También podría gustarte
- Tesis de Lucero y GenesisDocumento68 páginasTesis de Lucero y GenesisMarvin OmañaAún no hay calificaciones
- Divisor UniversalDocumento30 páginasDivisor Universalsamuel melendez67% (3)
- Tablas de Suplementos OitDocumento9 páginasTablas de Suplementos OitPepe ChacónAún no hay calificaciones
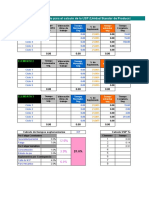
- Copia de Plantilla para Calculo de La USPDocumento2 páginasCopia de Plantilla para Calculo de La USPjesus rubenAún no hay calificaciones
- Hoja de Vida Compresor A TornilloDocumento4 páginasHoja de Vida Compresor A TornilloMagali Flores ColqueAún no hay calificaciones
- Tablas Unidad3Documento5 páginasTablas Unidad3Mariana CarvalhoAún no hay calificaciones
- Estudio de Tiempos .Documento4 páginasEstudio de Tiempos .Petro CruzadoAún no hay calificaciones
- Estudio de Tiempos - TablasDocumento5 páginasEstudio de Tiempos - TablaselmerAún no hay calificaciones
- Ajustes y ToleranciasDocumento50 páginasAjustes y ToleranciasRodolfo Zuñiga RetanaAún no hay calificaciones
- Westinghouse y ToleranciasDocumento4 páginasWestinghouse y ToleranciasTomas Luna RojasAún no hay calificaciones
- Arranque Estrella TrianguloDocumento12 páginasArranque Estrella TrianguloMauri GarciaAún no hay calificaciones
- Tablas Valoración y SuplementosDocumento5 páginasTablas Valoración y Suplementosamerica4Aún no hay calificaciones
- Check List de Herramientas ManualesDocumento4 páginasCheck List de Herramientas ManualesMario Alvarez100% (7)
- Fabricación de Alambres Mig MagDocumento32 páginasFabricación de Alambres Mig MagAbel Valderrama PerezAún no hay calificaciones
- Libro Laparoscopia Cantele y SánchezDocumento384 páginasLibro Laparoscopia Cantele y SánchezJulio CamachoAún no hay calificaciones
- La Mesa CircularDocumento7 páginasLa Mesa CircularRodolfo Zuñiga RetanaAún no hay calificaciones
- Acotacion - de Piezas MecanicasDocumento27 páginasAcotacion - de Piezas MecanicasRodolfo Zuñiga Retana100% (1)
- 4378 - Desarrollo de Habilidades Profesionales IV - EF - Turno NocheDocumento5 páginas4378 - Desarrollo de Habilidades Profesionales IV - EF - Turno NocheDavid JP100% (1)
- Taller 5 Clasificación de Electrodos Según Norma AwsDocumento2 páginasTaller 5 Clasificación de Electrodos Según Norma AwsHenri casasAún no hay calificaciones
- Et TD Me11 12 Conector Ranura ParalelaDocumento11 páginasEt TD Me11 12 Conector Ranura ParalelaHarold Gutierrez MartinezAún no hay calificaciones
- Normas de Seguridad LIMADORADocumento1 páginaNormas de Seguridad LIMADORAPablo Pallo83% (6)
- Taller V Clasificación de Electrodos Según Norma AwsDocumento6 páginasTaller V Clasificación de Electrodos Según Norma Awsjose luis pacheco bautistaAún no hay calificaciones
- Tipos de Arena y Fabricación de Moldes para Fundición de AluminioDocumento5 páginasTipos de Arena y Fabricación de Moldes para Fundición de AluminioWilliam ManotoaAún no hay calificaciones
- CilindradoDocumento14 páginasCilindradoLuisGerard100% (1)
- Cuñas y CuñerosDocumento13 páginasCuñas y CuñerosJuan Pablo Gonzalez100% (1)
- Introducción A Los Discos AbrasivosDocumento7 páginasIntroducción A Los Discos AbrasivosJulio Ventura ChoqueAún no hay calificaciones
- Sintesis SoldaduraDocumento14 páginasSintesis SoldaduraVictor MendozaAún no hay calificaciones
- Practica Semaforo PLCDocumento5 páginasPractica Semaforo PLCJeSsikaTelloAún no hay calificaciones
- Ensayo Rol Del Ingeniero IndustrialDocumento2 páginasEnsayo Rol Del Ingeniero IndustrialAlejandro HerreraAún no hay calificaciones
- Ejemplo de Un Informe FeaDocumento6 páginasEjemplo de Un Informe FeaVycon IngenieriaAún no hay calificaciones
- Taller 0 Oleo InducciónDocumento7 páginasTaller 0 Oleo InducciónDeiby CaroAún no hay calificaciones
- Amef MotobombaDocumento6 páginasAmef MotobombaJoyner Daniel Garcia Duarte100% (1)
- Hoja de Vida Torno Brandon Caranton 19966791Documento45 páginasHoja de Vida Torno Brandon Caranton 19966791Brandon CarantonAún no hay calificaciones
- Análisis de Seguridad en El Trabajo (AST)Documento2 páginasAnálisis de Seguridad en El Trabajo (AST)tania rodriguezAún no hay calificaciones
- Manual Herramientas MetalmecanicasDocumento23 páginasManual Herramientas MetalmecanicasSandra Milena CRISTANCHO LEONAún no hay calificaciones
- 3M Manual Del CascoDocumento11 páginas3M Manual Del CascoVictor100% (1)
- Ensayo Del Plástico en La Industria AutomotrizDocumento2 páginasEnsayo Del Plástico en La Industria AutomotrizHeber100% (1)
- 6 1 Metodos de PronosticoDocumento14 páginas6 1 Metodos de PronosticoLiz S LandinezAún no hay calificaciones
- Mapa Mental Norma Iso 9001 - 2015Documento1 páginaMapa Mental Norma Iso 9001 - 2015Paola Diazgranados HuertasAún no hay calificaciones
- Examen Final Procesos Industriales AnyDocumento10 páginasExamen Final Procesos Industriales AnyWILSON HERRERAAún no hay calificaciones
- TH 300 200 PDFDocumento21 páginasTH 300 200 PDFLahn platonAún no hay calificaciones
- Tecnicas AspxDocumento6 páginasTecnicas Aspxerilun_23Aún no hay calificaciones
- Jornada Laboral y Trabajo en Sobretiempo.Documento3 páginasJornada Laboral y Trabajo en Sobretiempo.Fabian Villalta MacheroAún no hay calificaciones
- Tabla Factor de OperacionDocumento1 páginaTabla Factor de OperacionMichelle AguilarAún no hay calificaciones
- Analisis Financiero AlkostoDocumento1 páginaAnalisis Financiero AlkostoAlexandra PereaAún no hay calificaciones
- Metales Más Usados en La IndustriaDocumento8 páginasMetales Más Usados en La IndustriaAccessobethelLACelula0% (1)
- Ejercicios Finales Unidad 1Documento1 páginaEjercicios Finales Unidad 1Cristina FacundoAún no hay calificaciones
- Compresores Plan Maestro de MantenimientoDocumento17 páginasCompresores Plan Maestro de MantenimientoMag ValeraAún no hay calificaciones
- Amef de Luis FelipeDocumento45 páginasAmef de Luis FelipeStefanyRodriguezNobreda100% (1)
- Simulación ElectroneumáticaDocumento5 páginasSimulación ElectroneumáticaJonathan VilcasanaAún no hay calificaciones
- GT6-Reconocer Los Diferentes Tipos de AcerosDocumento3 páginasGT6-Reconocer Los Diferentes Tipos de AcerosALEJANDRO TABORDA RUEDAAún no hay calificaciones
- Práctica #1 Control de Motor TrifásicoDocumento24 páginasPráctica #1 Control de Motor TrifásicopetrovishAún no hay calificaciones
- Metodolo ILCIDocumento8 páginasMetodolo ILCIYEINELYSAún no hay calificaciones
- Uso y Manejo Multímetro y ProtoboardDocumento7 páginasUso y Manejo Multímetro y ProtoboardFernandoAún no hay calificaciones
- Métodos de CalificaciónDocumento2 páginasMétodos de Calificaciónarman0488Aún no hay calificaciones
- Conectores y EmpalmesDocumento27 páginasConectores y Empalmesyoanis Avila MachadoAún no hay calificaciones
- Procesos de Soldadura Por FusiónDocumento2 páginasProcesos de Soldadura Por FusiónluisAún no hay calificaciones
- Mantenimiento PredictivoDocumento9 páginasMantenimiento PredictivoRicardoAún no hay calificaciones
- Analisis de Firma de CorrienteDocumento8 páginasAnalisis de Firma de CorrienteCarlosAún no hay calificaciones
- Estabilidad Quimica ViscosidadDocumento8 páginasEstabilidad Quimica ViscosidadJorge CárdenasAún no hay calificaciones
- Caldera Carbon JCT Calderas Ficha TecnicaDocumento1 páginaCaldera Carbon JCT Calderas Ficha TecnicaCarlos Daniel Lopez MartinezAún no hay calificaciones
- CONFIABILIDADDocumento18 páginasCONFIABILIDADJordan Sandoval HilarioAún no hay calificaciones
- Actividad 1 Mantenimiento IndustrialDocumento3 páginasActividad 1 Mantenimiento IndustrialManuel ChavezAún no hay calificaciones
- Formato 01 MIG 1Documento1 páginaFormato 01 MIG 1Yosneider Machado RamosAún no hay calificaciones
- Manual de Intruccion Soldadora de HiloDocumento5 páginasManual de Intruccion Soldadora de HiloAlexis ValleAún no hay calificaciones
- Bi WelderDocumento9 páginasBi WelderLuis OliveiraAún no hay calificaciones
- TroquelesDocumento10 páginasTroquelesRodolfo Zuñiga RetanaAún no hay calificaciones
- Velocidades de CorteDocumento6 páginasVelocidades de CorteRodolfo Zuñiga RetanaAún no hay calificaciones
- Normalización de ColoresDocumento13 páginasNormalización de ColoresRodolfo Zuñiga Retana100% (1)
- Aserrado ManualDocumento1 páginaAserrado ManualRodolfo Zuñiga RetanaAún no hay calificaciones
- Caligrafía Del Método de LecturaDocumento7 páginasCaligrafía Del Método de LecturawillianguisadoAún no hay calificaciones
- Formato de Apoyo para ProcedimientosDocumento4 páginasFormato de Apoyo para ProcedimientosManuel UlloaAún no hay calificaciones
- Diagnostico e Ident. ImpactosDocumento151 páginasDiagnostico e Ident. ImpactosROXAún no hay calificaciones
- T Espe 014280Documento264 páginasT Espe 014280Alexita SeguraAún no hay calificaciones
- ImportnaicaDocumento4 páginasImportnaicaMilton Pacherrez NavarroAún no hay calificaciones
- Comportamiento Inelástico de Los MaterialesDocumento2 páginasComportamiento Inelástico de Los MaterialesAdrian Alexander Vivas GonzalezAún no hay calificaciones
- Gestion de La Integracion Alcance y Tiempo en La Direccion de Proyectos-5ea84363a4889Documento12 páginasGestion de La Integracion Alcance y Tiempo en La Direccion de Proyectos-5ea84363a4889Jonathan Philip O'Brien RamirezAún no hay calificaciones
- Taller de Rectificadora de BancadaDocumento4 páginasTaller de Rectificadora de Bancadamoises marquezAún no hay calificaciones
- Diseño de Aguas PluvialesDocumento21 páginasDiseño de Aguas PluvialesGustavo ReyesAún no hay calificaciones
- Patologias de Una ViviendaDocumento17 páginasPatologias de Una ViviendadennisIsaac2015100% (1)
- Ejercicio #19-Aplicar La Orden SplineDocumento2 páginasEjercicio #19-Aplicar La Orden SplinesernaqueAún no hay calificaciones
- Encuesta PHP MySQLDocumento8 páginasEncuesta PHP MySQLcahecazAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Tarea 4 - Elegir Redes y Medios de Transmisión.Documento15 páginasGuía de Actividades y Rúbrica de Evaluación - Tarea 4 - Elegir Redes y Medios de Transmisión.Deivy VanegasAún no hay calificaciones
- Lectura de PlanosDocumento12 páginasLectura de PlanosLuisa RosaAún no hay calificaciones
- Maquinas y Equipos Termicos II. Teoria Unidad 2Documento1 páginaMaquinas y Equipos Termicos II. Teoria Unidad 2jorge luisAún no hay calificaciones
- Ap1 - Herramientas Matematica I - ÁlgebraDocumento6 páginasAp1 - Herramientas Matematica I - ÁlgebraElWither11 Juegos y MasAún no hay calificaciones
- Implantacion de Un Programa TPMDocumento30 páginasImplantacion de Un Programa TPMJosue HuacauseAún no hay calificaciones
- Los 6 Principios de La Gestión Educativa BiocéntricaDocumento11 páginasLos 6 Principios de La Gestión Educativa BiocéntricaRicardo PasteneAún no hay calificaciones
- MA166 2012-02 Taller 2 SeptiembreDocumento3 páginasMA166 2012-02 Taller 2 SeptiembreLuis Antonio Quispe BarahonaAún no hay calificaciones
- Bases Rifa Asociacion Global HumanitariaDocumento8 páginasBases Rifa Asociacion Global HumanitariaLuisSiddAún no hay calificaciones
- Tiempo Ciclos Del Implemento - 962HDocumento3 páginasTiempo Ciclos Del Implemento - 962HJORGE QUIQUIJANAAún no hay calificaciones
- S 657 0 - InstructivoDocumento10 páginasS 657 0 - InstructivoOscar MendozaAún no hay calificaciones
- Cota de SoldaduraDocumento3 páginasCota de SoldaduraTodo FreeAún no hay calificaciones
- GMP b2Documento27 páginasGMP b2Eder OchoaAún no hay calificaciones
- Intermodalidad EspañaDocumento44 páginasIntermodalidad EspañaJoe AlonsoAún no hay calificaciones
- 01 Preparación de La Muestra Con Cuarteador, (Secado, Disgregación y Cuarteo)Documento3 páginas01 Preparación de La Muestra Con Cuarteador, (Secado, Disgregación y Cuarteo)ernesto trejoAún no hay calificaciones
- Estructura Programatica 2011Documento309 páginasEstructura Programatica 2011Alejandro DiazAún no hay calificaciones
- Orden y Factura AccomDocumento4 páginasOrden y Factura AccomNelson Ccora RepuelloAún no hay calificaciones