADOfranklinAún no hay calificaciones
- Ingeniería de Fabricación ResumenDocumento50 páginasIngeniería de Fabricación ResumenVíctor Balló VelaAún no hay calificaciones
- Tribología Unidad IiDocumento95 páginasTribología Unidad Iihector perezAún no hay calificaciones
- Perkins 1106cDocumento99 páginasPerkins 1106cDaniel Ardila100% (3)
- Estructuras Cristalinas y AmorfasDocumento5 páginasEstructuras Cristalinas y AmorfasLeoCruzAún no hay calificaciones
- Remaches Universales y CiegosDocumento29 páginasRemaches Universales y Ciegossanchez orta eduardo daniel100% (1)
- Descripcion Del Radomo y Su ConstitucionDocumento7 páginasDescripcion Del Radomo y Su ConstitucionalvaroAún no hay calificaciones
- Troquel ProgresivoDocumento4 páginasTroquel ProgresivoBryan Fiury Espayq0% (1)
- Juntas (Estanqueidad)Documento18 páginasJuntas (Estanqueidad)Loic SPAún no hay calificaciones
- Exposicion Materiales Auxeticos PDFDocumento84 páginasExposicion Materiales Auxeticos PDFAndrés Felipe Zuluaga OcampoAún no hay calificaciones
- Órganos de Transmisión PDFDocumento64 páginasÓrganos de Transmisión PDFEiner Hoyos CubasAún no hay calificaciones
- Diseño Mecánico PruebaDocumento16 páginasDiseño Mecánico PruebaOlger Baño TuquerresAún no hay calificaciones
- Diseño Drone (Metodología de Trabajo)Documento17 páginasDiseño Drone (Metodología de Trabajo)sagitarioefrainAún no hay calificaciones
- EMBRAGUEDocumento7 páginasEMBRAGUELeonardo Alca QuispeAún no hay calificaciones
- Conceptos Básicos y Nociones de Lubricación GeneralDocumento9 páginasConceptos Básicos y Nociones de Lubricación GeneralJared GarciaAún no hay calificaciones
- Teorías de Falla EstaticaDocumento11 páginasTeorías de Falla EstaticaRicardo AmezquitaAún no hay calificaciones
- Taller Modulo Soldadura SolucionDocumento10 páginasTaller Modulo Soldadura SolucionSantiago PalaciosAún no hay calificaciones
- Fractura Por Corte y FisuraDocumento5 páginasFractura Por Corte y FisuraAlexander Avalos OrtizAún no hay calificaciones
- Diseno Conceptual y Analisis de Tren de AterrizajeDocumento37 páginasDiseno Conceptual y Analisis de Tren de AterrizajeSergio Alberto100% (1)
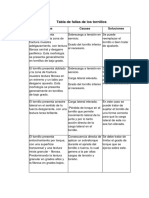
- Tabla de Fallas de Los TornillosDocumento6 páginasTabla de Fallas de Los TornillosSebastian NicolasAún no hay calificaciones
- Elementos Fijación Estructuras AeroespacialesDocumento37 páginasElementos Fijación Estructuras AeroespacialesGiovanni OrnelasAún no hay calificaciones
- 2 Casos Seleccionados de Análisis de FallaDocumento20 páginas2 Casos Seleccionados de Análisis de FallaKlerion xDAún no hay calificaciones
- Diseño - Capitulo 1. Fundamentos para El DiseñoDocumento14 páginasDiseño - Capitulo 1. Fundamentos para El DiseñoPaul Illescas100% (1)
- Tarea Numero 7Documento3 páginasTarea Numero 7karitoAún no hay calificaciones
- Maquinado Por Arranque de VirutaDocumento8 páginasMaquinado Por Arranque de VirutaNelson MendozaAún no hay calificaciones
- Investigacion de Tipos de AceroDocumento8 páginasInvestigacion de Tipos de AceroIsrael RamirezAún no hay calificaciones
- Preguntas Materiales CompuestosDocumento3 páginasPreguntas Materiales CompuestosTincho Gonzalez100% (1)
- 5.1elementos Estructurales Del VehiculoDocumento4 páginas5.1elementos Estructurales Del Vehiculoses7Aún no hay calificaciones
- Apuntes AceroDocumento6 páginasApuntes AcerolainstanAún no hay calificaciones
- Sistemas Estructurales Arqui DiapositivaDocumento22 páginasSistemas Estructurales Arqui DiapositivaDenilson grabiel Ramon isidroAún no hay calificaciones
- Claces de Tig, Mig Mag UNCPDocumento15 páginasClaces de Tig, Mig Mag UNCPJorge CamposAún no hay calificaciones
- Soldadura en AeronaúticaDocumento6 páginasSoldadura en AeronaúticaMatias BuccinoAún no hay calificaciones
- Estado CuanticoDocumento2 páginasEstado CuanticoAzulon AvatarfanAún no hay calificaciones
- Taller Estructuras de AviacionDocumento11 páginasTaller Estructuras de AviacionJohana CaballeroAún no hay calificaciones
- Protección Contra El Deterioro y La Falla en Los MaterialesDocumento7 páginasProtección Contra El Deterioro y La Falla en Los MaterialesLady Alejandra Gonzalez FrancoAún no hay calificaciones
- TesisDocumento47 páginasTesischampyjm6532Aún no hay calificaciones
- Transmision de MovimientoDocumento11 páginasTransmision de MovimientoCarlos MejiaAún no hay calificaciones
- Libro de Mecanica GeneralDocumento4 páginasLibro de Mecanica GeneralRamos,Rivera SigfredoAún no hay calificaciones
- Final Bancada y TrenDocumento32 páginasFinal Bancada y TrenAlberto Casillas FigueroaAún no hay calificaciones
- Diapositivas Camion y Sus ComponentesDocumento22 páginasDiapositivas Camion y Sus ComponentesSantyago YanchaAún no hay calificaciones
- Acoplamientos y LevasDocumento21 páginasAcoplamientos y LevasDonald Askeland PhuleAún no hay calificaciones
- Elaboracion Del Yate Con Fibra de VidrioDocumento10 páginasElaboracion Del Yate Con Fibra de VidrioJulio Fernando Caiche FigueroaAún no hay calificaciones
- Ensayo de Tracción de Una Probeta Plana Mediante La Maquina Unirversal de EnsayoDocumento14 páginasEnsayo de Tracción de Una Probeta Plana Mediante La Maquina Unirversal de EnsayoAlex VelardeAún no hay calificaciones
- 4 Cinetica RigidosbDocumento31 páginas4 Cinetica RigidosbJean Carlos VillegasAún no hay calificaciones
- Estatica U5 Analisis EstructuralDocumento25 páginasEstatica U5 Analisis EstructuralManuelGarcia0% (1)
- El Cálculo de Estructuras de Barras de Nudos RígidosDocumento11 páginasEl Cálculo de Estructuras de Barras de Nudos RígidosBenjamin C. LauraAún no hay calificaciones
- Trabajo de RodamientosDocumento20 páginasTrabajo de RodamientosLorena ValentinaAún no hay calificaciones
- Arreglos Atomicos e IonicosDocumento24 páginasArreglos Atomicos e IonicosSILVIA MILAGROS DEL ROSARIO SUMIRI VILCAAún no hay calificaciones
- Sistemas Basicos de Un AvionDocumento42 páginasSistemas Basicos de Un AvionAlejandrito SegundoAún no hay calificaciones
- Uniones DesmontablesDocumento4 páginasUniones DesmontablesStephanie Olivas100% (1)
- Conformado de Plasticos Y, Materiales Compuestos-OswaldoDocumento6 páginasConformado de Plasticos Y, Materiales Compuestos-OswaldoEduardo SoteloAún no hay calificaciones
- Plan de Mantenimiento A Maquina de Combustion InternaDocumento45 páginasPlan de Mantenimiento A Maquina de Combustion InternaGómez Yépiz Noé de JesúsAún no hay calificaciones
- Conjunto y Despiece FinalDocumento6 páginasConjunto y Despiece Finalnacho1904100% (1)
- 1-4 Equipos AuxiliaresDocumento9 páginas1-4 Equipos AuxiliaresadeAún no hay calificaciones
- Arseniuro de GalioDocumento3 páginasArseniuro de GalioJose Luis Osorio VillafuerteAún no hay calificaciones
- Ensamblaje de Elementos MecanicosDocumento11 páginasEnsamblaje de Elementos MecanicosJulio Cesar Salazar Cruz100% (1)
- Manejo de Pólizas y Garantías de EquiposDocumento13 páginasManejo de Pólizas y Garantías de EquiposAbraham Jimenez CordobaAún no hay calificaciones
- Elementos de Fijacion AeroespacialesDocumento158 páginasElementos de Fijacion Aeroespacialesluismiguelgp930% (1)
- Curso Elementos de Fijacion AeroespacialesDocumento112 páginasCurso Elementos de Fijacion Aeroespacialesconmec.crplAún no hay calificaciones
- Consideraciones Generales de DiseñoDocumento6 páginasConsideraciones Generales de DiseñoNelly HerreraAún no hay calificaciones
- Manual Motor 6m33 BaudouinDocumento41 páginasManual Motor 6m33 BaudouinDaniel ArdilaAún no hay calificaciones
- Manual 6M26.3 SP G Annexes 2Documento17 páginasManual 6M26.3 SP G Annexes 2Daniel ArdilaAún no hay calificaciones
- La 103Documento2 páginasLa 103Daniel ArdilaAún no hay calificaciones
- La 009Documento2 páginasLa 009Daniel ArdilaAún no hay calificaciones
- DiBrico MollerachDocumento29 páginasDiBrico MollerachMijhael FernandezAún no hay calificaciones
- Sujeción MecánicaDocumento18 páginasSujeción MecánicasonomyAún no hay calificaciones
- Propiedades Del Acero PDFDocumento10 páginasPropiedades Del Acero PDFPedro Felipe Gonzalez TapiaAún no hay calificaciones
- Emulsiones Asfálticas ModificadasDocumento4 páginasEmulsiones Asfálticas ModificadascivilwalterAún no hay calificaciones
- Normas Técnicas de La Industria MetalurgicaDocumento30 páginasNormas Técnicas de La Industria MetalurgicajesusAún no hay calificaciones
- Trabajo de ResortesDocumento17 páginasTrabajo de ResortesEduardo RamírezAún no hay calificaciones
- Dinamica Del AutomovilDocumento83 páginasDinamica Del AutomovilHector Arizaga Idrovo100% (2)
- Did - ChainDocumento16 páginasDid - ChainEdwin Ttito50% (2)
- 7.3 Catalogo - Deterioros.firmes - Bituminosos SYDocumento17 páginas7.3 Catalogo - Deterioros.firmes - Bituminosos SYDiegoAún no hay calificaciones
- Práctico de Hormigón ArmadoDocumento5 páginasPráctico de Hormigón ArmadoCarmen BlasAún no hay calificaciones
- Daño Por CuñasDocumento16 páginasDaño Por Cuñasmsebag86Aún no hay calificaciones
- ProbetasDocumento9 páginasProbetasTravis Moon100% (1)
- Es - FERRULE 1.en - EsDocumento9 páginasEs - FERRULE 1.en - EsSebastián BernalAún no hay calificaciones
- Ensayos Destructivos y No DestructivosDocumento43 páginasEnsayos Destructivos y No DestructivosErik P. Zarate100% (1)
- Informe PedroDocumento28 páginasInforme PedroFederico Celis SánchezAún no hay calificaciones
- Análisis de AveríasDocumento7 páginasAnálisis de AveríasLuz Loida Licas TorresAún no hay calificaciones
- Fallas en GranagesDocumento9 páginasFallas en GranagesCarlos Andres CastilloAún no hay calificaciones
- Fallas de Los Aceros de PerforaciónDocumento13 páginasFallas de Los Aceros de PerforaciónErmilo LopezAún no hay calificaciones
- Clase #04 - Conformado de MetalesDocumento5 páginasClase #04 - Conformado de Metalesjose higidio ventura100% (1)
- Abajiev BG EsDocumento21 páginasAbajiev BG EsJavier Estelles MuñozAún no hay calificaciones
- Termofluencia en PolímerosDocumento7 páginasTermofluencia en PolímerosRomanMartinezzAún no hay calificaciones
- 2do. Examen de ErgonomiaDocumento3 páginas2do. Examen de ErgonomiaAlondra G.CAún no hay calificaciones
- Trabajo Fractura MetalesDocumento98 páginasTrabajo Fractura MetalesBrayan Steven GarcesAún no hay calificaciones
- Análisis de Falla de MaterialesDocumento22 páginasAnálisis de Falla de MaterialesCesar QAAún no hay calificaciones
- 5-MARCO TEORICO IntroDocumento10 páginas5-MARCO TEORICO IntroBryanSuarezAún no hay calificaciones
- Anteproyecto de Fundición GrisDocumento36 páginasAnteproyecto de Fundición GrisAnthonySánchezAún no hay calificaciones
- Grupo 2.2 - Trabajo ModificadoDocumento25 páginasGrupo 2.2 - Trabajo ModificadoJhymer VillarroelAún no hay calificaciones
- Shot PeeningDocumento7 páginasShot PeeningSergioAún no hay calificaciones
- El Módulo de YoungDocumento9 páginasEl Módulo de YoungAlejandro HerreraAún no hay calificaciones




























































































También podría gustarte
- Moldeo de AutoclaveDocumento7 páginasMoldeo de AutoclaveGiovanni V VeraAún no hay calificaciones
- ENUNCIADODocumento5 páginasENUNCIADOfranklinAún no hay calificaciones
- Ingeniería de Fabricación ResumenDocumento50 páginasIngeniería de Fabricación ResumenVíctor Balló VelaAún no hay calificaciones
- Tribología Unidad IiDocumento95 páginasTribología Unidad Iihector perezAún no hay calificaciones
- Perkins 1106cDocumento99 páginasPerkins 1106cDaniel Ardila100% (3)
- Estructuras Cristalinas y AmorfasDocumento5 páginasEstructuras Cristalinas y AmorfasLeoCruzAún no hay calificaciones
- Remaches Universales y CiegosDocumento29 páginasRemaches Universales y Ciegossanchez orta eduardo daniel100% (1)
- Descripcion Del Radomo y Su ConstitucionDocumento7 páginasDescripcion Del Radomo y Su ConstitucionalvaroAún no hay calificaciones
- Troquel ProgresivoDocumento4 páginasTroquel ProgresivoBryan Fiury Espayq0% (1)
- Juntas (Estanqueidad)Documento18 páginasJuntas (Estanqueidad)Loic SPAún no hay calificaciones
- Exposicion Materiales Auxeticos PDFDocumento84 páginasExposicion Materiales Auxeticos PDFAndrés Felipe Zuluaga OcampoAún no hay calificaciones
- Órganos de Transmisión PDFDocumento64 páginasÓrganos de Transmisión PDFEiner Hoyos CubasAún no hay calificaciones
- Diseño Mecánico PruebaDocumento16 páginasDiseño Mecánico PruebaOlger Baño TuquerresAún no hay calificaciones
- Diseño Drone (Metodología de Trabajo)Documento17 páginasDiseño Drone (Metodología de Trabajo)sagitarioefrainAún no hay calificaciones
- EMBRAGUEDocumento7 páginasEMBRAGUELeonardo Alca QuispeAún no hay calificaciones
- Conceptos Básicos y Nociones de Lubricación GeneralDocumento9 páginasConceptos Básicos y Nociones de Lubricación GeneralJared GarciaAún no hay calificaciones
- Teorías de Falla EstaticaDocumento11 páginasTeorías de Falla EstaticaRicardo AmezquitaAún no hay calificaciones
- Taller Modulo Soldadura SolucionDocumento10 páginasTaller Modulo Soldadura SolucionSantiago PalaciosAún no hay calificaciones
- Fractura Por Corte y FisuraDocumento5 páginasFractura Por Corte y FisuraAlexander Avalos OrtizAún no hay calificaciones
- Diseno Conceptual y Analisis de Tren de AterrizajeDocumento37 páginasDiseno Conceptual y Analisis de Tren de AterrizajeSergio Alberto100% (1)
- Tabla de Fallas de Los TornillosDocumento6 páginasTabla de Fallas de Los TornillosSebastian NicolasAún no hay calificaciones
- Elementos Fijación Estructuras AeroespacialesDocumento37 páginasElementos Fijación Estructuras AeroespacialesGiovanni OrnelasAún no hay calificaciones
- 2 Casos Seleccionados de Análisis de FallaDocumento20 páginas2 Casos Seleccionados de Análisis de FallaKlerion xDAún no hay calificaciones
- Diseño - Capitulo 1. Fundamentos para El DiseñoDocumento14 páginasDiseño - Capitulo 1. Fundamentos para El DiseñoPaul Illescas100% (1)
- Tarea Numero 7Documento3 páginasTarea Numero 7karitoAún no hay calificaciones
- Maquinado Por Arranque de VirutaDocumento8 páginasMaquinado Por Arranque de VirutaNelson MendozaAún no hay calificaciones
- Investigacion de Tipos de AceroDocumento8 páginasInvestigacion de Tipos de AceroIsrael RamirezAún no hay calificaciones
- Preguntas Materiales CompuestosDocumento3 páginasPreguntas Materiales CompuestosTincho Gonzalez100% (1)
- 5.1elementos Estructurales Del VehiculoDocumento4 páginas5.1elementos Estructurales Del Vehiculoses7Aún no hay calificaciones
- Apuntes AceroDocumento6 páginasApuntes AcerolainstanAún no hay calificaciones
- Sistemas Estructurales Arqui DiapositivaDocumento22 páginasSistemas Estructurales Arqui DiapositivaDenilson grabiel Ramon isidroAún no hay calificaciones
- Claces de Tig, Mig Mag UNCPDocumento15 páginasClaces de Tig, Mig Mag UNCPJorge CamposAún no hay calificaciones
- Soldadura en AeronaúticaDocumento6 páginasSoldadura en AeronaúticaMatias BuccinoAún no hay calificaciones
- Estado CuanticoDocumento2 páginasEstado CuanticoAzulon AvatarfanAún no hay calificaciones
- Taller Estructuras de AviacionDocumento11 páginasTaller Estructuras de AviacionJohana CaballeroAún no hay calificaciones
- Protección Contra El Deterioro y La Falla en Los MaterialesDocumento7 páginasProtección Contra El Deterioro y La Falla en Los MaterialesLady Alejandra Gonzalez FrancoAún no hay calificaciones
- TesisDocumento47 páginasTesischampyjm6532Aún no hay calificaciones
- Transmision de MovimientoDocumento11 páginasTransmision de MovimientoCarlos MejiaAún no hay calificaciones
- Libro de Mecanica GeneralDocumento4 páginasLibro de Mecanica GeneralRamos,Rivera SigfredoAún no hay calificaciones
- Final Bancada y TrenDocumento32 páginasFinal Bancada y TrenAlberto Casillas FigueroaAún no hay calificaciones
- Diapositivas Camion y Sus ComponentesDocumento22 páginasDiapositivas Camion y Sus ComponentesSantyago YanchaAún no hay calificaciones
- Acoplamientos y LevasDocumento21 páginasAcoplamientos y LevasDonald Askeland PhuleAún no hay calificaciones
- Elaboracion Del Yate Con Fibra de VidrioDocumento10 páginasElaboracion Del Yate Con Fibra de VidrioJulio Fernando Caiche FigueroaAún no hay calificaciones
- Ensayo de Tracción de Una Probeta Plana Mediante La Maquina Unirversal de EnsayoDocumento14 páginasEnsayo de Tracción de Una Probeta Plana Mediante La Maquina Unirversal de EnsayoAlex VelardeAún no hay calificaciones
- 4 Cinetica RigidosbDocumento31 páginas4 Cinetica RigidosbJean Carlos VillegasAún no hay calificaciones
- Estatica U5 Analisis EstructuralDocumento25 páginasEstatica U5 Analisis EstructuralManuelGarcia0% (1)
- El Cálculo de Estructuras de Barras de Nudos RígidosDocumento11 páginasEl Cálculo de Estructuras de Barras de Nudos RígidosBenjamin C. LauraAún no hay calificaciones
- Trabajo de RodamientosDocumento20 páginasTrabajo de RodamientosLorena ValentinaAún no hay calificaciones
- Arreglos Atomicos e IonicosDocumento24 páginasArreglos Atomicos e IonicosSILVIA MILAGROS DEL ROSARIO SUMIRI VILCAAún no hay calificaciones
- Sistemas Basicos de Un AvionDocumento42 páginasSistemas Basicos de Un AvionAlejandrito SegundoAún no hay calificaciones
- Uniones DesmontablesDocumento4 páginasUniones DesmontablesStephanie Olivas100% (1)
- Conformado de Plasticos Y, Materiales Compuestos-OswaldoDocumento6 páginasConformado de Plasticos Y, Materiales Compuestos-OswaldoEduardo SoteloAún no hay calificaciones
- Plan de Mantenimiento A Maquina de Combustion InternaDocumento45 páginasPlan de Mantenimiento A Maquina de Combustion InternaGómez Yépiz Noé de JesúsAún no hay calificaciones
- Conjunto y Despiece FinalDocumento6 páginasConjunto y Despiece Finalnacho1904100% (1)
- 1-4 Equipos AuxiliaresDocumento9 páginas1-4 Equipos AuxiliaresadeAún no hay calificaciones
- Arseniuro de GalioDocumento3 páginasArseniuro de GalioJose Luis Osorio VillafuerteAún no hay calificaciones
- Ensamblaje de Elementos MecanicosDocumento11 páginasEnsamblaje de Elementos MecanicosJulio Cesar Salazar Cruz100% (1)
- Manejo de Pólizas y Garantías de EquiposDocumento13 páginasManejo de Pólizas y Garantías de EquiposAbraham Jimenez CordobaAún no hay calificaciones
- Elementos de Fijacion AeroespacialesDocumento158 páginasElementos de Fijacion Aeroespacialesluismiguelgp930% (1)
- Curso Elementos de Fijacion AeroespacialesDocumento112 páginasCurso Elementos de Fijacion Aeroespacialesconmec.crplAún no hay calificaciones
- Consideraciones Generales de DiseñoDocumento6 páginasConsideraciones Generales de DiseñoNelly HerreraAún no hay calificaciones
- Manual Motor 6m33 BaudouinDocumento41 páginasManual Motor 6m33 BaudouinDaniel ArdilaAún no hay calificaciones
- Manual 6M26.3 SP G Annexes 2Documento17 páginasManual 6M26.3 SP G Annexes 2Daniel ArdilaAún no hay calificaciones
- La 103Documento2 páginasLa 103Daniel ArdilaAún no hay calificaciones
- La 009Documento2 páginasLa 009Daniel ArdilaAún no hay calificaciones
- DiBrico MollerachDocumento29 páginasDiBrico MollerachMijhael FernandezAún no hay calificaciones
- Sujeción MecánicaDocumento18 páginasSujeción MecánicasonomyAún no hay calificaciones
- Propiedades Del Acero PDFDocumento10 páginasPropiedades Del Acero PDFPedro Felipe Gonzalez TapiaAún no hay calificaciones
- Emulsiones Asfálticas ModificadasDocumento4 páginasEmulsiones Asfálticas ModificadascivilwalterAún no hay calificaciones
- Normas Técnicas de La Industria MetalurgicaDocumento30 páginasNormas Técnicas de La Industria MetalurgicajesusAún no hay calificaciones
- Trabajo de ResortesDocumento17 páginasTrabajo de ResortesEduardo RamírezAún no hay calificaciones
- Dinamica Del AutomovilDocumento83 páginasDinamica Del AutomovilHector Arizaga Idrovo100% (2)
- Did - ChainDocumento16 páginasDid - ChainEdwin Ttito50% (2)
- 7.3 Catalogo - Deterioros.firmes - Bituminosos SYDocumento17 páginas7.3 Catalogo - Deterioros.firmes - Bituminosos SYDiegoAún no hay calificaciones
- Práctico de Hormigón ArmadoDocumento5 páginasPráctico de Hormigón ArmadoCarmen BlasAún no hay calificaciones
- Daño Por CuñasDocumento16 páginasDaño Por Cuñasmsebag86Aún no hay calificaciones
- ProbetasDocumento9 páginasProbetasTravis Moon100% (1)
- Es - FERRULE 1.en - EsDocumento9 páginasEs - FERRULE 1.en - EsSebastián BernalAún no hay calificaciones
- Ensayos Destructivos y No DestructivosDocumento43 páginasEnsayos Destructivos y No DestructivosErik P. Zarate100% (1)
- Informe PedroDocumento28 páginasInforme PedroFederico Celis SánchezAún no hay calificaciones
- Análisis de AveríasDocumento7 páginasAnálisis de AveríasLuz Loida Licas TorresAún no hay calificaciones
- Fallas en GranagesDocumento9 páginasFallas en GranagesCarlos Andres CastilloAún no hay calificaciones
- Fallas de Los Aceros de PerforaciónDocumento13 páginasFallas de Los Aceros de PerforaciónErmilo LopezAún no hay calificaciones
- Clase #04 - Conformado de MetalesDocumento5 páginasClase #04 - Conformado de Metalesjose higidio ventura100% (1)
- Abajiev BG EsDocumento21 páginasAbajiev BG EsJavier Estelles MuñozAún no hay calificaciones
- Termofluencia en PolímerosDocumento7 páginasTermofluencia en PolímerosRomanMartinezzAún no hay calificaciones
- 2do. Examen de ErgonomiaDocumento3 páginas2do. Examen de ErgonomiaAlondra G.CAún no hay calificaciones
- Trabajo Fractura MetalesDocumento98 páginasTrabajo Fractura MetalesBrayan Steven GarcesAún no hay calificaciones
- Análisis de Falla de MaterialesDocumento22 páginasAnálisis de Falla de MaterialesCesar QAAún no hay calificaciones
- 5-MARCO TEORICO IntroDocumento10 páginas5-MARCO TEORICO IntroBryanSuarezAún no hay calificaciones
- Anteproyecto de Fundición GrisDocumento36 páginasAnteproyecto de Fundición GrisAnthonySánchezAún no hay calificaciones
- Grupo 2.2 - Trabajo ModificadoDocumento25 páginasGrupo 2.2 - Trabajo ModificadoJhymer VillarroelAún no hay calificaciones
- Shot PeeningDocumento7 páginasShot PeeningSergioAún no hay calificaciones
- El Módulo de YoungDocumento9 páginasEl Módulo de YoungAlejandro HerreraAún no hay calificaciones