También podría gustarte
- Conexion de Motores Trifasicos de 6, 9 y 12 PuntasDocumento9 páginasConexion de Motores Trifasicos de 6, 9 y 12 PuntasJorge Alberto Peña Rodriguez88% (8)
- 1 Saforcada - Sistema Total de SaludDocumento21 páginas1 Saforcada - Sistema Total de SaludSilvana Jordán100% (1)
- Manual de Control de PatioDocumento15 páginasManual de Control de PatioZamara LinarezAún no hay calificaciones
- List Verif ET NOM 068Documento26 páginasList Verif ET NOM 068Marco CortésAún no hay calificaciones
- Check List Vehiculo - MaquinariaDocumento1 páginaCheck List Vehiculo - MaquinariaJose Miguel Iriarte NeiraAún no hay calificaciones
- Alcance de ObraDocumento40 páginasAlcance de Obralovis001Aún no hay calificaciones
- Valvuls Bop SebromencaDocumento30 páginasValvuls Bop SebromencaFranciaAún no hay calificaciones
- Análisis de costos de operación y métodos de explotación en minería subterráneaDocumento31 páginasAnálisis de costos de operación y métodos de explotación en minería subterráneaHeinz MiguelAún no hay calificaciones
- Capacitacion Grupo Sow BoshDocumento292 páginasCapacitacion Grupo Sow BoshVenancio Vega75% (4)
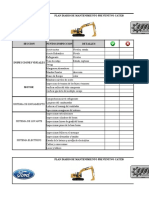
- Inspección de Seguridad y Mantenimiento - Cargadores de CadenasDocumento1 páginaInspección de Seguridad y Mantenimiento - Cargadores de CadenasJuanchoKiraAún no hay calificaciones
- Material Procedimiento Operativo Acarreo Material Volquetes Camiones Mineros Operaciones Mineria Minas Etapas RiesgosDocumento5 páginasMaterial Procedimiento Operativo Acarreo Material Volquetes Camiones Mineros Operaciones Mineria Minas Etapas RiesgosJuniOrs RiVera100% (1)
- RFE OM MT TIN 0005 Rev - A Instructivo Compresor de AireDocumento5 páginasRFE OM MT TIN 0005 Rev - A Instructivo Compresor de AireVictor Raul Falla FallaAún no hay calificaciones
- Sistemas de ProducciónDocumento4 páginasSistemas de ProducciónAndrea Rosa Herrera GilAún no hay calificaciones
- Plantilla Excel Entradas Salidas - StockDocumento5 páginasPlantilla Excel Entradas Salidas - StockMOTO MOV30Aún no hay calificaciones
- Evaluación de La Capacidad de ProducciónDocumento8 páginasEvaluación de La Capacidad de ProducciónJanni Pantoja VargasAún no hay calificaciones
- Plantilla Word de Formato de ProcedimientoDocumento3 páginasPlantilla Word de Formato de ProcedimientoMichelle Carolina Dávila BeleñoAún no hay calificaciones
- Encuesta de MantenimientoDocumento10 páginasEncuesta de MantenimientogatobeltranAún no hay calificaciones
- Formato Descripcion Del Puesto Jaime Delgado Hdz.Documento3 páginasFormato Descripcion Del Puesto Jaime Delgado Hdz.jaime DELGADO0% (1)
- Planilla de Control Diario y Mantenimiento AutoelevadorDocumento4 páginasPlanilla de Control Diario y Mantenimiento AutoelevadorJuan I. MattarozziAún no hay calificaciones
- Maquina PerfiladoraDocumento16 páginasMaquina Perfiladoraeedee3Aún no hay calificaciones
- Mantenimiento - (Plan Dredictivo y Preventivo)Documento17 páginasMantenimiento - (Plan Dredictivo y Preventivo)luismyxAún no hay calificaciones
- Depreciacion Fisica de Las EdificacionesDocumento15 páginasDepreciacion Fisica de Las EdificacionesxxixxussAún no hay calificaciones
- Dofa MantenimientoDocumento13 páginasDofa MantenimientoyadiAún no hay calificaciones
- Plan de Mantenimiento Diario Cat 320DDocumento4 páginasPlan de Mantenimiento Diario Cat 320DAllan LopezAún no hay calificaciones
- Sistema de Gestión de MantenimientoDocumento31 páginasSistema de Gestión de MantenimientoClaudia Lorena BuenoAún no hay calificaciones
- Así Se Trabaja en Una Pizzería para Hacer Cientos de Pizzas Al DíaDocumento10 páginasAsí Se Trabaja en Una Pizzería para Hacer Cientos de Pizzas Al DíaJasmin CheroAún no hay calificaciones
- Ficha Tecnica Vehiculos BlindadosDocumento12 páginasFicha Tecnica Vehiculos BlindadosYorlin Cardenas JaramilloAún no hay calificaciones
- Análisis e Interpretación de La Norma ISO 9001-1Documento53 páginasAnálisis e Interpretación de La Norma ISO 9001-1Gabita CruzAún no hay calificaciones
- Informe Financiero HidrostalDocumento26 páginasInforme Financiero Hidrostaljavier costillaAún no hay calificaciones
- Procedimiento para Elaborar ProcedimientosDocumento6 páginasProcedimiento para Elaborar Procedimientoscesardario90Aún no hay calificaciones
- Costos mantenimiento equiposDocumento20 páginasCostos mantenimiento equiposJuan Ayala100% (1)
- Manual de Operación y Mantenimiento Acueductos RuralesDocumento6 páginasManual de Operación y Mantenimiento Acueductos RuralesOrlando Becerra VelandiaAún no hay calificaciones
- Ejecucion Del MantenimientoDocumento5 páginasEjecucion Del MantenimientoDiego Alejandro Cobos Caballero100% (1)
- Diagramas Causa Efecto ParetoDocumento10 páginasDiagramas Causa Efecto ParetoMaría José Orozco CastillaAún no hay calificaciones
- Taller BitacoraDocumento6 páginasTaller BitacoraYaritza MolinaAún no hay calificaciones
- Procedimientos de Una Excavadora en El TrabajoDocumento2 páginasProcedimientos de Una Excavadora en El TrabajoLucas RomeroAún no hay calificaciones
- Plan de Mantenimiento IpsDocumento38 páginasPlan de Mantenimiento IpsCINDYAún no hay calificaciones
- Introducción A Gestión Por ProcesosDocumento14 páginasIntroducción A Gestión Por ProcesosFrancisco David RodríguezAún no hay calificaciones
- Guía de bombas centrífugas para aplicaciones industriales y comercialesDocumento104 páginasGuía de bombas centrífugas para aplicaciones industriales y comercialesJose CollazoAún no hay calificaciones
- Mantenimiento vehicular: Los 7 pasos esencialesDocumento81 páginasMantenimiento vehicular: Los 7 pasos esencialesRoger MontecinosAún no hay calificaciones
- Cancha de Padel Estructura MetalicaDocumento1 páginaCancha de Padel Estructura MetalicaAlejandro STAún no hay calificaciones
- Verificación de Los Aros de Ruedas y LasDocumento13 páginasVerificación de Los Aros de Ruedas y LasgilbertoAún no hay calificaciones
- Plan Maestro de MantenimientoDocumento6 páginasPlan Maestro de MantenimientoSuzzo SherwoodAún no hay calificaciones
- Formato de FamiliarizacionDocumento12 páginasFormato de Familiarizacionseaday1Aún no hay calificaciones
- Diseño Del Plan de MantenimientoDocumento30 páginasDiseño Del Plan de MantenimientoRaul Reaño RiveraAún no hay calificaciones
- Documentos File de MantenimientoDocumento12 páginasDocumentos File de MantenimientoLeopoldo VeraAún no hay calificaciones
- Documentación Del Área de MantenimientoDocumento13 páginasDocumentación Del Área de Mantenimiento'Cathi La RosaAún no hay calificaciones
- Ficha Tecnica - BenfordDocumento1 páginaFicha Tecnica - BenfordMercedes BriceñoAún no hay calificaciones
- Organización J Control y Mantenimiento de VehículosDocumento25 páginasOrganización J Control y Mantenimiento de VehículosAriel Ramirez ValleAún no hay calificaciones
- Apriete Con TorqueDocumento9 páginasApriete Con TorqueWilmer ZapataAún no hay calificaciones
- AMEF tablero taktDocumento24 páginasAMEF tablero taktSalvador RazoAún no hay calificaciones
- Lista de Chequeo Bus-MinibusDocumento3 páginasLista de Chequeo Bus-Minibuskarina roman osorioAún no hay calificaciones
- Acuerdo de Entrega de Herramientas de TrabajoDocumento34 páginasAcuerdo de Entrega de Herramientas de TrabajoMajo SarriaAún no hay calificaciones
- Modelo de Gestión de Mantenimiento Basado en Riesgo para Máquinas y Equipos de Construcción CivilDocumento185 páginasModelo de Gestión de Mantenimiento Basado en Riesgo para Máquinas y Equipos de Construcción CivilLof100% (1)
- OSHA 3124 Escalinatas y Escaleras de ManoDocumento21 páginasOSHA 3124 Escalinatas y Escaleras de ManoDiego GiraldoAún no hay calificaciones
- Uso de Software de Ingeniería Civil Industrial PDFDocumento2 páginasUso de Software de Ingeniería Civil Industrial PDFCaaind Utfsm Casa CentralAún no hay calificaciones
- Mt-p-01. Programa de Mantenimiento PreventivoDocumento5 páginasMt-p-01. Programa de Mantenimiento PreventivoDaniel HernandezAún no hay calificaciones
- Cotizacion 2 PDFDocumento3 páginasCotizacion 2 PDFJhameli Rosales LópezAún no hay calificaciones
- Mapeo de ProcesosDocumento4 páginasMapeo de ProcesosMarlene Hernández OcadizAún no hay calificaciones
- Herramientas Lean ManufacturingDocumento7 páginasHerramientas Lean ManufacturingSaaiid Aalbeertoo100% (1)
- Cuestionario TPMDocumento9 páginasCuestionario TPMDTKAún no hay calificaciones
- 4 1 4 2 TPM y Las 6 Grandes PerdidasDocumento29 páginas4 1 4 2 TPM y Las 6 Grandes PerdidasJoseph AlarconAún no hay calificaciones
- TPMDocumento57 páginasTPMEmily Ventura100% (2)
- Pinzas - Manuales - AutomocionDocumento42 páginasPinzas - Manuales - AutomocionVenancio VegaAún no hay calificaciones
- Administración de Materiales para El Área de ProducciónDocumento2 páginasAdministración de Materiales para El Área de ProducciónVenancio VegaAún no hay calificaciones
- Modulo 16 Fundamentos y Control de Motores PDFDocumento39 páginasModulo 16 Fundamentos y Control de Motores PDFMc Frederick BrinnemanAún no hay calificaciones
- Pinzas - Manuales - AutomocionDocumento42 páginasPinzas - Manuales - AutomocionVenancio VegaAún no hay calificaciones
- Dibujo TecnicoDocumento56 páginasDibujo TecnicoTony Irack Torres Martinez100% (1)
- Manual Operario ABBDocumento366 páginasManual Operario ABBManu GarciaAún no hay calificaciones
- Procesos Soldadura MigDocumento8 páginasProcesos Soldadura MigJuan LojaAún no hay calificaciones
- Manual Operador Robot StudioDocumento524 páginasManual Operador Robot StudioRonald Franco Obando100% (1)
- Un Modelo de Gestion de Mantenimiento Hacia La ExcelenciaDocumento10 páginasUn Modelo de Gestion de Mantenimiento Hacia La ExcelenciaJose Angel Marquez AcevedoAún no hay calificaciones
- Administración de Materiales para El Área de ProducciónDocumento2 páginasAdministración de Materiales para El Área de ProducciónVenancio VegaAún no hay calificaciones
- Test Cleaver para Reclutamiento y SelecciónDocumento1 páginaTest Cleaver para Reclutamiento y SelecciónCarlos FloresAún no hay calificaciones
- Código Civil Federal Art 2263Documento2 páginasCódigo Civil Federal Art 2263Venancio VegaAún no hay calificaciones
- Curso de TPM FilosofiaDocumento36 páginasCurso de TPM FilosofiaVenancio VegaAún no hay calificaciones
- SimbolosDocumento25 páginasSimbolosAlfredo CarrozAún no hay calificaciones
- Diseño y Claculo de Engranes Rectos, Teorico, Asi Como Asistido Por ComputadoraDocumento130 páginasDiseño y Claculo de Engranes Rectos, Teorico, Asi Como Asistido Por ComputadoraDavid Rios CruzAún no hay calificaciones
- Protocolos IndustrialesDocumento3 páginasProtocolos IndustrialesjalbeiromorenoAún no hay calificaciones
- Curso PLC 009Documento8 páginasCurso PLC 009Victor Manuel Perez EsquivelAún no hay calificaciones
- Curso PLC 009Documento8 páginasCurso PLC 009Victor Manuel Perez EsquivelAún no hay calificaciones
- Tutorial AssemblerDocumento99 páginasTutorial AssemblerJedion Melbin Paucar Cardenas100% (4)
- Gstiaportalv11peses Es EsDocumento302 páginasGstiaportalv11peses Es EsThEbEsT02Aún no hay calificaciones
- Reporte Practica 9. TECLADO RFDocumento7 páginasReporte Practica 9. TECLADO RFVenancio VegaAún no hay calificaciones
- RodamientosDocumento42 páginasRodamientosVenancio VegaAún no hay calificaciones
- Practica 1 AutotransformadorDocumento2 páginasPractica 1 AutotransformadorVenancio VegaAún no hay calificaciones
- HTKLDocumento319 páginasHTKLVenancio VegaAún no hay calificaciones
- FORMAS TKDDocumento26 páginasFORMAS TKDryback1978Aún no hay calificaciones
- Emisor receptor RF codificador decodificador nota pago detalle bancario depositos direccion sucursalDocumento1 páginaEmisor receptor RF codificador decodificador nota pago detalle bancario depositos direccion sucursalVenancio VegaAún no hay calificaciones
- Pic 1 BDocumento5 páginasPic 1 BVenancio VegaAún no hay calificaciones
- Mapeo Integral 01 - Área de ProyectosDocumento1 páginaMapeo Integral 01 - Área de ProyectosHenry Maguiña AllendeAún no hay calificaciones
- CN - Grado8 ExportDocumento8 páginasCN - Grado8 ExportJulián Arias HenaoAún no hay calificaciones
- Factores que influyen en el desempeño organizacionalDocumento182 páginasFactores que influyen en el desempeño organizacionalVioleta Rodriguez GarciaAún no hay calificaciones
- Ayudandote A Encontrar El Camino VocacionalDocumento30 páginasAyudandote A Encontrar El Camino Vocacionalwenycc20Aún no hay calificaciones
- Conceptos básicos de lógica y pensamiento matemáticoDocumento14 páginasConceptos básicos de lógica y pensamiento matemáticoNataly Andrea Torres GilAún no hay calificaciones
- Las Etapas Del Desarrollo Humano-1 SecDocumento3 páginasLas Etapas Del Desarrollo Humano-1 SecCRISTOPHERAún no hay calificaciones
- Actividad de Matematicas para 8voDocumento4 páginasActividad de Matematicas para 8voLuis David TovarAún no hay calificaciones
- Nociones de Cuerpo y Entrenamiento en Dos Comunidades de Danza Contemporánea en Bogotá: Danza Común y CortocinesisDocumento223 páginasNociones de Cuerpo y Entrenamiento en Dos Comunidades de Danza Contemporánea en Bogotá: Danza Común y CortocinesisYudy Morales Rodriguez100% (1)
- Recorridos MatemáticosDocumento109 páginasRecorridos MatemáticossandraAún no hay calificaciones
- M1 Introducción EstadisticaDocumento8 páginasM1 Introducción EstadisticaMarlene Espinoza C.Aún no hay calificaciones
- Ensayo Constructivo para La IntroduccionDocumento10 páginasEnsayo Constructivo para La IntroduccionPablo CerónAún no hay calificaciones
- Guia Metodologica PSIDocumento11 páginasGuia Metodologica PSIAlexis FrancoAún no hay calificaciones
- Microbiología de infecciones endodónticas: principales bacteriasDocumento5 páginasMicrobiología de infecciones endodónticas: principales bacteriasGrace SalasAún no hay calificaciones
- POA QuimlloDocumento4 páginasPOA QuimlloEliasTaipeAguilarAún no hay calificaciones
- Inductivismo y DeductivismoDocumento17 páginasInductivismo y DeductivismoPatricio UlibarrieAún no hay calificaciones
- La Entrevista - Mapa ConceptualDocumento60 páginasLa Entrevista - Mapa ConceptualSol GarciaAún no hay calificaciones
- Ejercicios ProgresionesDocumento7 páginasEjercicios ProgresionesMartha BarahonaAún no hay calificaciones
- Tratamiento aguas residuales UNALMDocumento4 páginasTratamiento aguas residuales UNALMXiomara Belen Quiroz RoncerosAún no hay calificaciones
- Calvino Italo El Castillo de Los Destinos CuzadosDocumento62 páginasCalvino Italo El Castillo de Los Destinos CuzadosDiana de la RivaAún no hay calificaciones
- Sesiones Educativas - Grupo 05 - Doc. GeneralDocumento91 páginasSesiones Educativas - Grupo 05 - Doc. GeneralAlberto Lizano HuinchoAún no hay calificaciones
- Revista Entornos, Vol. 31, No. 1 Junio 2018Documento309 páginasRevista Entornos, Vol. 31, No. 1 Junio 2018Natalia RosliAún no hay calificaciones
- Biotecnologia en AlimentosDocumento17 páginasBiotecnologia en Alimentosjhoan isidoro herrera herreraAún no hay calificaciones
- Importancia de la factorización y productos notables en matemáticasDocumento11 páginasImportancia de la factorización y productos notables en matemáticasGritzabethAún no hay calificaciones
- Practica TIRODocumento6 páginasPractica TIROArmando ascencio salidoAún no hay calificaciones
- Derecho de Los Recursos NaturalesDocumento115 páginasDerecho de Los Recursos NaturalesJero ReinholdAún no hay calificaciones
- Tarea #01Documento9 páginasTarea #01Genaro Yoset Ylma BancesAún no hay calificaciones
- Petro Kleen 140-PDS - SpanishDocumento2 páginasPetro Kleen 140-PDS - SpanishRoberto Alfaro EspinozaAún no hay calificaciones
- La inferencia en textos sobre habilidades verbalesDocumento12 páginasLa inferencia en textos sobre habilidades verbalesRosmel Ponte SantosAún no hay calificaciones
- Poema El Rio: Javier HeraudDocumento3 páginasPoema El Rio: Javier HeraudEddy MegaAún no hay calificaciones