También podría gustarte
- Celdas de FlotacionDocumento28 páginasCeldas de Flotacionber_75971% (7)
- Curso Hidrociclones Rev1 PDFDocumento29 páginasCurso Hidrociclones Rev1 PDFCristian VegaAún no hay calificaciones
- Molinos y Sistema de MoliendasDocumento67 páginasMolinos y Sistema de Moliendassolitariocesar100% (18)
- Dorr Oliver: Intercade Consultancy & TrainingDocumento15 páginasDorr Oliver: Intercade Consultancy & Trainingguille28daAún no hay calificaciones
- Manual SK-80Documento60 páginasManual SK-80Steel Zevallos Pitzuha100% (1)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Szymborska Wislawa - Instante - Dos PuntosDocumento86 páginasSzymborska Wislawa - Instante - Dos PuntosGiancarlo briceño otiniano100% (3)
- 1ER. Parcial GUTIERREZ-convertido-convertido 1Documento7 páginas1ER. Parcial GUTIERREZ-convertido-convertido 1Jonathan Bautista GutierrezAún no hay calificaciones
- Presupuesto Oficial y Analisis de Precios Unitarios - Samc-008-16Documento17 páginasPresupuesto Oficial y Analisis de Precios Unitarios - Samc-008-16cesar56441Aún no hay calificaciones
- Costos de Relleno HidraulicoDocumento15 páginasCostos de Relleno HidraulicoHeiner Yamil Ordoñez SantosAún no hay calificaciones
- 3-Curso FlotacionDocumento224 páginas3-Curso FlotacionJose Antonio Roas Velasquez100% (2)
- Molinos SAG de Bolas, Ciclon, Tamiz ARES879876Documento54 páginasMolinos SAG de Bolas, Ciclon, Tamiz ARES879876Volney Quispe Ayala100% (2)
- Diseño de Bombas y Lineas de BombeoDocumento54 páginasDiseño de Bombas y Lineas de BombeoArlett'Ale VillanuevaAún no hay calificaciones
- 04 Molino de BolasDocumento57 páginas04 Molino de BolasjherryAún no hay calificaciones
- Celdas de Flotación y EspesadoresDocumento64 páginasCeldas de Flotación y EspesadoresClaudio Gutierrez67% (3)
- Diseño de Celdas de FlotaciónDocumento16 páginasDiseño de Celdas de FlotaciónMaycol Apolitano100% (1)
- 2 HidrociclonesDocumento33 páginas2 HidrociclonesSai132100% (1)
- Clasificacion de MineralesDocumento43 páginasClasificacion de MineralesR Jhordan YucraAún no hay calificaciones
- Capítulo 2 Planta ConcentradoraDocumento13 páginasCapítulo 2 Planta Concentradorayiyohuau100% (1)
- FlotaciónDocumento46 páginasFlotaciónDanielle Kaufman100% (2)
- Celdas Outokumpu PDFDocumento10 páginasCeldas Outokumpu PDFMoises Delgado BarbozaAún no hay calificaciones
- Reactivos de FlotacionDocumento58 páginasReactivos de FlotacionMiguel Angel Pardave BarzolaAún no hay calificaciones
- MOLIENDADocumento73 páginasMOLIENDAAlexisAún no hay calificaciones
- Manual de Esp. y Filtrado Jack B. Morán M.Documento71 páginasManual de Esp. y Filtrado Jack B. Morán M.jmmlll90% (10)
- Molienda SAGDocumento14 páginasMolienda SAGLeonardo WeinmannAún no hay calificaciones
- Equipos 1Documento15 páginasEquipos 1RomuloAún no hay calificaciones
- Optimización Operacional Metalúrgico (Seminario Metalúrgico) PDFDocumento11 páginasOptimización Operacional Metalúrgico (Seminario Metalúrgico) PDFNilton Güere CóndorAún no hay calificaciones
- SESION 9.1 - Molienda Autogena y Semiautogena PDFDocumento79 páginasSESION 9.1 - Molienda Autogena y Semiautogena PDFmarco100% (3)
- Investigacion CELDAS COMERCIALES DE FLOTACIÓNDocumento9 páginasInvestigacion CELDAS COMERCIALES DE FLOTACIÓNGabriela Leonor Avecillas AbadAún no hay calificaciones
- Revestimientos de MolinosDocumento149 páginasRevestimientos de MolinosMaría Haddad Escuti100% (1)
- Mantención CiclonesDocumento35 páginasMantención Ciclonesmanuelrosasm974100% (2)
- Chancado en PlantaDocumento120 páginasChancado en PlantaNataniel Linares100% (3)
- Curso de Molienda SAGDocumento169 páginasCurso de Molienda SAGAle Ramos Rojo100% (5)
- CrushingDocumento28 páginasCrushingTomas Ttica GasparAún no hay calificaciones
- Bombas de PulpaDocumento8 páginasBombas de PulpaAldo TorresAún no hay calificaciones
- Celdas de FlotacionDocumento48 páginasCeldas de FlotacionIgnacio Alvarez Mendoza100% (3)
- 9-100 Krebs CyclonesValvesPumps SPANISH 4-19-17 WebDocumento8 páginas9-100 Krebs CyclonesValvesPumps SPANISH 4-19-17 WebestebanalarconAún no hay calificaciones
- Flotacion-EquiposDocumento86 páginasFlotacion-Equiposfelipe rojas100% (1)
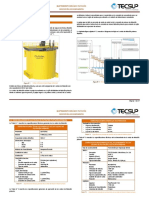
- Separacion Solido Liquido Tecsup PDFDocumento43 páginasSeparacion Solido Liquido Tecsup PDFsamuelAún no hay calificaciones
- Capitulo 4 Diseño Planta SAGDocumento14 páginasCapitulo 4 Diseño Planta SAGyiyohuauAún no hay calificaciones
- Celdas de FlotaciónDocumento24 páginasCeldas de FlotaciónDavid Hinostroza Ibarra100% (2)
- Tema 8 - HidrociclonesDocumento30 páginasTema 8 - HidrociclonesPedro Martínez-Pagán100% (1)
- Curso Hidrociclones Rev1Documento29 páginasCurso Hidrociclones Rev1ValeskaAlejandraCordovaRodriguez100% (2)
- Tema 5 - Molinos - Parte IIDocumento21 páginasTema 5 - Molinos - Parte IIPedro Martínez-PagánAún no hay calificaciones
- Curso HidrociclonesDocumento274 páginasCurso Hidrociclonesjoe richard100% (1)
- Mejora Geometrica Molino SAGDocumento14 páginasMejora Geometrica Molino SAGflavio diazAún no hay calificaciones
- Clase 07 Espesamiento y FloculacionDocumento82 páginasClase 07 Espesamiento y Floculacionma ta sa100% (3)
- Catalogo Linings MolinosDocumento8 páginasCatalogo Linings MolinosGer GutAún no hay calificaciones
- Operación ProcesoMolienda Convencional Barras - Bolas DCHDocumento131 páginasOperación ProcesoMolienda Convencional Barras - Bolas DCHAgua Potable Ventura100% (1)
- Tipos de Chancadoras Harneros y Correa PDFDocumento7 páginasTipos de Chancadoras Harneros y Correa PDFlobos61Aún no hay calificaciones
- Capacitación Espesador MHA 2011Documento37 páginasCapacitación Espesador MHA 2011Jorge Iván Garcia Soza100% (1)
- HidrociclonesDocumento57 páginasHidrociclonescuberbill1980100% (1)
- Optimizacion de Molienda y Flotacion en BHPDocumento16 páginasOptimizacion de Molienda y Flotacion en BHPLuis BAún no hay calificaciones
- Unidad 2. Descripción de ComponentesDocumento17 páginasUnidad 2. Descripción de ComponentesJosué Malpartida100% (2)
- Presentación Antamina.Documento96 páginasPresentación Antamina.Izquierdo Alfed100% (2)
- Circuitos de Flotación PDFDocumento38 páginasCircuitos de Flotación PDFMaryorie Llanes CastilloAún no hay calificaciones
- Curso ZarandeoDocumento52 páginasCurso ZarandeoFreddy Torres100% (2)
- Curso Zarandeo SMCV BasicoDocumento51 páginasCurso Zarandeo SMCV BasicoMeiber Serna OrmeñoAún no hay calificaciones
- Trabajo de InvestigacionDocumento19 páginasTrabajo de InvestigacionFrancisco CarvajalAún no hay calificaciones
- Tamizado - CribadoDocumento35 páginasTamizado - CribadoRosa BazanAún no hay calificaciones
- 4.3 HarneadoDocumento51 páginas4.3 HarneadoSamuel SozaAún no hay calificaciones
- Clasificación Mecánica y Por HidrociclonesDocumento82 páginasClasificación Mecánica y Por HidrociclonesGabriel DonosoAún no hay calificaciones
- Etapas Del ChancadoDocumento94 páginasEtapas Del ChancadoRodrigo González SilvaAún no hay calificaciones
- Cribas y TamicesDocumento40 páginasCribas y TamicesGustavo Martinez100% (4)
- Seminario Análisis de Oro UNSA 11.08.2011 MarsaDocumento75 páginasSeminario Análisis de Oro UNSA 11.08.2011 MarsaCristian ApazaAún no hay calificaciones
- Curso ZarandeoDocumento35 páginasCurso ZarandeoCristian ApazaAún no hay calificaciones
- CementacionDocumento4 páginasCementacionCristian ApazaAún no hay calificaciones
- Datos de OperacionesDocumento29 páginasDatos de OperacionesBrian QuispeAún no hay calificaciones
- CORROSIÓN EN ACEROS INOXIDABLES 304 Primera ParteDocumento16 páginasCORROSIÓN EN ACEROS INOXIDABLES 304 Primera ParteCristian ApazaAún no hay calificaciones
- Ficha Tecnica Acido SulfuricoDocumento9 páginasFicha Tecnica Acido SulfuricoCristian ApazaAún no hay calificaciones
- Circuito Conversor de Digital A Análogo (Contador + Sumador) "Documento12 páginasCircuito Conversor de Digital A Análogo (Contador + Sumador) "Luis ChasiluisaAún no hay calificaciones
- ACV OficialDocumento39 páginasACV OficialVanessa ZapataAún no hay calificaciones
- Auxiliar Contable 1 - Paola BalenDocumento11 páginasAuxiliar Contable 1 - Paola BalenPaola BallenAún no hay calificaciones
- Actividad Virtual 02Documento5 páginasActividad Virtual 02MarceloAvendañoAvendaño0% (1)
- Practica 6 - Transformadores de DistribucionDocumento5 páginasPractica 6 - Transformadores de DistribucionAlan CruzAún no hay calificaciones
- Guía 5-Identidades y Ecuaciones Trigonométricas-10Documento2 páginasGuía 5-Identidades y Ecuaciones Trigonométricas-10isabella Ducuara SierraAún no hay calificaciones
- Indice: 1. PresentaciónDocumento12 páginasIndice: 1. PresentaciónJuan Pablo Ricci Ripamontti100% (1)
- Catalogo V Setiembre 2020Documento35 páginasCatalogo V Setiembre 2020JoE Albujar TantaAún no hay calificaciones
- Conceptos PlásticosDocumento4 páginasConceptos Plásticosyessica jimenezAún no hay calificaciones
- 10 Técnicas Multisensoriales para Enseñar MatemáticasDocumento6 páginas10 Técnicas Multisensoriales para Enseñar MatemáticasOscar PicoAún no hay calificaciones
- 3VT37632AA360AA0 Datasheet EsDocumento8 páginas3VT37632AA360AA0 Datasheet Esjanpi12Aún no hay calificaciones
- Training ISO 27001 - Servientrega PDFDocumento6 páginasTraining ISO 27001 - Servientrega PDFsaiconet08Aún no hay calificaciones
- Aparatos OrtopedicosDocumento7 páginasAparatos OrtopedicosCinthya Vanessa Palacios Paredes100% (1)
- Ficha Tecnica Formula-55Documento3 páginasFicha Tecnica Formula-55Convocatoria HispanoAún no hay calificaciones
- Tarea de Mercado LLDocumento2 páginasTarea de Mercado LLAran JoegeAún no hay calificaciones
- Pti - Presentacion Martillos Hidraulicos de Perforacion - 2022Documento42 páginasPti - Presentacion Martillos Hidraulicos de Perforacion - 2022Juan Camilo Muñoz CarmonaAún no hay calificaciones
- 569Documento214 páginas569Mariana JBennazarAún no hay calificaciones
- Humanidad DoloresDocumento9 páginasHumanidad DoloresFr'Raphael RodriguesAún no hay calificaciones
- Guía de Preguntas MARKETINGDocumento27 páginasGuía de Preguntas MARKETINGhermosa2105hotmail.comAún no hay calificaciones
- Las BienaventuranzasDocumento2 páginasLas BienaventuranzasAlvaro MChAún no hay calificaciones
- S14.s2 CASO LOGISTICA CADENA DE ABASTECIMIENTO-1Documento7 páginasS14.s2 CASO LOGISTICA CADENA DE ABASTECIMIENTO-1Efrain FernandezAún no hay calificaciones
- REPASO 2do Examen CÉLULA - GENÉTICA - Miss Karen Enriquez - CLAVESDocumento8 páginasREPASO 2do Examen CÉLULA - GENÉTICA - Miss Karen Enriquez - CLAVESZuly Coz garciaAún no hay calificaciones
- Plan Clase FraccionesDocumento3 páginasPlan Clase FraccionesGreeys Miranda89% (9)
- Resumen Cuenta Visa Oct 2021Documento3 páginasResumen Cuenta Visa Oct 2021Pablo Mendez RavelliAún no hay calificaciones
- 34 Hidalgo Apicola VFDocumento54 páginas34 Hidalgo Apicola VFCely San JuanAún no hay calificaciones
- Matematica FinancieraDocumento3 páginasMatematica FinancieraJuan Sebastian MontealegreAún no hay calificaciones