También podría gustarte
- U3 Sin RespuestasDocumento62 páginasU3 Sin RespuestasBrenda Ba100% (1)
- Trabajo de Mantenimiento PredictivoDocumento68 páginasTrabajo de Mantenimiento PredictivovictorAún no hay calificaciones
- 4 Distribucion en PlantaDocumento30 páginas4 Distribucion en PlantamarthacarriazoAún no hay calificaciones
- Analisis Causa Raiz RCA PDFDocumento2 páginasAnalisis Causa Raiz RCA PDFmauriciojjAún no hay calificaciones
- Capítulo 4 PDFDocumento98 páginasCapítulo 4 PDFUlisesSandovalAún no hay calificaciones
- Ejercicios y Conceptos Primera ExposicionDocumento93 páginasEjercicios y Conceptos Primera ExposicionKenny Quintanilla RomanAún no hay calificaciones
- Manual de Conceptos Básicos de Administración Financiera Autor Plataforma Nacional de Cafe Sostenible y SCANDocumento38 páginasManual de Conceptos Básicos de Administración Financiera Autor Plataforma Nacional de Cafe Sostenible y SCANAlaska 34100% (1)
- Dapas Gestion de RiesgosDocumento64 páginasDapas Gestion de RiesgosAngel SalinasAún no hay calificaciones
- Costo HorarioDocumento30 páginasCosto HorariodavidcdsAún no hay calificaciones
- Capacidad, Distribucion de PlantaDocumento35 páginasCapacidad, Distribucion de PlantafrailesAún no hay calificaciones
- Microcurriculo - Prospectiva y Presupuesto - Ii Sem 2021Documento5 páginasMicrocurriculo - Prospectiva y Presupuesto - Ii Sem 2021Yeferson PatarroyoAún no hay calificaciones
- Reqs EspaciosDocumento23 páginasReqs EspaciosThalia Ramirez LopezAún no hay calificaciones
- T Espe 048642 DDocumento57 páginasT Espe 048642 Damoli001Aún no hay calificaciones
- Optimización distribución planta ExandalDocumento40 páginasOptimización distribución planta ExandalAlfredo Galecio SologurenAún no hay calificaciones
- Norma Iso 9001Documento37 páginasNorma Iso 9001Alex MuñozAún no hay calificaciones
- Huatay ME SDDocumento106 páginasHuatay ME SDbarel ruizAún no hay calificaciones
- RCM aplicación chancadora conica primariaDocumento5 páginasRCM aplicación chancadora conica primariamecanicquique100% (1)
- Las Armas Del EstrategaDocumento89 páginasLas Armas Del Estrategajatul69Aún no hay calificaciones
- RojasMurrietaCarmenUV PDFDocumento93 páginasRojasMurrietaCarmenUV PDFAnonymous sfzWykDAún no hay calificaciones
- Procesos de Empatía para La Comunicación EficazDocumento52 páginasProcesos de Empatía para La Comunicación EficazKiusver Costa Diaz100% (1)
- Mantenimiento IndustrialDocumento24 páginasMantenimiento IndustrialSantiago Muñoz MejíaAún no hay calificaciones
- 9 Puntos para Mejorar La Productividad en Las Organizaciones.Documento7 páginas9 Puntos para Mejorar La Productividad en Las Organizaciones.Katherine PercaAún no hay calificaciones
- Tesis de Tribologia PDFDocumento348 páginasTesis de Tribologia PDFJesusDiFabio100% (1)
- Mantenimiento Productivo TotalDocumento55 páginasMantenimiento Productivo TotalSalvador Deyvi RojasAún no hay calificaciones
- Planta Procesador de CacaoDocumento39 páginasPlanta Procesador de Cacaojhorlan reyAún no hay calificaciones
- Mantenimiento Basado en Condición CBMDocumento3 páginasMantenimiento Basado en Condición CBMJuan TorresAún no hay calificaciones
- Ingenieria de MantenimientoDocumento22 páginasIngenieria de MantenimientoEdgar Dueñas GallegosAún no hay calificaciones
- Mantenimiento de equipos de respiraciónDocumento29 páginasMantenimiento de equipos de respiraciónGema Roxette Huchin HerreraAún no hay calificaciones
- Taller Administración de Proyectos Universidad del QuindíoDocumento57 páginasTaller Administración de Proyectos Universidad del QuindíoMagda Alexandra Alexa Rivera GonzalezAún no hay calificaciones
- Kraft FoodsDocumento11 páginasKraft Foodsmayraa?Aún no hay calificaciones
- Guia de Notas Mantenimiento Mecatronica (02 19)Documento146 páginasGuia de Notas Mantenimiento Mecatronica (02 19)tona barraganAún no hay calificaciones
- Actualización Conocimientos CMRP - GeneralesDocumento62 páginasActualización Conocimientos CMRP - GeneralesWilber David Huamani MaihuireAún no hay calificaciones
- Presentacion Curso de Gestion de ProyectosDocumento57 páginasPresentacion Curso de Gestion de ProyectosFredy Castillejo100% (1)
- SMEDDocumento8 páginasSMEDSusana Martinez BuenoAún no hay calificaciones
- Sistemas Informacion MantenimientoDocumento112 páginasSistemas Informacion MantenimientoNandoRojasAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento70 páginasSistemas de Mantenimiento Productivo Total (MPT)Luis GarcÍaAún no hay calificaciones
- Fiabilidad y Mantenibilidad en El Diseño de Sistemas de Mando y Control de Buques MilitaresDocumento34 páginasFiabilidad y Mantenibilidad en El Diseño de Sistemas de Mando y Control de Buques MilitaresTomislav1990Aún no hay calificaciones
- A3 Localización y Tamaño 2Documento11 páginasA3 Localización y Tamaño 2Adam GutierrezAún no hay calificaciones
- 08 - Análisis Del Flujo de Materiales IIDocumento11 páginas08 - Análisis Del Flujo de Materiales IIkarla camposAún no hay calificaciones
- Sistema de Producción de Flujo ContinuoDocumento5 páginasSistema de Producción de Flujo ContinuoFito Romero PinedaAún no hay calificaciones
- Prácticas Pre-Profesionales en La Empresa Renova S.A.C - Yanacocha NorteDocumento144 páginasPrácticas Pre-Profesionales en La Empresa Renova S.A.C - Yanacocha NorteArturo Alcides100% (1)
- Matriz de PlanificacionDocumento186 páginasMatriz de PlanificacionXavier GuanoAún no hay calificaciones
- Importancia Lean ManufacturingDocumento24 páginasImportancia Lean ManufacturingMARIA FERNANDA WILCHES ALVAREZAún no hay calificaciones
- Bitacoras de MantenimientoDocumento3 páginasBitacoras de MantenimientoEduardo JimenezAún no hay calificaciones
- Gestión de ActivosDocumento27 páginasGestión de ActivosMiguel Carlin JimenezAún no hay calificaciones
- Unidad 2 Planeacion AgregadaDocumento40 páginasUnidad 2 Planeacion Agregadanelson caceresAún no hay calificaciones
- UNAC Cultura 5sDocumento33 páginasUNAC Cultura 5sAbad Jose100% (2)
- Criterios de Selección de Personal y Entrevista LaboralDocumento18 páginasCriterios de Selección de Personal y Entrevista LaboralAna E. Espinal100% (1)
- Análisis Termográfico en Tableros Eléctricos - EP Simon PDFDocumento14 páginasAnálisis Termográfico en Tableros Eléctricos - EP Simon PDFKevin Mija SamanezAún no hay calificaciones
- Diseño e Implantación Del Programa de Mantenimiento Preventivo A Los Compresores de AireDocumento18 páginasDiseño e Implantación Del Programa de Mantenimiento Preventivo A Los Compresores de AireMariana Boc'LarAún no hay calificaciones
- Temas Hospitalarios - 11 - EsterilizacionDocumento64 páginasTemas Hospitalarios - 11 - EsterilizacionJuan O Antezana BAún no hay calificaciones
- Distribucion de PlantaDocumento51 páginasDistribucion de PlantaAlli Rojas SanAún no hay calificaciones
- Analisis P - QDocumento28 páginasAnalisis P - QMartin Hernan CR100% (5)
- Distribucion de Planta 9 Corregido OkeyDocumento56 páginasDistribucion de Planta 9 Corregido OkeyHector Napan17% (6)
- Diseño y Distribución de PlantaDocumento38 páginasDiseño y Distribución de PlantaluisAún no hay calificaciones
- Componentes de Un Estudio TécnicoDocumento42 páginasComponentes de Un Estudio TécnicoDiana VegaAún no hay calificaciones
- 3.2 Proceso Sistemático para La Planificación de Distribución en Planta PDFDocumento66 páginas3.2 Proceso Sistemático para La Planificación de Distribución en Planta PDFcarlos laraAún no hay calificaciones
- Control de CalidadDocumento8 páginasControl de CalidadDavidj10 HerreraAún no hay calificaciones
- Capítulo 6Documento18 páginasCapítulo 6Essined AividlavAún no hay calificaciones
- Mapeo de la cadena de valorDocumento64 páginasMapeo de la cadena de valorArturo GonzalezAún no hay calificaciones
- Presentacion ZaraDocumento37 páginasPresentacion ZarajsneidercastilloAún no hay calificaciones
- Lugar de Trabajo. Manejo de Materiales. SEMANA7Documento53 páginasLugar de Trabajo. Manejo de Materiales. SEMANA7Anonymous vhMCGIAún no hay calificaciones
- INFOCORP - Graña y MonteroDocumento5 páginasINFOCORP - Graña y MonteroAnonymous vhMCGIAún no hay calificaciones
- Taller de Sistema AmbientalDocumento8 páginasTaller de Sistema AmbientalAnonymous vhMCGIAún no hay calificaciones
- Seguridad Contra IncendiosDocumento59 páginasSeguridad Contra IncendiosAnonymous vhMCGIAún no hay calificaciones
- Manual TemperaturaDocumento44 páginasManual TemperaturaMarco Antonio Ayala Porras100% (1)
- Seguridad Contra Intrusión y RoboDocumento21 páginasSeguridad Contra Intrusión y RoboAnonymous vhMCGIAún no hay calificaciones
- DuardoSanchez Aliuska TD 2014Documento149 páginasDuardoSanchez Aliuska TD 2014Anonymous vhMCGIAún no hay calificaciones
- NTP 350.043-1 (Extintores Portátiles)Documento72 páginasNTP 350.043-1 (Extintores Portátiles)nelson bary serna marcosAún no hay calificaciones
- ULTRASONIDODocumento51 páginasULTRASONIDOAnonymous vhMCGIAún no hay calificaciones
- Estimación de La Incertidumbre de MedidaDocumento13 páginasEstimación de La Incertidumbre de MedidaRafael HernandezAún no hay calificaciones
- Revista 148Documento51 páginasRevista 148Sebastián Cardona FrancoAún no hay calificaciones
- EjemploDocumento16 páginasEjemploAnonymous vhMCGIAún no hay calificaciones
- Armaduras Armazones Maquinas EnviarDocumento30 páginasArmaduras Armazones Maquinas EnviarAnonymous vhMCGIAún no hay calificaciones
- UNMSM Facultad de Ingeniería Industrial - TorsiónDocumento14 páginasUNMSM Facultad de Ingeniería Industrial - TorsiónAnonymous vhMCGI60% (5)
- Contaminacion IonicaDocumento19 páginasContaminacion IonicawilmherAún no hay calificaciones
- 0121 Ejercicios de Programacion en JavaDocumento341 páginas0121 Ejercicios de Programacion en Javaantonio100% (1)
- DESARROLLO SUSTENTABLE Unidad 3 JpeDocumento79 páginasDESARROLLO SUSTENTABLE Unidad 3 JperomeoyesAún no hay calificaciones
- Ciclo DemingDocumento3 páginasCiclo DemingLuis MadridAún no hay calificaciones
- Resumen de Procesos Norma ISO 20000Documento4 páginasResumen de Procesos Norma ISO 20000Viktor Zamora100% (1)
- Cambio de Orificio en El DanielDocumento7 páginasCambio de Orificio en El Danieljose miguel gonzalez mogollonAún no hay calificaciones
- Máquina de Corte Por Chorro de Agua CNCDocumento3 páginasMáquina de Corte Por Chorro de Agua CNCFely Saavedra AricaAún no hay calificaciones
- Paisajismo y su aplicación en el campo gráficoDocumento24 páginasPaisajismo y su aplicación en el campo gráficoChristian SantivañezAún no hay calificaciones
- Taller 2Documento16 páginasTaller 2alejo388167% (9)
- Resolucion 2190 de 1991Documento7 páginasResolucion 2190 de 1991Felipe HoyosAún no hay calificaciones
- Diseño de Pendulo Rotacional Invertido.Documento4 páginasDiseño de Pendulo Rotacional Invertido.OctavioGarciaAún no hay calificaciones
- La Capacidad de Adaptación Vista Desde El Test de WarteggDocumento5 páginasLa Capacidad de Adaptación Vista Desde El Test de WarteggFCAún no hay calificaciones
- Carmen Alba DUA NuevoDocumento12 páginasCarmen Alba DUA NuevoCarolinaMelgarejoCuevasAún no hay calificaciones
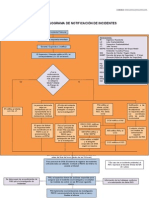
- Flujograma Notificación IncidentesDocumento1 páginaFlujograma Notificación IncidentesMiguel Soto EspinozaAún no hay calificaciones
- Informacion Ingles 1 PDFDocumento15 páginasInformacion Ingles 1 PDFJose Tomas Vergara DiazAún no hay calificaciones
- Para Implementar Las Buenas Prácticas Agrícolas en La Producción de PlátanoDocumento2 páginasPara Implementar Las Buenas Prácticas Agrícolas en La Producción de PlátanoWilmer Peña Aguirre100% (1)
- Carretero y Castorina Desarrollo CognitivoDocumento12 páginasCarretero y Castorina Desarrollo CognitivoClaudia Rosanna OjedaAún no hay calificaciones
- Conclusiones Logica CableadaDocumento2 páginasConclusiones Logica CableadaJohn Alexander Hidalgo0% (2)
- Noa HMDocumento152 páginasNoa HMnestorAún no hay calificaciones
- Ejemplo de PortadaDocumento2 páginasEjemplo de PortadaJuan VargasAún no hay calificaciones
- Modelado y simulacion de sistemas mecanicosDocumento2 páginasModelado y simulacion de sistemas mecanicosluisssiiiAún no hay calificaciones
- Problemas de calidad y variabilidad funcionalDocumento2 páginasProblemas de calidad y variabilidad funcionalAbraham Vega OrtegaAún no hay calificaciones
- Compendio de Yacimientos Minerales Del Peru PDFDocumento3 páginasCompendio de Yacimientos Minerales Del Peru PDFJoss MoreraAún no hay calificaciones
- Mis AccionesDocumento3 páginasMis AccionesCarlos GBAún no hay calificaciones
- Matriz FodaDocumento1 páginaMatriz FodaBrayan Benito MontoyaAún no hay calificaciones
- Almacén 01Documento12 páginasAlmacén 01Froylan Agreda LozanoAún no hay calificaciones
- Texto Escolar 6 (Tomo1)Documento322 páginasTexto Escolar 6 (Tomo1)Luis67% (9)
- Mediciones Con Ayuda Del Medidor Laser SNDWAY SW-T40Documento13 páginasMediciones Con Ayuda Del Medidor Laser SNDWAY SW-T40rodrigoAún no hay calificaciones
- Curso de Tecnología aplicada a los Alimentos - Post-Mortem 1o parteDocumento1 páginaCurso de Tecnología aplicada a los Alimentos - Post-Mortem 1o parteFranco PertusoAún no hay calificaciones
- Lab.1 - Acondicionamiento de Señales AnalógicasDocumento11 páginasLab.1 - Acondicionamiento de Señales AnalógicasOmar Ruiz RodríguezAún no hay calificaciones