Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Control Estadístico de La Calidad
Cargado por
Amado MalcaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Control Estadístico de La Calidad
Cargado por
Amado MalcaCopyright:
Formatos disponibles
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 2
INTRODUCCIN
El ingrediente bsico en la nueva concepcin del control de calidad es la utilizacin
masiva del mtodo cientfico y, en concreto, de la estadstica, en la planificacin de
recogida y anlisis de los datos necesarios para la toma de decisiones tendentes a
mejorar todos los procesos. Un control de calidad del que no se deriven actuaciones
constantes para el perfeccionamiento de los sistemas no es un control de calidad
verdadero.
El control de la calidad es el proceso por el cual medimos las variables del proceso o
producto como por ejemplo el tamao de un producto, su forma, componentes, color y
otras caractersticas fsicas y qumicas, pero tambin puede medir el volumen de
produccin y los costos, o sea el proceso en s.
El control estadstico de la calidad es la recopilacin, anlisis e interpretacin de datos
para su uso en el control de calidad, mediante el Control Estadstico de la Calidad se
determina las variaciones que se dan en el proceso de produccin a travs de sus
diferentes etapas generalmente se utilizan dos mtodos estadsticos: El control del
proceso y muestreo por aceptacin.
La calidad es responsabilidad de todas las personas de la empresa y no slo del
departamento de Control de Calidad, Para que este concepto no se quede en una
simple exhortacin, es necesario suministrar herramientas a todo el personal para que
pueda integrarse en las tareas del control integral de la calidad. Ello requiere
incrementar los esfuerzos en la capacitacin de todo el personal y, sobre todo, la
educacin a partir del propio trabajo cotidiano. Esta educacin, debe comenzar con los
futuros ingenieros de la empresa y, con esta texto, se pretende el inicio de este
proceso bsico en la formacin de cualquier Ingeniero en especial el Ingeniero
Industrial, el cual tiene como funcin la optimizacin de los proceso en una empresa.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 3
INDICE
Pgina
INTRODUCCIN. 8
I. CALIDAD_ COMPETITIVIDAD 8
1.1 Calidad
1.2 Competitividad ....
1.3 Productividad .....
8
9
12
II. DEFINICIONES BSICAS ... 16
2.1 Definiciones Bsicas ... 16
2.2 Control de Calidad .. 20
2.3 Control Estadstico . 21
2.4 Variabilidad ... 21
III. CAPITULO .... 26
3.1 Medidas de Tendencia Central ..... 28
3.2 Medidas de Dispersin Variabilidad .. 33
3.3 Medidas de Forma .... 44
3.4 Medidas de Localizacin ... 47
3.5 Estudio Real de Capacidad .. 50
IV. SPSS...
4.1 Ejecucin del SPSS ... 54
4.2 Ventana para la definicin de Variable. 56
4.3 Ventana de Ingreso de Datos .... 60
4.4 Guardar datos y resultados ... 62
4.5 Abrir archivo de datos o resultados ... 64
4.6 Anlisis de resultados ..... 65
V. HERRAMIENTAS ESTADSTICAS... 90
5.1 Hojas de control.....
5.2. Histograma..........
5.3 Diagrama de Pareto.....
5.4 Diagrama de Dispersin.....
5.5 Graficas de control..
92
94
106
117
126
VI. BIBLIOGRAFA....... 183
ANEXOS
184
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 4
NDICE DE TABLAS
Pgina
Tabla 2.1 Tiempo de espera para ser atendidos en caja de pago (min)....
22
Tabla 2.2 Causa comunes y causas especiales que origina la variabilidad.... 23
Tabla 3.1. Datos del peso de conservas de esparrago (g) 28
Tabla 3.2 Tabla de simetra _valor del sesgo. 4
Tabla 3.3 Tabla de apuntamiento _valor de la curtosis . 46
Tabla. 3.4. Anlisis de la capacidad del proceso 51
Tabla 3.5. Caractersticas de los egresados universitarios. 52
Tabla 4.1 Data de la investigacin. 66
Tabla 4.2. Datos del peso de conservas de esparrago (g). 76
Tabla 5.1 dimetro de 100 tubos 95
Tabla 5.2: Tabla de frecuencia 97
Tabla 5.3 Peso de embutidos (g) 105
Tabla 5.4 Frecuencias de los defectos encontrados en la pintura 108
Tabla 5.5 Tabla para el Diagrama de Pareto... 108
Tabla 5.6. Datos de publicidad versus artculos vendidos .. 122
Tabla 5.7 . Sumatorias de las x y. 123
Tabla 5.8.Datos para el proceso del empaquetado de jamonadas 132
Tabla 5.9 Datos de fracciones defectuosas del proceso del empaquetado
de jamonadas
133
Tabla 5.10 Datos de inspecciones y pruebas finales de una producto textil 141
Tabla 5.11 muestra de inspecciones y pruebas finales de una producto
textil.
141
Tabla 5.12 Datos del inspeccin de acabado de mesas. 148
Tabla 5.13 Nmero promedio de defectos por unidad 149
Tabla 5.14 Defectos en mototaxis 155
Tabla 5.15 Nmero promedio de defectos por mototaxi u
i
156
Tabla 5.16. Pesos de llenado de bolsas de fresas congeladas 167
Tabla 5.17. Peso del llenado de envases de Yogurt. 168
Tabla 5.18. Peso promedio y rango del llenado de envases de Yogurt.. 169
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 5
NDICE DE FIGURAS
Pgina
Figura 1.1. Factores de la competividad 12
Figura 1.2. La Productividad y sus Componentes.. 12
Figura 2.1. Clasificacin de las variables.. 18
Fig. 3.1 Histograma del peso de conservas (g).. 38
Figura 3.2 Interpretacin de los histogramas .. 43
Figura 4.1.Inicio de Ejecucin SPSS 54
Figura 4.2.Inicio del SPSS... 55
Figura 4.3.Vista de datos y vista de variables. 55
Figura 4.4.Vista de variables... 56
Figura 4.5. Ingreso de variables.. 56
Figura 4.6. Tipo de variables... 57
Figura 4.7. Tipo de variables: anchura.. 57
Figura 4.8. Etiqueta de valor 58
Figura 4.9. Etiqueta... 58
Figura 4.10. Etiquetado de variables. 58
Figura 4.11. Etiquetado de valor. 59
Figura 4.12. Medida ..... 59
Figura 4.13. Vista de datos . 60
Figura 4.14. Ingreso de datos. 60
Figura 4.15. Etiquetas de valor 61
Figura 4.16. Vista de datos final. 61
Figura 4.17. Guardar archivos 62
Figura 4.18. Guardar archivos en carpetas .. 62
Figura 4.19. Archivo guardado 1 63
Figura 4.20. Archivo guardado 2. 63
Figura 4.21. Guardar resultados. 64
Figura 4.22 Abrir archivos... 64
Figura 4.23.Abrir archivos de datos.. 64
Figura 4.24 Anlisis de resultados 65
Figura 4.25 Generacin de vista de variables.. 67
Figura 4.26. Ingreso de datos 67
Figura 4.27. Etiqueta de valor de la base de datos 68
Figura 4.28. Base de datos. 68
Figura 4.29. Guardar archivo . 69
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 6
Figura 4.30. Anlisis _Estadsticas_frecuencias 69
Figura 4.31. Anlisis_Estadsticas_frecuencias 70
Figura 4.32. Frecuencias_ estadsticas. 70
Figura 4.33. Frecuencias: Grficos 71
Figura 4.34. Anlisis descriptivo opcin explorar 71
Figura 4.35. Anlisis descriptivo opcin explorar: variables. 72
Figura 4.36. Anlisis descriptivo opcin explorar : Estadsticos 72
Figura 4.37. Anlisis descriptivo opcin explorar : grficos 73
Figura 4.38. Generacin del anlisis descriptivo.. 73
Figura 4.39. Generacin de resultados del anlisis descriptivo . 74
Figura 4.40. Presentacin de resultados del anlisis descriptivo. 74
Figura 4.41. Pegado de los resultados del anlisis descriptivo 75
Figura 4.42. Resultados del anlisis descriptivo pegados en Word.. 75
Figura 4.43. Base de datos.. 76
Figura 4.44. Anlisis estadstico descriptivo. 76
Figura 4.45. Anlisis estadstico descriptivo frecuencias: Estadsticos.. 77
Figura 4.46. Anlisis estadstico descriptivo frecuencias: Grficos.. 77
Figura 4.47. Histograma de peso de conservas (g). 78
Figura 4.48. Generacin del diagrama de cajas.. 78
Figura 4.49. Diagrama de cajas:. 79
Figura 4.50. Diagrama de cajas: definicin del diagrama. 79
Figura 4.51. Diagrama de cajas: resultados. 82
Figura 4.52. Diagrama de cajas de los pesos de las conservas (g).. 82
Figura 4.53. Edicin del Diagrama de cajas: Paso 1. 83
Figura 4.54. Edicin del Diagrama de cajas: trasponer. 83
Figura 4.55. Edicin del Diagrama de cajas: trasponer 84
Figura 4.56. Edicin del Diagrama de cajas: cambio de color.. 84
Figura 4.57. Edicin del diagrama de cajas: cambio de color. 85
Figura 4.58. Edicin del diagrama de cajas: tamao de letra, nmeros 85
Figura 4.59. Edicin del diagrama de cajas: estilos de texto 86
Figura 4.60. Edicin del diagrama de cajas: escala.. 86
Figura 4.61. Diagrama de cajas editado. 87
Figura 4.62. Histograma a editar 87
Figura 5.1 . Hoja de Control de Calidad de Materia Prima. 93
Figura 5.2. Figura 5.2 Histograma de dimetro en mm 99
Figura 5.3 Diagrama de Pareto.. 109
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 7
Figura 5.4 Grfica de Control por atributos. 130
Figura 5.5 .Grfica de Control p para el proceso de envasado de jamonada 136
Figura 5.6. Grfica de control u para mototaxis defectuosos... 160
Figura 5.7. Grfica de control de media:peso 182
Figura 5.8. Grfica de control de desviacin: peso 183
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 8
CAPTULO I
CALIDAD
1.1 Calidad
Definir calidad no es tan fcil, este concepto con el transcurrir del tiempo ha
evolucionado pues tenemos a varios autores denominados filsofos de calidad,
quienes han aportado en su definicin, entre ellos tenemos:
Walter Shewart (1891-1967). Define la calidad como un problema de variacin, el cual
puede ser controlado y prevenido mediante la eliminacin a tiempo de las causas que
lo provocan (grficos de control). Introduce el concepto de control estadstico de
calidad. Fue el primero en reconocer que en toda produccin industrial se da variacin
en el proceso.
William Edwards Deming (1900-1993). Calidad es un grado predecible de
uniformidad y confiabilidad a bajo costo, y adecuado al mercado. Es lo que el cliente
desea y necesita. Calidad es la reduccin de la variabilidad productividad mejora
cuando la variabilidad disminuye
Feingenbaum (1992-2000).Calidad es la resultante total de las caractersticas de
Marketing, Ingeniera, Produccin y Mantenimiento de un producto o servicio, a travs
de las cuales el mismo producto o servicio, en uso, atender las expectativas del
cliente.
Kaoru Ishikawa (1915-1989). La Calidad tiene que ser construida en cada diseo y
cada proceso. Calidad es lo que realmente trae satisfaccin a los consumidores.
J oseph Moses J uran (1904-2008). Calidad es el nivel de satisfaccin alcanzado por
un determinado producto en el cumplimiento de los objetivos de un usuario, durante su
utilizacin, llamado adecuacin de uso
Philip B. Crosby (1926-2001). Calidad es el cumplimiento de los requerimientos, es
decir la conformidad con las exigencias de consumidor. Adems menciona que se
puede producir con Cero Defectos, un error que ha sido prevenido no necesita
reparacin. Para Crosby prevencin significa perfeccin. La calidad es gratis, lo que
cuesta dinero son las cosas sin calidad todas las acciones que involucran no hacer las
cosas bien a la primera.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 9
Genichi Taguchi (1924).La calidad se debe definir en forma monetaria por medio de
la funcin de prdida, en donde a mayor variacin de una especificacin con respecto
al valor nominal, mayor (exponencialmente) es la prdida monetaria transferida al
consumidor.
Thomas Peters (1942).La calidad definida por los clientes y/o consumidores, en
funcin a sus necesidades y deseos, procediendo a fijar las especificaciones de los
productos y servicios en funcin de aquellos.
Los personajes descritos anteriormente de una manera u otra han contribuido al
concepto de trmino calidad.
Al realizar la pregunta a mis estudiantes Qu es Calidad? las respuestas es variada
pero todos coinciden en estas palabras satisfaccin del cliente es decir la
percepcin del cliente acerca del grado con el cual sus necesidades o expectativas
han sido cumplidas.
Por lo tanto podemos decir que la calidad es un juicio que el cliente tiene sobre un
servicio o producto, resultado del grado con el cual un conjunto de caractersticas
inherentes al producto cumple con sus requerimientos.
Segn ISO 9000:2005 define calidad como: Grado en el que un conjunto de
caractersticas inherentes cumple con los requisitos. Entendindose como
requisito a necesidad o expectativa establecida, generalmente implcita u
obligatoria.[1]
Para los clientes siempre se les deben brindar productos y servicios que satisfagan
sus necesidades. Debemos recordar que un producto o servicio es el resultado de un
proceso mediante el cual un conjunto de actividades mutuamente relacionadas o que
interactan, las cuales transforman elementos de entrada en resultados.
La norma ISO 9000:2005 utiliza la expresin producto para designar el resultado de un
proceso. Considera cuatro categoras genricas de productos:
1. Servicios (transporte,),
2. Software (aplicaciones informticas, informacin,),
3. Hardware (partes mecnicas, elementos tangibles,) y
4. Materiales procesados (lubricantes,).
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 10
La mayora de los productos contienen elementos que pertenecen a diferentes
categoras genricas de producto. Adems menciona que la denominacin del
producto en cada caso como servicio, software, hardware o material procesado
depende del elemento dominante. Por ejemplo, el producto ofrecido "automvil" est
compuesto por hardware (por ejemplo, las ruedas), materiales procesados (por
ejemplo, combustible, lquido refrigerante), software (por ejemplo, los programas
informticos de control del motor, el manual del conductor), y servicios (por ejemplo,
las explicaciones relativas a su funcionamiento proporcionadas por el vendedor). [1].
Un servicio es el resultado de llevar a cabo necesariamente al menos una actividad
en la interfaz entre el proveedor y el cliente y generalmente es intangible. La
prestacin de un servicio puede implicar, por ejemplo:
- Una actividad realizada sobre un producto tangible suministrado por el cliente
(por ejemplo, reparacin de un automvil);
- Una actividad realizada sobre un producto intangible suministrado por el cliente
(por ejemplo, la declaracin de ingresos necesaria para preparar la devolucin
de los impuestos);
- La entrega de un producto intangible (por ejemplo, la entrega de informacin en
el contexto de la transmisin de conocimiento);
- La creacin de una ambientacin para el cliente (por ejemplo, en hoteles y
restaurantes).
Definir la calidad de un servicio resulta ms subjetivo e impreciso que definir la calidad
de un producto. El producto tangible existe antes de entregarlo al cliente y se puede
inspeccionar y medir sus variables, mientras que el servicio se produce y entrega en el
mismo acto, por lo que debe prestarse con la calidad requerida sin posibilidad de
sustitucin. Como la belleza, la calidad de un servicio depende del color del cristal con
el que se mira.
El software se compone de informacin, generalmente es intangible y puede
presentarse bajo la forma de propuestas, transacciones o procedimientos.
El hardware es generalmente tangible y su magnitud es una caracterstica contable.
Los materiales procesados generalmente son tangibles y su magnitud es una
caracterstica continua. El hardware y los materiales procesados frecuentemente son
denominados como bienes.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 11
Los clientes necesitan productos o servicios con caractersticas que satisfagan sus
necesidades y expectativas. Estas necesidades y expectativas se expresan en la
especificacin del producto o servicio y son generalmente denominadas como
requisitos del cliente con un valor aadido.
Los requisitos son las necesidades o expectativas establecidas por las partes
interesadas, las obligatorias o las que se consideran implcitas por hbito o prctica
comn para la organizacin, sus clientes o partes interesadas. Debemos entender a
las necesidades implcitas son los requerimientos no especificados de forma explcita
por el cliente ni por el proveedor (pero que el cliente espera ver satisfechas), se refiere
a los requerimientos no regulados en un contrato. No es significativo del valor o estima
que genera en el cliente la necesidad de adquirir un bien. ( y es precisamente ese
valor es lo que distingue la calidad de un bien por encima de los dems).
Como se mencion anteriormente la satisfaccin del cliente depende de la percepcin
de ste sobre el grado en que se han cumplido sus requisitos. Los requisitos para los
productos o servicios y, en algunos casos, los procesos asociados pueden estar
contenidos en las especificaciones tcnicas, normas de producto o servicio, normas de
proceso, acuerdos contractuales y requisitos reglamentarios. En cualquier caso, es
finalmente el cliente quien determina la aceptabilidad del producto servicio.
La globalizacin exige ahora an ms a las empresas brindar productos de calidad, la
calidad como se mencion es la satisfaccin del cliente, se dice que hay satisfaccin
cuando el cliente recibe del producto o servicio al menos lo que esperaba.
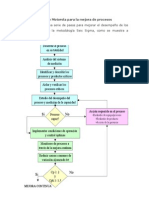
La importancia del control de calidad va desde la planeacin de las actividades para
que los requisitos de la calidad del producto o servicios se cumplan adems es
necesario implementar estrategias de mejora, con la finalidad de reducir costos e
incrementar la productividad.
La calidad siempre va de la mano con dos trminos : La competitividad y
Productividad.
1.2. Competitividad. Se define a la competitividad como la capacidad que tiene una
empresa para generar valor para el cliente y sus proveedores de mejor manera
que sus competidores. [2]
Esta capacidad se manifiesta por medio de niveles adecuados para diferentes
componentes de los factores de la competitividad tales como la calidad de producto,
el precio y la calidad del servicio. Una empresa en ms competitivo cuando ofrece
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 12
calidad a bajo precio y mediante un buen servicio. En la figura 1.1 se visualiza los
factores de la competitividad.
Esta capacidad se manifiesta por medio de niveles adecuados para diferentes
componentes de los factores de la competitividad tales como la calidad de producto,
el precio y la calidad del servicio. Una empresa en ms competitivo cuando ofrece
calidad a bajo precio y mediante un buen servicio. En la figura 1.1 se visualiza los
factores de la competitividad.
Figura 1.1. Factores de la competividad
Fuente: Adaptado. [2]
1.3 La Productividad. Se entiende como la relacin entre lo producido y los medios
empleados, por lo tanto se mide mediante el cociente: resultados logrados entre
recursos empleados.
Los resultados logrados pueden medirse en unidades producidas, piezas vendidas,
clientes atendidos etc.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 13
Los recursos empleados se cuantifican por medio de nmero de trabajadores, tiempo
total empleado, horas mquina, materia prima utilizada
Nos preguntamos De qu manera podemos mejorar la productividad
de una empresa?.
Se puede mejorar la productividad de una empresa maximizando los
resultados y optimizando los recursos empleados. Es as que la
productividad suele dividirse en dos componentes la eficacia y la eficiencia.
La eficiencia es la relacin entre los resultados logrados y los recursos empleados, se
mejorar optimizando el uso de recursos empleados, lo cual implica reducir tiempos
desperdiciados, paros de equipos, falta de material, retrasos, etc. [2]
La Eficacia. Es el grado de con el cual las actividades previstas son realizadas y los
resultados planeados son logrados. Es decir ser eficaz es cumplir con objetivos y se
atiende maximizando los resultados [2].
Para un mejor entendimiento suponemos que en una industria de conservas la
productividad se mide a travs de las latas de conservas producidas entre el tiempo
total empleado.
Entonces la eficiencia ser la relacin entre el tiempo til y el tiempo total mientras
La eficacia ser el cociente entre las latas de conservas producidas y el tiempo til.
Gutirrez y de la Vara (2009) sugiere dos programas para mejorar la productividad
mejorar la eficiencia y la eficacia. Al mejorar la eficiencia se busca reducir tiempos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 14
desperdiciados, paros de equipos, falta de material, retrasos, falta de balances en las
capacidades, retraso en los suministros y en las rdenes de compra, as como el
mantenimientos y reparaciones no programadas etc.
Ahora si hablamos de la mejora de la eficacia en la cual se busca la disminucin de
los productos con defectos, las fallas en los arranques y en la operacin de los
procesos, es decir se busca disminuir las deficiencias en los materiales, diseos y
equipos, adems de incrementar y mejorar las habilidades del personal y generar
programas que ayuden a las personas a realizar mejor su trabajo.
Por ejemplo en la empresa de conservas se determin que la eficiencia es 50%, es
decir que en esta empresa se desperdicia la mitad del tiempo en promedio por
aspectos de logstica y organizacin, etc.
Adems se determin que la eficacia promedio fue de un 80% , lo cual significa que si
se planean materiales y actividades para producir 100 latas de conservas al final solo
80 latas en promedio estn libres de defectos y las otras 20 se quedaron a lo largo
del proceso por algn tipo de defecto, de estas 20 algunas podrn recuperarse y otras
se convertirn en desperdicio.
De esta manera la multiplicar la eficiencia con la eficacia se obtendr el una
productividad promedio del 40%.
Figura 1.2. La Productividad y sus Componentes
Fuente: Adoptado de [2]
Productividad: Mejoramiento Continuo del Sistema
Ms que producir rpido, producir mejor
Productividad= Eficacia x Eficiencia
Eficiencia = 50%
El 50% del tiempo se desperdicia en
- Programacin
- Paros no programados
- Desbalance de capacidades
- Mantenimiento y reparaciones
Eficacia = 80%
De 100 unidades , 80 estn libres de
defectos,
20 tuvieron algn defecto
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 15
En la figura 1.2 se ejemplifica lo mencionado anteriormente. El reto de los ingenieros
es mejorar esta productividad y se puede realizar mediante la mejora continua ya sea
mediante acciones preventivas y correctivas. Las acciones preventivas sirven para
eliminar la causa de una inconformidad potencial u otra situacin indeseable, con
esto se enfoca a prevenir ocurrencias. Las acciones correctivas son aquellas que
eliminan la causa de la inconformidad detectada y se emplea para prevenir la
recurrencia.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 16
CAPTULO II
DEFINICIONES BSICAS
2.1 Definiciones Estadsticas
Antes de iniciar con los la definicin del control estadstico de la calidad es
necesario tener en claro algunas definiciones estadsticas.
Estadstica.
Es la Ciencia que nos proporciona un conjunto de mtodos cientficos para
recolectar, organizar, resumir y analizar datos, para obtener conclusiones vlidas para
la toma de decisiones razonables basadas con tal anlisis. La estadstica se divide en:
Descriptiva y Inferencial. [3]
Estadstica Descriptiva. La estadstica descriptiva, es la estadstica que slo se
ocupa de describir y analizar un grupo de datos, sin sacar conclusiones sobre un
grupo mayor. [3]
Estadstica Inferencial. La estadstica inferencial, es un conjunto de
procedimientos que nos permiten efectuar generalizaciones de la muestra a la
poblacin. Se utiliza para probar hiptesis y estimar parmetros, se basa en el
concepto de distribucin muestral. [3]
Unidad de Anlisis o Unidad de Observacin. Es la unidad indivisible a quien se
estudia, del cual se obtiene el dato estadstico. Tambin se define como el objeto
de estudio. Puede ser una paciente, una planta, un pescado, una lata de conserva,
etc.
Poblacin. Es el conjunto de unidades de observacin o elementos de la misma
especie que se pretende estudiar en una investigacin cientfica y de la cual se
obtiene una muestra.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 17
Muestra. Es un subconjunto de la poblacin sobre quienes se va estudiar, la cual
debe haberse elegido al azar (aleatorio) y debe ser representativa de la poblacin a
la cual pertenece, esto quiere decir sin sesgos. En general la muestra es toda parte
representativa y adecuada de la poblacin. A partir del anlisis de la muestra
obtenida correctamente y al azar, se puede hallar conclusiones que sean
extrapolables a la poblacin de origen. Para elegir la muestra debe apelarse a un
determinado mtodo de muestreo.
Estadstico. Es una medida de resumen que nos describe algunas caractersticas
de inters y cuyo valor es calculado usando slo los valores de los elementos o
unidades de una muestra.
Algunos estadsticos conocidos y ms usados son:
La media muestral denotado por
La varianza muestral denotado por S
2
La proporcin muestral denotado por p
El total muestral denotado por x
El coeficiente de correlacin muestral denotado por r
Dato. Es el valor de la variable asociada a un elemento de la poblacin o muestra.
Este valor puede ser un nmero o una palabra.
Variable. Es una caracterstica o propiedad determinada de las unidades de
anlisis, sea medible o no. Esta propiedad hace que las unidades de anlisis de un
grupo pueden diferir de las de otro grupo en la muestra o poblacin de estudio.
Clasificacin de Variables. En la Figura 2.1 se muestran la clasificacin de las
variables.
a. Por Su Naturaleza. Se clasifican en
- Variable Cuantitativa: Es la que se puede medir. Habitualmente es llamada
variable numrica o mtrica, estas se clasifican en: discretas y continuas
Variables Cuantitativas Discretas: Tienen un recorrido finito o a lo ms
numerable. Ejemplos: Nmero de latas de conserva que ingresan a una
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 18
autoclave, nmero de alumnos matriculados en el curso de control de
calidad, nmero de plantas Agroindustriales del departamento de
Lambayeque, nmero de dientes con caries, nmero de hijos por familia.
etc.
- Variables Cuantitativas Continuas: Tienen un recorrido infinito no
numerable, la variable puede tomar, tericamente, cualquier valor en un
cierto intervalo. Ejemplos: Densidad, humedad, acidez, temperatura, dureza
del agua, Brix, Presin sangunea, nivel de colesterol en la sangre,
estatura, peso, ingreso econmico, edad, longitud, etc.
Variable Cualitativa: Son variables que representan cualidades o atributos de la
muestra, como por ejemplo: El sabor, color, tipos de conservantes, tipos de
licores, gnero (masculino, femenino), VIH (presente, ausente), grupo sanguneo
(A, B, AB, O), grado de instruccin, desnutricin, etc.
Figura 2.1. Clasificacin de las variables
Discreta
Continua
Variables
Por su naturaleza
Cuantitativa
Cualitativa
Dependiente
Interviniente
Por su Relacin
Independiente
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 19
b. Por su Relacin.- Se clasifican en:
Variables dependientes: Es la variable motivo del estudio, cuyos valores
dependen de otras variables que pueden influir en ella. Tambin se le llama
variable respuesta. Ejemplo: respuesta a un tratamiento, rendimiento escolar,
ventas, etc.
Variable Independiente: Es la que modifica de una u otra manera a la variable
dependiente, llamndose tambin segn el caso factor de riesgo, factor
predictivo, Ejemplo: Horas de estudio, minutos de publicidad, etc.
Variable Interviniente: Son aquellas que coparticipan con la variable
independiente condicionando a la variable dependiente. Ejemplo: Material de
trabajo, medios de publicidad, etc.
Escalas de Medicin
Variables categricas nominales: Son variables cualitativas que no permiten
establecer un orden. Ejemplo: raza (negra, blanca, trigueo, etc.), grupos
sanguneos (A,B,AB,O). Tambin son excluyentes entre si, o sea que cada
individuo pertenece a una u otra categora pero no a las dos al mismo tiempo.
Variables categricas ordinales: Estas si permiten establecer un orden
determinado, por Ejemplo: grado de instruccin de un paciente (inicial, primaria,
secundaria, superior), nivel socioeconmico (bajo, medio, alto). etc. Tambin son
excluyentes entre si.
Escala Intervlica. Es una escala ordinal, que se usa en mediciones de variables
continuas que adems de tener un orden tienen mantienen una equidistancia entre
s y para lo cual pueden iniciar con un cero relativo o arbitrario y mantener un
intervalo de separacin.
Ejemplo 1: temperatura, presin de vapor, grados brix,
acidez, grado alchlico, las calificaciones de un test o de
un examen de conocimientos. Estas tienen un cero elegido
arbitrariamente, por ejemplo si un alumno obtuvo un
calificativo de cero en un examen de matemticas I, esto
significa que no sabe nada de la materia pues con otra
prueba ms fcil podra tener otra calificacin.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 20
Ejemplo 2.- Si tres alumnos A, B,C han obtenido los puntajes 2, 4, 16
respectivamente, no solo se verifica las relaciones 2 y 2<4<16, sino que 16-4 = 6
(4-2) donde se puede inferir que C y B es igual a seis veces la diferencia entre los
puntajes de B y A.
Escala de Razn o Cociente. la escala de razn es una escala de intervalo en
donde adems podemos comprobar cuantas veces un valor de la escala es mayor
o menor que otro valor de la escala. La escala de razn tiene cero absoluto.
Ejemplo 1: Peso, talla, nmero de alumnos; en las que el cero
representa la nulidad o ausencia de lo que se estudia. Se dice
que un peso de 50 libras es el doble que uno de 25 libras, o
que uno de 100 libras es 4 veces mayor que uno de 25 libras.
Ejemplo 2: si tres objetos A, B y C miden 2, 4 y 16 metros, se pueden establecer
las relaciones: 2, 2 < 4 < 16, 16 - 4 = 6(4-2), y adems = 2 ; y , es decir que la
longitud de 8 es el doble de A, el de C es 8 veces que el de A y el de C es 4 veces
que el de B.
2.2 Control de Calidad
El Control de Calidad se introduce en Estados Unidos a principios del siglo XX y
puede definirse como:
El conjunto de tcnicas y actividades de carcter operativo utilizadas para verificar los
requisitos relativos a la calidad del producto. Es la actividad tcnica y administrativa
mediante la cual: se mide las caractersticas de calidad de un producto o servicio en
uno o ms puntos de la cadena productiva, se comparan las caractersticas de un
producto con especificaciones o requisitos y se toman acciones correctivas apropiadas
cuando existe una discrepancia entre el funcionamiento real y el estndar. [4]
Lo importante del Control de Calidad es que constituye una herramienta muy eficaz
para incrementar la productividad, permitiendo elevar el nivel tcnico de la empresa,
incrementando la produccin y reduciendo los costos de operacin.
De esta forma, el propsito del control de la calidad es fijar la calidad normal, mantener
y mejorar el nivel, la uniformidad y la confiabilidad de la calidad garantizando sta y
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 21
reduciendo los costos de fabricacin, suministrar productos a la satisfaccin del
cliente aumentando los beneficios.
2.3 Control Estadstico de la Calidad (C.E.C)
La estadstica est formada por un conjunto de tcnicas y conceptos orientados a
la recoleccin y anlisis de los datos tomando en cuenta la variacin de los mismos.
Por su lado el Control estadstico de la calidad es la aplicacin de tcnicas
estadsticas a procesos industriales (mano de obra, materias primas,
mediciones, mquinas y medio ambiente) procesos administrativos y /o
servicios con el objetivo de verificar si todas o cada una de las partes del
proceso o servicio cumplen con las exigencias de calidad.
Control Estadstico de la Calidad es la recopilacin, anlisis e interpretacin de
datos para su uso en el control de calidad. Los elementos importantes del Control
estadstico de la calidad son el Control Estadstico de Procesos y el Muestreo de
Aceptacin
El objetivo del Control estadstico es detectar de manera rpida la ocurrencia de la
variabilidad debido a causas asignables, investigando las causas que la han producido
y de esa manera poder eliminarlas, as mismo informar sobre las causas encontradas
para la toma de decisiones oportunas, pues de lo contrario se produciran unidades de
calidad no aceptable, as mismo tiene como objetivo eliminar si es posible o al menos
reducir la variabilidad del proceso
La aplicacin de tcnicas estadsticas al control de la calidad est basada en el
estudio y evaluacin de la variabilidad existente en cualquier tipo de proceso.
2.4 La Variabilidad
La Variabilidad forma parte de nuestra vida por ejemplo el tiempo que tardamos
en llegar a nuestra casa cuando salimos de las clases de la universidad, la
temperatura del ambiente es variable de un da a otro, esta variacin tambin ocurre
en los procesos de las empresas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 22
Por ejemplo en un supermercado de Chiclayo se registra el
tiempo que los clientes esperan para ser atendidos en caja de
pago, al azar se eligen 50 clientes obtenindose los
siguientes resultados mostrados en la tabla 2.1
Tabla 2.1 Tiempo de espera para ser atendidos en caja de pago (min)
En este ejemplo se muestra que el promedio de espera fue de 10,4min. Pero existe
variacin ya que un cliente espero menos de 2,3 minutos y otro fue atendido despus
de 17,8 minutos de espera. De aqu que una de las tareas del Control Estadstico de
un proceso no solo ser conocer su tendencia central sino tambin su variabilidad.
En una empresa an cuando los operarios trabajen cuidadosamente, aunque tanto el
producto como el proceso hayan sido juiciosamente concebidos, aunque el
mantenimiento funcione perfectamente, dos piezas de un mismo producto fabricado
bajo las mismas condiciones no son idnticas, es decir, que existir siempre un cierto
grado de variabilidad llamada variabilidad natural del proceso.
La variabilidad natural del proceso es el efecto conjunto de numerosas y pequeas
causas difcilmente (o al menos, costosamente) eliminables (heterogeneidad en la
materia prima, cansancio en algn operario, desgastes de la maquinaria, iluminacin
irregular, variaciones en la temperatura y la humedad ambiental, imprecisiones de los
12,1 7,3 15,9 13,2 10,5 9,4 5,4 13,2 5,6 8,9
17,3 6,8 12,4 11,4 15,6 6,6 4,7 11,2 12,8 13.6
15,9 12,8 5,1 7,5 13,4 12,4 12,1 6,2 9,4 14,6
17,8 11,9 13,2 6,9 7,7 13,2 13,5 13,6 7,4 7,7
7,5 6,3 8,2 11,2 2.3 12,2 5,2 11,7 9,2 12,1
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 23
aparatos de medida y del operario que mide, etc) que hacen que los resultados de la
produccin no sean totalmente idnticos en todas sus unidades. Estas causas que
originan la variabilidad natural del proceso se conocen como causas comunes.
Existen otro tipo de causas que originan aumento del sesgo y/o la variabilidad y que,
en contraposicin a las causas comunes, se presentan de forma accidental son, en
general, fcilmente eliminables. Ejemplo de estas causas son errores de los operarios,
defectos en la materia prima, desajuste de mquinas, etc. A estas causas se les
denomina causas asignables, accidentales o especiales.
Por definicin, se dice que un proceso est bajo control estadstico cuando no hay
causas asignables presentes. El Control Estadstico de Procesos se basa en analizar
la informacin aportada por el proceso para detectar la presencia de causas
asignables y habitualmente se realiza mediante una construccin grfica denominada
Grfico de Control.
Si el proceso se encuentra bajo control estadstico es posible realizar una prediccin
del intervalo en el que se encontrarn las caractersticas de la pieza fabricada.
A continuacin se presenta una tabla comparativa de las causas comunes y
especiales
Tabla 2.2 Causa comunes y causas especiales que origina la variabilidad
Causas Comunes Causas Especiales
- Originadas por muchas fuentes de poca
importancia.
- Tienen carcter permanente.
- Dan lugar a una distribucin estable y,
por tanto, previsible.
- Son las nicas presentes cuando el
proceso est bajo control.
- Su correccin exige actuaciones a nivel
de direccin.
- Originadas por pocas fuentes
individualmente importantes.
- Tienen carcter puntual e irregular.
- Modifican la distribucin de la
produccin. El proceso es
imprevisible.
- Determinan que el proceso est fuera
de control.
- Se corrigen mediante actuaciones
locales.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 24
EJERCICIOS
1. Clasifica las siguientes variables como cualitativas o cuantitativas, y a estas ltimas
como continuas o discretas:
a) Carreras que se estudian en la U.S.A.T
b) N de cartas que se escriben en un mes
c) Nmero de calzado
d) Precio de un producto.
e) Marcas de gaseosa
f) N de empleados de una empresa
g) Altura
h) Temperatura de un enfermo
2. Establecer cules de estos datos son discretos y cules continuos:
a. Temperaturas medidas en un laboratorio cada media hora.
b. Ingresos anuales de los profesores de educacin media.
c. Longitudes de 100 tornillos producidos en una empresa.
d. Nmero de estudiantes en un aula
3. Clasificar cada una de las siguientes variables:
a. Distancia diaria recorrida por cada estudiante para ir de su casa a la universidad.
b. Tiempo que requiere un estudiante para responder a un examen.
c. Llamadas que llegan a la central telefnica de USAT en un da
d. Preferencia por cierta marca de refresco.
e. Color del cabello de las estudiantes que toman el curso de estadstica en el
trimestre
f. Nmero de acciones vendidas en un da en la Bolsa de Valores.
g. Vida media de los tubos producidos por una fbrica
4. Se ha hecho un estudio para determinar la preferencia de una marca especial de
detergente por parte de las amas de casa. Entre las 50 amas de casa entrevistadas,
30 dijeron que preferan esta marca.
a. Qu constituye la muestra?.
b. Qu constituye la poblacin?.
c. Cul es la proporcin, dentro de la muestra, de las amas de casa que prefieren la
marca del detergente?.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 25
5. En una fiesta, el 50% de los invitados son hombres. De todos los hombres de la
fiesta, el 40% son calvos y de ellos el 50% habla ingls. Si 4 calvos hablan ingls.
Cuntas mujeres hay en la fiesta?.
6. Para comparar la precisin de 2 instrumentos de medicin, un tcnico de laboratorio
estudia mediciones hechas con ambos instrumentos. El primero se us
recientemente para medir el dimetro de un rodamiento y las mediciones tuvieron
una media de 4,92 mm. con una desviacin estndar de 0,018 mm. El segundo se
emple hace poco para medir la longitud sin extender de un resorte y las
mediciones tuvieron una media de 2,54 pulgadas con una desviacin estndar de
0,012 pulgadas. Cul de los 2 instrumentos es relativamente ms exacto?.
7. Diego utiliza 2 mquinas diferentes para fabricar productos de salida de papel
destinadas a copiadoras. Los conductos de una muestra de la primera mquina
medan 12,2; 11,9 ; 11,8 ; 12,1 ; 11,9 ; 12,4 ; 11,3 y 12,3 pulgadas. Los conductos
hechos con la segunda mquina medan 12,2 ; 11,9 ; 11,5 ; 12,1 ; 12,2 ; 11,9 y
11,8 pulgadas. Diego tiene que utilizar la mquina que produzca conductos de
tamaos ms uniformes. Qu mquina deber utilizar?
8. Instruccin: Identificar la unidad de estudio, tipo de variable, la poblacin y la
muestra en los siguientes casos que se presentan.
La empresa MILK S.A. est realizando un estudio de mercado a nivel del
distrito de Chiclayo. En especial est considerando las familias residentes
en las Urbanizaciones cercanas al permetro de la plaza de armas de esta
ciudad.
Su inters es conocer cunto gastan semanalmente en el consumo de leche de tarro
color azul. Si Ud. fuera el encargado de realizar esta investigacin identifique:
Unidad de estudio
Variable de estudio Tipo:
Poblacin
Muestra
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 26
CAPTULO III
ESTADSTICA DESCRIPTIVA
El presente captulo tiene por finalidad que el estudiante analice las principales
tcnicas para realizar un anlisis descriptivo de un conjunto de datos donde se
determine la tendencia central la variabilidad as como la distribucin de los datos as
mismo interpretar de manera adecuada el histograma y los percentiles y un diagrama
de cajas. As mismo aplicar los conceptos para realizar una valoracin amplia de la
capacidad de un proceso.
Las variables de salida o de o de respuesta de un proceso deben de cumplir con
ciertas metas y/o especificaciones a fin de que sea posible considerar que el
proceso funciona de manera satisfactoria. Por ello, una tarea primordial del control de
calidad es conocer la capacidad o habilidad de un proceso, que consiste en
determinar la amplitud de la variacin natural del proceso para una caracterstica de
calidad dada. Esto permitir saber en qu medida tal caracterstica de calidad es
satisfactoria.
En este captulo se estudiaran las principales tcnicas de la estadstica descriptiva
para el anlisis de una variable de tipo continuo. Estas tcnicas son de gran utilidad
para entender mejor la capacidad de proceso.
Capacidad de Proceso. La capacidad de proceso consiste en conocer la amplitud
de la variacin natural del proceso para una caracterstica de calidad dada; esto
permitir saber en qu medida tal caracterstica de calidad es satisfactoria (cumple
con las especificaciones). [2]
Por lo general para realizar un estudio de capacidad se toman datos del proceso
durante un periodo considerable para que se refleje bien el desempeo del proceso.
El periodo de referencia depende de la velocidad del proceso, ya que si se trata de un
proceso masivo que produce muchas piezas por da, entonces un periodo de cuatro a
diez das, y de ah, cada determinado tiempo se toma una pequea cantidad de
productos hasta completar una muestra de 120 a 150. Pero cuando se trate de un
proceso lento, que produce poco productos por da, es necesario incrementar el
periodo de estudio para completar una muestra de por lo menos 50 a 60 productos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 27
En ambos casos, en la medida que se tengan ms datos y un periodo ms amplio
ser posible conocer mejor el estado real del proceso
En resumen podemos decir que la capacidad de proceso Es el grado de aptitud
que tiene un proceso para cumplir con las especificaciones tcnicas deseadas.
- Cuando la capacidad de un proceso es alta, se dice que es capaz.
- Cuando se mantiene estable a lo largo del tiempo se dice que est bajo control.
- Un proceso va a estudiarse con respecto a una variable aleatoria que es el indicador
de calidad.
Para determinar si un proceso es o no capaz se pueden utilizar las siguientes
herramientas: Histogramas, Grficos de Control, Grficos de Probabilidad, Estudios de
ndices de Capacidad.
A Continuacin tenemos el siguiente ejemplo. 3.1. En un
proceso de envasado de conservas de esparrago, una
caracterstica de calidad del producto es el peso neto siendo este
de 205 g con una tolerancia de 5 g. As para considerar que el
proceso de envasado fue satisfactorio, debe estar entre la
especificacin inferior, EI= 200 y la superior, ES= 210 g. En un
estudio de capacidad para este proceso es necesario contestar las
siguientes interrogantes:
a. Qu tipo de conserva se est produciendo en cuanto al
peso?
b. El peso medio es el adecuado?
c. La variabilidad del peso es mucha o poca?
Para contestar estas preguntas, durante una semana se obtuvieron de una lnea de
produccin los 125 datos de tabla 3.1. El muestreo fue sistemtico: cada
determinado tiempo se tomaban cinco productos y se pesaba. A Continuacin se
analizarn estos datos por medio de diferentes estadsticos. (Ejemplo adaptado de
Gutirrez y De La Vara, 2009)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 28
Tabla 3.1. Datos del peso de conservas de esparrago. (g)
215 210 207 206 206 205 207 210 206 209 207 203
210 207 207 210 204 209 203 209 206 208 206 207
207 207 203 206 206 207 210 208 205 203 210 207
207 207 207 208 214 206 208 206 212 213 212 209
208 209 207 206 207 208 209 213 209 206 209 210
210 209 207 209 212 209 208 201 209 209 207 209
210 207 215 206 206 210 210 206 208 211 210 212
206 205 210 202 201 208 205 205 209 203 207 207
209 210 211 213 205 203 210 204 208 205 210 205
212 206 209 207 210 214 212 209 209 207 206 208
207 209 211 210 210
Para contestar estas preguntas haremos uso de la estadstica descriptiva.
3.1. Medidas de Tendencia Central
La estadstica busca entre otras cosas, describir las caractersticas tpicas de
conjuntos de datos y, como hay varias formas de hacerlo, existen y se utilizan varios
tipos de promedios. Se les llama medidas de tendencia central porque generalmente la
acumulacin ms alta de datos se encuentra en los valores intermedios. [2]
Con las mediciones de una caracterstica de la calidad como las del ejemplo anterior
el primer objetivo es conocer la tendencia central de los datos, identificar un valor en
torno al cual los datos tienden a aglomerarse o concentrarse. esto permitir saber si el
proceso est centrado ; es decir si la tendencia central de la variable de salida es
igual o est muy prxima a un valor nominal deseado (En el ejemplo es 205 g)
Tendencia central es el valor en torno al cual los datos o mediciones de una variable
tienden a aglomerarse o concentrarse. Las medidas de tendencia central son
estadgrafos de posicin que son interpretados como valores que permiten resumir a
un conjunto de datos dispersos, podra asumirse que estas medidas equivalen a un
centro de gravedad que adoptan un valor representativo para todo un conjunto de
datos predeterminados.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 29
Estas medidas son:
1. Promedio Aritmtico (Media o simplemente promedio)
2. Mediana
3. Moda
4. Promedio Geomtrico
5. Promedio Ponderado
6. Promedio Total
7. Media Armnica
Media muestral Promedio aritmtico
Es la medida de tendencia central que es igual al promedio aritmtico de un conjunto
de datos, que se obtiene al sumarlos y el resultado se divide entre el nmero de
datos.
Sea x
1
, x
2
, x
3
, x
n
, son las observaciones numricas de una muestra
Para calcular la media de los 125 datos que se muestran en la tabla 2.1 tendremos
Con lo cual, el peso promedio de los conservas de la muestra es 207,9g. Esto no
significa que todos o la mayora tengan un peso de 207,9 g, es ms en el ejemplo,
ningn disco tiene tal peso. En este caso, dado que la media muestral procede de una
muestra significativamente grande que abarca el periodo de una semana, entonces
hay evidencia de que el proceso esta descentrado de forma a la derecha o hacia un
valor superior, ya que el valor objetivo para el peso es 205 g.
Media Poblacional o del proceso,
Si para calcular la media se utilizan todos los elementos de la poblacin (todos los
posibles individuos, especmenes, objetos o medidas de inters sobre los que se hace
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 30
un estudio), por ejemplo el grosor de todos los discos producidos en la ltima
semana o mes, entonces el promedio calculado es la media del proceso (o media
poblacional) y se denota con la letra griega (mu).
Es importante destacar que la media del proceso es igual a cierto valor, aun no
siempre se conoce; mientras que el valor de
se obtiene para cada muestra y es
diferente de una muestra a otra, ya que su valor depende de las piezas que se
seleccionan. Por lo anterior, el valor que se observa de la media muestral
, por lo
general es diferente a la media del proceso, . Luego es preciso tener cuidado con
las afirmaciones basadas en
sobre la media del proceso o poblacin.
En general, lo que se observa en los estadsticos muestrales acerca del
comportamiento de los datos es vlido para la muestra, y en qu medida que esta
sea representativa y grande tambin tendr cierto grado de aproximacin para todo el
proceso; sin embargo es necesario utilizar tcnicas estadsticas para evaluar lo que
significan en todo el proceso. (Gutierrez y De La Vara, 2009).
Mediana o Percentil 50
Otra medida de tendencia central de un conjunto de datos es la mediana
, que es
igual al valor que divide a la mitad a los datos cuando son ordenados de menor o
mayor. As para calcular la mediana cuando el nmero de datos es impar, stos se
ordenan de manera creciente y el que quede en medio de dicho ordenamiento ser la
mediana, pero si el nmero es par, entonces la mediana se calcula dividiendo entre
dos la suma de los nmeros que estn en el centro de ordenamiento.
Podramos decir tambin que la mediana es el valor que ocupa la posicin central de
un conjunto de observaciones ordenadas. El 50% de las observaciones son mayores
que este valor y el otro 50% son menores.
La ubicacin de la mediana de n datos ordenados se determina por :
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 31
Por ejemplo si tenemos 7 datos ordenados: {5, 5, 5, 6, 7, 8, 8 }. La ubicacin de la
mediana es
.
Luego el valor de la mediana es: Me=6
Si tenemos 8 datos ordenados: {2, 4, 5, 5, 6, 7, 8, 8}, la mediana se ubica en el lugar
.
Luego el valor de la mediana es
Para el ejemplo 2.1 tendremos la ubicacin de la mediana
, por lo tanto la
mediana es 208 g, lo cual significa que el 50% del peso de la conservas de la
muestra son menores o iguales a 208 g y que el otro 50% son mayores o iguales a
208 g.
Moda
Otra forma de medir la tendencia central de un conjunto de datos es mediante la
moda, que es igual al dato que se repite ms veces. Si varios datos tienen la
frecuencia ms grande, entonces cada uno de ellos es una moda, y se dice que el
conjunto de datos es multimodal.
Por ejemplo se tienen, durante los ltimos 30 das que el valor de las compras en un
producto fue: { 10,2; 7,0; 7,1; 10,2; 8,3; 9,4, 9,2; 6,5, 7;1; 6,6; 7,8; 6,8; 7,1; 8,4; 9,6;
8,5; 5,7; 6,4; 10,1; 8,2; 9,0; 7,8; 8,2; 5,3; 6,2; 9,1; 8,6; 7,0; 7,7; 8,3} la moda ( Mo) es
igual a 7.1; es el valor ms frecuente, ocurre 3 veces.
En el ejemplo 3.1 de los pesos hay una sola moda y es de 207 g. Esta medicin fue la
ms fue la ms frecuente, se repiti 23 veces. De esta forma, en el ejemplo tenemos
que la media es 207,9, la mediana 208 y la moda 207. Debido a que la media es la
medida de tendencia central ms usual, en ocasiones se comete el error de creer que
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 32
sta divide los datos a la mitad o que es el dato ms frecuente, es decir, se confunde
el concepto de media con el de mediana y moda, respectivamente.
Un aspecto relevante es tomar en cuenta cuando se utiliza la media, es que sta
resulta afectada por datos extremos o atpicos, por ejemplo la media y la mediana
para los siguientes datos.
1 100; 1 300; 1 000 1 500, 800, 1 600, 1 100
Son promedio
=1 200 y mediana
= 1 100, pero si a la lista anterior agregamos un
dato atpico (7 600) entonces :
=2 000 y
= 1 200 son muy diferentes entre s,
debido a que 7 600 ha jalado a la media, y ahora que ya no es una buena medida de
tendencia central porque solo un dato est por arriba de la media. En este tipo de
casos, la mediana no es afectada por el dato atpico, lo cual tampoco ocurre cuando
la distribucin de los datos es sesgada. Por lo tanto, bajo estas condiciones, la
mediana es mejor medida de tendencia central.
Cuando la poblacin tiene una distribucin sesgada, con frecuencia la mediana resulta
ser la mejor medida de posicin, debido a que est siempre entre la media y la moda.
La mediana no se ve altamente influida por la frecuencia de aparicin de un solo valor
como es el caso de la moda, ni se distorsiona con la presencia de valores extremos
como la media.
De lo anterior se deriva que, para describir la tendencia central de los datos, es
imprescindible apoyarse tanto en la media como en la mediana y la moda. Cuando la
media es muy diferente a la mediana es seal de que existen datos atpicos o existe
un sesgo importante, por lo que ser mejor reportar como medida de tendencia
central a la mediana e investigar a que se deben los datos atpicos , ya que en
ocasiones reflejan un aspecto importante del proceso
Las medidas de tendencia central son insuficientes como criterio de calidad.
Suponga que la longitud de una pieza debe estar entre 800 5. Para ver si se
cumple con las especificaciones se toma una muestra aleatoria grande y se obtiene
que
=801 y
= 800 y moda = 800
Debido a que estos estadsticos estn dentro de las especificaciones se podra creer
que proceso cumple con ests. Sin embargo, esto no necesariamente es cierto ya que
en la muestra podra haber datos desde 750 y 850 y la media de todos ellos ser 801.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 33
Pero tambin podra ocurrir que el rango de variacin de los datos vaya de 797 a
803, con lo que s se cumplira con las especificaciones.
En otras palabras, las medidas de tendencia central son insuficiente como
criterio de calidad, ya que no toman en cuenta qu tan dispersos estn los
datos, un hecho vital para la calidad.
3.2 Medida de Dispersin Variabilidad.
Los estadsticos de tendencia central o posicin nos indican donde se sita un
grupo de puntuaciones. Los de variabilidad o dispersin nos indican si esas
puntuaciones o valores estn prximas entre s o si por el contrario estn muy
dispersas.
Adems de conocer la tendencia central de un conjunto de datos es necesario
saber qu tan diferentes son entre s, es decir, es preciso determinar la variabilidad o
dispersin. Esto es un elemento vital en el estudio de capacidad de un proceso.
Las medidas de dispersin cuantifican la separacin, la dispersin, la variabilidad
de los valores de la distribucin respecto al valor central. Distinguimos entre medidas
de dispersin absolutas, que no son comparables entre diferentes muestras y las
relativas que nos permitirn comparar varias muestras.
En seguida veremos 4 formas de medir la variabilidad
Desviacin estndar muestral.
Es la medida ms usual de la variabilidad e indica qu tan esparcidos estn los
datos con respecto a la media; se denota con la letra S y se calcula, mediante la
siguiente expresin
Donde
son las observaciones numricas de la muestra, n tamao de la
muestra y es la media muestral (promedio). Como se puede apreciar, S mide la
distancia que en promedio hay entre los datos y la media; por ello, entre ms grande
sea el valor S habr mayor variabilidad en los datos. La Desviacin estndar es
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 34
expresada en las mismas unidades de medicin que los datos (gramos, milmetros,
etc). Adems, S no muestra la magnitud de los datos, solo refleja lo retirado que estn,
los datos de la media y, al igual que sta, es afectada por datos atpicos.
Desviacin Estndar Poblacional o del proceso,
Refleja la variabilidad de un proceso. Para su clculo se debe utilizar un nmero
grande de datos que hayan sido obtenidos en el transcurso de un lapso de tiempo
amplio, se denota por la letra griega sigma . Para calcular la desviacin estndar se
emplean todos los elementos de la poblacin o proceso.
Por otra parte el cuadrado de la desviacin estndar, S
2
, conocido como varianza
muestral, es muy importante para propsitos de inferencia estadstica. Y en forma
equivalente
2
es la varianza poblacional.
Otra medida de dispersin es el rango o recorrido R, que es el resultado de la
diferencia entre el dato mayor y el dato menor de la muestra.
El rango mide la amplitud de la variacin de un grupo de datos, y tambin es
independiente de la magnitud de los datos; ejemplo sean los dos conjuntos de datos:
A= {10, 12, 14} y B = {159, 161, 163}
Entonces se observa que la magnitud de los datos es diferente, y eso es reflejado por
la media, que es de 12 y 161, respectivamente. Pero en cuanto a la variabilidad, los
datos de ambos conjuntos estn dispersos de la misma manera, como lo indica la
desviacin estndar que es igual a 2 en ambos casos, el rango que es de 4 para los
dos conjuntos.
El coeficiente de Variacin, CV, es una medida de variabilidad que indica la
magnitud relativa de la desviacin estndar en comparacin con la media. Es til
para contrastar la variacin de dos o ms variables que estn medidas en diversas
escalas.
()
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 35
El CV es til para comparar la variacin de dos o ms variables que estn medidas en
diferentes escalas o unidades de medicin (por ejemplo, metro frente a centmetro o
metro frente a kilogramo). Este coeficiente suele interpretarse como una medicin en
trminos porcentuales de la variacin. Por ejemplo en el caso de los conjuntos de
datos Ay B que se acaban de presentar en la definicin de rango, se tiene que sus
correspondientes CV son:
Respectivamente, por lo que la variabilidad en los trminos relativos del CV para el
conjunto A es del 16,66%, mientras que para el conjunto B es solo de 1,242%
En caso del peso de las conservas tenemos que S=2,757 y S
2
=7,6010 R=215-
201=14 y el CV= 1,33 %. La interpretacin del rango es muy directa, ya que indica la
amplitud mxima de la dispersin; as, 14g es la discrepancia mxima que existi
entre los pesos de las conservas de la muestra. Por lo general la interpretacin de la
desviacin estndar se hace en combinacin con la media como lo veremos en
seguida, y su interpretacin en forma individual se realiza en forma comparativa con
respecto a la desviacin estndar de otras lneas de produccin o lotes. Es necesario
tomar en cuenta, en caso de hacer estas comparaciones, que lo que se observa en
una muestra es variable, y por lo general pequeas diferencias muestrales no
implican diferencias entre procesos o lotes.
Por ltimo, CV = 1,33% indica que la variacin del peso es de 1,33, lo cual puede
considerarse relativamente bajo
Relacin entre
y S (Interpretacin de la desviacin estndar)
Una forma de apreciar claramente el significado de la desviacin estndar como
medida de dispersin en torno a la media, es a travs de la relacin entre la media y
la desviacin estndar, la cual est dada por la desigualdad de Chebyshew y la regla
emprica. Dos hechos particulares que afirman la desigualdad de la muestra, y que
entre
- 2S y
+ 2S estn por lo menos 75% de los datos de la muestra, y que entre
3S estn por lo menos 89% de stos.
En cuanto a la regla emprica se afirma que en muchos de los datos que surgen en
la prctica se ha observado por la experiencia que:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 36
Entre
- S y
+ S est 68% de los datos de la muestra
Entre
- 2S y
+ 2S est 95%
Entre
- 3S y
+ 3S est 99,7%
Todos los intervalos anteriores son validos solo para los datos muestrales y no
necesariamente para toda la poblacin o proceso. Sin embargo, si los intervalos se
calculan con la media y la desviacin estndar del proceso poblacin, entonces sern
validos para toda la poblacin. Por lo tanto, en la medida que se tengan muestras
aleatorias grandes y representativas, los intervalos anteriores podrn dar una idea
aproximada de lo que pasa en el proceso.
Lo que afirma el teorema de Chebyshev se aplica para cualquier tipo de datos,
independientemente de su comportamiento o distribucin. Mientras que la regla
emprica, como su nombre lo dice, se obtuvo por medio de observacin emprica y es
vlida para muchos de los casos que se dan en la prctica, sobre todo si los datos
tienen un comportamiento con cierto grado de similitud a una campana o a la
distribucin normal. De cualquier manera, ambos casos ilustran muy bien como la
desviacin estndar mide la viabilidad en torno a la media.
Al aplicar la regla emprica a los datos del grosor de los discos, se tiene que una alto
porcentaje (cercano a 99%) de las mediciones del grosor del disco vara entre 199,67
y 216,22 g, se derivar del siguiente clculo:
- 3S y
+ 3S
207,94 - 3(2,757) = 199,67 y 207,94 + 3(2,757) = 216,22 g
Al comparar estos lmites de variacin con las especificaciones (EI=200 y Es = 210),
se aprecia que 199,67 est por abajo de la especificacin inferior, lo cual refleja la
baja capacidad del proceso de envasado para cumplir con especificaciones.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 37
Lmites reales o naturales
Los lmites reales o naturales de un proceso indican los puntos entre los cuales vara
la salida de un proceso y, por lo general, se obtienen de la siguiente manera
Limite real Inferior (LRI) = - 3 y
Limite real superior (LRS) = + 3 ,
Los lmites indican de dnde a donde vara la salida de un proceso.
El clculo de estos lmites est inspirado en la regla emprica, que a su vez coincide
con la propiedad de la distribucin normal. En un estudio de capacidad, estos lmites
reales se comparan con las especificaciones para la caracterstica de calidad.
Por ejemplo si las especificaciones para una caracterstica de calidad son que sta
debe tener dimensiones de 8005; luego, la especificacin inferior es EI = 795, y la
superior es ES = 805. Si adems se sabe que la media y la desviacin estndar de
tal caracterstica de calidad son = 800,6 y =1,2, respectivamente entonces los
lmites reales son:
LRI = 800,6 - 3(1,2) =797,0 y LRS = 800,6 + 3(1,2) = 804,2
Por lo tanto, se espera que esta caracterstica de calidad vare de 797,0 a 804,2, con
una media de 800,6. Al comparar esto con las especificaciones se aprecia que los
lmites reales caen dentro de las mismas, entonces se concluye que el proceso es
capaz de cumplir con tales especificaciones.
Histogramas
Para el anlisis de un conjunto de datos la clave es conocer su tendencia
central y su dispersin, siendo el Histograma y la tabla de frecuencias mediante
los cuales se permiten visualizar estos dos aspectos de un conjunto de datos,
adems muestran la forma en que los datos se distribuyen dentro de su rango
de variacin. [2]
De manera especfica, el histograma es una representacin grfica de la distribucin
de un conjunto de datos o de una variable, donde los datos se clasifican por su
magnitud en cierto nmero de clases. Permite visualizar la tendencia central, la
dispersin y la forma de la distribucin.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 38
Comnmente el histograma se obtiene a partir de la tabla de frecuencia.
En la figura 3.1 se muestra el histograma del peso de la conservas, en la que se
aprecia que la tendencia central de los datos se ubica alrededor de 207,94 g , no se
observan datos raros o atpicos y la distribucin de los datos tiene una forma similar a
una campana.
Fig. 3.1 Histograma del peso de conservas (g)
Si en el histograma se insertan las especificaciones (200 y 210) para el peso de la
conserva se observa que la variacin de los datos (amplitud del histograma) es mayor
que las especificaciones. Pero, con respecto a 205 que es el peso ptimo, el proceso
est descentrado a la derecha, como ya se haba visto cuando se calcul la media.
Adems, el peso de las conservas no es satisfactorio, ya que la orilla derecha del
histograma debera estar alejada de la especificacin superior (ES=210), lo cual no
ocurre, cabe comentar que aunque no hay ningn dato por debajo de EI, no se debe
perder de vista que el estudio se hace a partir de una muestra, por lo tanto si se
continua tomando datos es casi seguro que se encontrarn mediciones fuera, como
lo sugiere la prolongacin de la cola derecha de la curva imaginaria que suaviza al
histograma.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 39
Con base en lo anterior, la primera accin que se habra de ejecutar para mejorar la
capacidad del proceso de envasado de conservas es mejorar su proceso.
A travs del ejemplo anterior queda claro que el histograma ayuda a ver la tendencia
central de los datos, facilita el entendimiento de la variabilidad y favorece el
pensamiento estadstico, ya que de un solo vistazo se logra tener una idea acerca de
la capacidad de un proceso, se evitan tomar decisiones solo apoyndose en la media
y se detectan datos raros y formas especiales de la distribucin de los datos.
Interpretacin del Histograma
Cuando un histograma se construye de manera correcta, es resultado de un nmero
suficiente de datos (de preferencia ms de 100), y estos son representativos del
estado del proceso durante el perodo de inters; entonces, se recomienda
considerar los siguientes puntos en la interpretacin del histograma.
1. Observar la tendencia central de los datos. Localizar en el eje horizontal o
escala de medicin las barras con mayores frecuencias. En el histograma de la
figura 3.1, una parte sustancial de las medicin es se localizan entre 205 y 214
g.
2. Estudiar el centrado del proceso. Para ello, es necesario apoyarse en el punto
anterior y observar la posicin central del cuerpo del histograma con respecto a
la calidad ptima y a las especificaciones. Por ejemplo en la figura 3.2 incisos a)
y c) se muestran procesos centrados, el primero presenta poca variabilidad, pero
el segundo ocurre lo contrario. Mientras que en los incisos b) y d) se observan
procesos descentrados, el primero con poca variabilidad y el segundo con mucha.
Aun cuando se cumplan las especificaciones, si el proceso no est centrado, la
calidad que se produce no es adecuada, ya que entre ms se aleje del ptimo
ms mala calidad se tendr. Por ello, en caso de tener un proceso descentrado
se procede a realizar los ajustes o cambios necesarios para centrar el proceso.
3. Examinar el proceso. Consiste en comparar la amplitud de las especificacin es
con el ancho del histograma. Para considerar que la dispersin no es demasiada,
el ancho del histograma debe caber de forma holgada en las especificaciones. En
la figura 3.2 incisos a) y b) hay poca variacin, mientras que en los incisos c) y d)
ocurre lo contrario.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 40
4. Analizar la forma del histograma. Al observar un histograma considerar que la
forma de distribucin de campana es la que ms se da en salidas de proceso y
tiene caractersticas similares a la distribucin normal fig 3,2 a), b), c) y d). Es
frecuente que cuando la distribucin no es de este tipo sea la seal de un hecho
importante que est ocurriendo en el proceso y que tiene un efecto negativo en la
calidad. Por ello, es necesario revisar si la forma del histograma es muy diferente
a la de campana. Algunas de las formas tpicas que no coinciden con una
distribucin de campana, son las siguientes.
Distribucin sesgada. Es una forma asimtrica de la distribucin de unos datos
o una variable, donde la cola de un lado de la distribucin es ms larga que la del
otro lado.
En la figura 3,2 e) se aprecia un histograma con una distribucin sesgada a la
derecha, ya que la cola derecha es ms grande que la izquierda. En trminos
generales, un sesgo es una variable de salida refleja el desplazamiento paulatino
de un proceso debido a desgastes o desajustes; as mismo, puede indicar
procedimientos viciados en la forma de obtener las mediciones o un desempeo
especial del proceso, en el sentido que aparecen algunos valores inusualmente
altos de un solo lado de la distribucin (izquierdo o derecho). Cabe aclarar que
existen caractersticas de calidad que, por su naturaleza, tiene sesgo, como son
tiempos de vida y resistencia a la fatiga. Una forma de decidir si una distribucin
sesgada indica una situacin especial a corregir, consiste en comparar sta con
la distribucin de la misma caracterstica o de variables similares para datos
obtenidos en otro periodo de tiempo. La recomendacin general es que ante la
sospecha de que hay algo especial atrs de una distribucin con sesgo se debe
investigar si efectivamente es as
Distribucin multimodal. Es una forma de la distribucin de unos datos en la que
sea aprecia claramente dos o ms modas (picos). Por lo general, cada moda
refleja una condicin o realidad diferente. En la figura 3,2 f) se aprecia un
histograma en el que claramente se notan dos modas o picos que muestran dos
tendencias centrales diferentes. Este tipo de distribuciones con dos o ms modas
reflejan la presencia de dos o ms realidades o condiciones diferentes. Algunas
situaciones que originan una distribucin multimodal son:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 41
a. Diferencias importantes de lote en la materia prima que utiliza el proceso,
debido a que proceden de diferentes proveedores o al exceso de variacin de
un mismo proveedor.
b. Cuando en el proceso intervienen varios operadores, con criterios o mtodos de
trabajos diferentes.
c. Las mediciones de la variable de salida que estn representadas en el
histograma fueron realizadas por personas o instrumentos diferentes, por lo
tanto, se utilizaron distintos criterios o instrumentos mal calibrados
d. El proceso, cuando gener los resultados de la distribucin multimodal, fue
operando en condiciones diferentes (una condicin para cada moda)
e. En general, una distribucin multimodal se debe a la presencia de fuentes de
variacin bien definidas que deben ser identificadas y corregidas, a fin de
mejorar la capacidad del proceso correspondiente. Una forma de identificarlas
es analizar por separado los datos en funcin de diferentes lotes de materia
prima, operadores instrumentos de medicin, turnos o das de produccin etc,
para as comparar los resultados y ver si hay diferencias significativas.
Distribucin muy plana. En la figura 3.2 g) se aprecia un histograma que
muestra una distribucin muy chata o plana y que est lejos de tener forma de
campana. Las situaciones que pueden causar esto son las mismas que las de la
distribucin multimodal, pero con la particularidad de que las diferencias son
menos fuertes; sin embargo, afectan de manera seria la capacidad de un proceso.
Por lo tanto tambin deben ser identificadas y corregidas mediante la estrategia
recomendada antes.
Distribucin con acantilados. En el histograma de la figura 2.2h) se observa un
acantilado derecho, que es una suspensin o corte muy brusco en la cada de la
distribucin. Alguna de las posibles causas que motivan la presencia de un
acantilado son : un lote de artculos previamente inspeccionados al 100% donde
se excluyo a los artculos que no cumplen con alguna medida mnima o que
exceden una medida mxima (como en la figura ), problemas con el equipo de
medicin , errores en la medicin o inspeccin (cuando el inspector est
predispuesto a no rechazar un artculo y observa que est casi cumpla con los
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 42
requisitos, registra la medida mnima aceptable). En general, un acantilado es
anormal y, por lo tanto, se debe buscar la causa del mismo.
5. Datos raros o atpicos. Medicin cuya magnitud es muy diferente a la generalidad
de las mediciones del conjunto de datos correspondientes. Una pequea cantidad
de m ediciones muy extremas o atpicas son identificadas con facilidad mediante
un histograma, debido a que aparecen una o ms barras pequeas bastante
separadas o aisladas del resto. Un dato raro refleja una situacin especial que se
debe investigar, y entre las posibles causas estn las siguientes:
- El dato es incorrecto, ya sea por error de medicin, de registro de dedo cuando
fue introducido a la computadora.
- La medicin fue realizada sobre un artculo o individuo que no forma parte del
proceso o poblacin a la que pertenece al resto.
- Si han sido descartadas las dos situaciones anteriores, entonces la medicin se
debe a un evento raro o especial. Es decir, cuando se hizo la medicin, en el
proceso estaba ocurriendo una situacin especial o fuera de lo comn.
6. Estratificar. Consiste en clasificar y analizar datos de acuerdo a las distintas
fuentes de donde proceden, como por ejemplo por mquinas, lotes, proveedores,
turnos, etc. En ocasiones en el histograma no se observa ninguna forma particular
pero existe mucha variacin y, en consecuencia, la capacidad del progreso es baja.
Cuando los datos proceden de distintas mquinas, proveedores, lotes, turnos u
operadores, puede encontrarse informacin valiosa si se hace un histograma por
cada fuente (estratificar), con lo que se podr determinar cul es la mquina o el
proveedor ms problemtico
De acuerdo a los puntos anteriores, es recomendable que siempre que se realice un
estudio de la salida de un proceso se utilice el histograma y ste se interprete a
detalle. De esa manera ser posible detectar situaciones problemticas y posibles
soluciones para las mismas. Adems ser una forma concreta de que los datos y
mediciones sobre los procesos, que en ocasiones abundan, se conviertan en
informacin til para la toma de decisiones y acciones. Ser necesario tener la
precaucin de que el histograma se haya obtenido de manera correcta, sobre todo el
nmero de clases y la cantidad de datos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 43
a. centrado con poca variabilidad
c. Centrado con mucha variabilidad
b. Descentrado con poca variabilidad
d. Descentrado con mucha
variabilidad
e. con sesgo a la derecha
f. bimodal
g. achata
h. acantilado derecho
40
30
20
10
4
6 8 10 12 14 16
40
30
20
10
4
6 8 10 12 14 16
Figura 3.2 Interpretacin de los histogramas [2]
Fuente. Gutirrez y De La Vara (2009)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 44
Limitaciones del Histograma
Aunque el histograma es una herramienta fundamental para analizar el desempeo
de un proceso, tiene algunas limitaciones
1. No considera el tiempo en el que obtuvieron los datos; por lo tanto con el
histograma es difcil detectar tendencias que ocurren a travs del tiempo. Por lo
tal razn , no ayuda a estudiar la estabilidad del proceso en el tiempo, lo cual se
analiza por medio de cartas de control.
2. No es la tcnica ms apropiada para comparar de manera prctica varios procesos
o grupo de datos, en esos casos, el diagrama de caja o las grficas de medias son
ms apropiados.
3. La cantidad de clase o barras influye en la forma del histograma, por lo que una
buena prctica es que a partir de la cantidad de clase que de manera inicial
sugiere un software, se analice el histograma con un numero de clases, a fin de
verificar si se observa algo diferente.
3.3 Medidas de Forma
Como se mencion en la seccin anterior, un aspecto relevante en el anlisis de
un conjunto de datos o una variable es estudiar la forma de su distribucin. Entre ellos
tenemos el sesgo y la curtosis.
Sesgo o asimetra
Es una medida numrica de la asimetra en la distribucin de un conjunto de datos.
Evala el grado de distorsin o inclinacin que adopta la distribucin de los datos
respecto a su valor promedio tomado como centro de gravedad.
(
( )( )
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 45
Donde n es el tamao de la muestra, S la desviacin estndar y
es la media
muestral.
El signo del sesgo indica el lado para el que la cola de la distribucin es ms larga, ya
sea hacia la izquierda (signo -) o hacia la derecha ( signo +) . Para los datos que
siguen una distribucin normal, el valor del sesgo estandarizado debe caer dentro de (-
2, +2), por lo que si n es grande ( n > 100) y es el sesgo estandarizado esta fuera de
tal intervalo, ser una evidencia de que la distribucin de los datos tiene un sesgo
significativamente diferente al de la distribucin normal o, en otras palabras, que la
distribucin de los datos no es normal.
En los datos del ejemplo 3.1 del peso de conservas, el sesgo= 0,052 y el sesgo
estandarizado =0,237, indican una distribucin bastante simtrica. Adems, dado el
tamao de la muestra y como el sesgo estandarizado esta dentro del intervalo [-2,
+2], entonces es una evidencia a favor de que los datos provienen de una distribucin
normal.
Tabla 3.2 Tabla de simetra _valor del sesgo
Una medida para determinar que tan elevada o plana (achatada o pcuda) es la
distribucin de ciertos datos, tomando como referencia la distribucin normal, se
obtiene a travs del estadstico Curtosis y del coeficiente de curtosis
estandarizado.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 46
Curtosis
Estadstico que mide qu tan elevada o plana es la curva de la distribucin de unos
datos respecto a la distribucin normal. (Evala el grado de apuntamiento de la
distribucin).
( ) (
( )( )( )
( )
( )( )
Tabla 3.3 Tabla de apuntamiento _valor de la curtosis
Donde:
n = tamao de la muestra
S = desviacin estndar y
= la media muestral
Si el signo es de la curtosis es positivo indica que la curva de distribucin de los datos
es ms empinada o alta (picuda) en el centro y con colas relativamente largas; ambos
aspectos se refieren a la distribucin normal. Pero si es signo es negativo, se tendr
una curva ms aplanada y con colas ms cortas con respecto a la normalidad. Para
Ku =0,262 Ku> 0,263 Ku> 0,263
Mesocurtica Leptocrtica Platicrtica
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 47
los datos que siguen una distribucin normal el valor de la curtosis estandarizada
debe estar dentro de (-2, +2), por lo que si n es grande (n>100) y el estadstico cae
fuera de este intervalo, ser una evidencia de que la distribucin de los datos no es
normal.
En los datos del ejemplo 3.1 del peso de las conservas, curtosis = 0,249 y curtosis
estandarizado= 0,568, lo cual indica una distribucin muy similar a la distribucin
normal. As tanto para la curtosis como para el sesgo, hay evidencia a favor de que
los datos provienen de una distribucin normal.
3.4 Medidas de Localizacin
Cuantiles (percentiles)
Los cuantiles son medidas de localizacin que dividen un conjunto de datos
ordenados en cierto nmero de grupos o partes que contienen la misma cantidad de
datos.
Por ejemplo si los datos ordenados se dividen en 3 partes, entonces a los
correspondientes cuantiles se les conoce como terciles, pero si se divide en 4 partes
se le denomina cuartiles, en cinco quintiles, si la divisin es en 10 partes tendremos
los deciles. De esta manera, los cuantiles de una distribucin o de un conjunto de
datos son medidas de localizacin relativa que ayudan a complementar la descripcin
de la distribucin de una caracterstica de calidad. De esta manera ms formal, sea
x
1
, x
2
,x
3
x
n
un conjunto de n mediciones ordenadas en forma creciente, se define su
percentil p como el valor x tal que p% de las mediciones es menor o igual a x, y el
(100 p)% mayor o igual. [2]
A manera de ejemplos, a continuacin se muestran varios percentiles para los datos
del peso de las conservas
1.0% = 201
5,0% = 203
10,0% = 205
25,0% = 206
50,0% = 208
75,0% = 210
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 48
90,0% = 212
95,0% = 213
99,0% = 215
Se observa que el primer decil o percentil 10 es igual a 205 eso quiere decir que 10%
de las mediciones de la tabla 3.1 son menores o iguales a 205. El decil cinco o
percentil 50 que corresponde a la mediana es igual a 208. Mientras que el percentil
95 es igual a 213, lo cual que 95% de las mediciones son menores o iguales que 213
Cuartiles
Los cuartiles son iguales a los percentiles 25, 50, 75 y sirven para separar por
magnitud la distribucin de unos datos en cuatro grupos, donde cada uno contiene
25% de los datos.
Al percentil 25 se le conoce como primer cuartil o cuartil inferior C
i
, mientras que la
mediana es el percentil 50 corresponde al cuartil medio C
m
, y el percentil 75 es el
cuartil superior C
s
o tercer cuartil.
El clculo de estos estadsticos se realiza mediante cualquier software moderno
estadstico.
En el caso de los datos del ejemplo 3.1 del peso de las conservas C
i
=206, C
m
=208 y
C
s
=210. De aqu que el 25% de los datos sea menor o igual a 206.
Diagrama de Cajas
El diagrama de caja es otra herramienta que sirve para describir el comportamiento de
los datos y es de suma utilidad para comparar procesos, tratamientos y, en general,
para hacer anlisis por estratos (lotes, proveedores, turnos, etc). [2]
El diagrama de cajas es una grafica de la distribucin de un conjunto de datos que
se basa en los cuartiles. Es de gran utilidad para hacer anlisis comparativos. Este
diagrama divide los datos en 4 grupos que contienen cada uno 25% de las
mediciones. De esta forma es posible visualizar dnde termina de acumularse 25%
de los datos menores , y a partir de donde se localiza 25 % de los datos mayores en
entre estos dos cuartiles se ubica el 50% de los datos que estn al centro . Pero
adems de los cuartiles estn involucrados los siguientes conceptos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 49
Rango Intercuartiltico R
c
= C
s
- C
i
Barrera interior izquierda = C
i
1.5 R
c
e interior derecha C
s
+ 1.5 R
c
Barrera exterior Izquierda = C
i
3 R
c
y exterior C
s
+ 3 R
c
En la figura 3.3 se muestra el diagrama de caja para los datos del peso de las
conservas.
Fig. 3.3 diagrama de cajas para pesos de conservas
Interpretacin del diagrama de caja
- El largo del diagrama (que incluye el rectngulo ms ambos brazo), ya que
esto indica una medida de la variacin de los datos y resulta de gran utilidad
sobre todo para comparar la variacin entre procesos, lotes o turnos de
trabajo o produccin, en general entre ms largo sea este diagrama indicar
una mayor variacin de los datos correspondientes.
- La parte central del diagrama indica la tendencia central de los datos, por lo
que tambin ayudar a comparar dos o ms procesos, maquinas, lotes o
turnos en cuanto a su tendencia central.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 50
- Comprar de manera visual la longitud de los brazos, si uno es notoriamente
ms largo que el otro, entonces la distribucin de los datos quizs este
sesgada en direccin del brazo ms largo. Tambin es preciso observar la
ubicacin de la lnea mediana que parte la caja , ya que si est ms cerca de
uno de los extremos , ser seal de un probable sesgo en los datos.
- En caso de que el diagrama est basado en una cantidad suficiente de datos
(ejemplo 10 como mnimo), es necesario ver si hay datos fuera de las barreras
interiores , marcados con un punto, ya que entre ms alejado este un dato del
final del brazo, ser seal de que probablemente sea un dato atpico. Si los
datos caen mas all de las barreras exteriores, prcticamente es un hecho
que tales datos son atpicos.
3.5 Estudio Real de Capacidad.
Tomando el ejemplo de los pesos de la conserva se determinar la capacidad de
proceso. (Tabla 3.1)
Figura. 3.4 Histograma del peso de conservas
En la tabla se muestran los aspectos ms relevantes para evaluar la capacidad del
proceso para cumplir con las especificaciones del peso de conservas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 51
Tabla. 3.4. Anlisis de la capacidad del proceso
Estadstico Anlisis y comentario Conclusiones
Medidas de
tendencia central
=207,94
Mediana= 208
Moda =207
- Las medidas de tendencia central
son relativamente cercanos
- 50% de las 125 mediciones fue
mayor o igual a 208 g.
- El peso ms frecuente fue de 207g.
Proceso descentrado con
=207,94 g
Desviacin
estndar
S=2,757
Lmites reales
aproximados
3S
LR inf = 199,67
LR Sup= 216,22
- En forma aproximada se espera
que el peso de las conservas vare
entre 207,94 8,27 (199,67 a 216,2
g). La amplitud de esto lmites es
mayor a la variacin tolerada (5
g).
- Ambos lmites estn fuera de las
especificaciones, por lo que se
estn pesando conservas que no
cumplen con las especificaciones.
La variacin real del
proceso es demasiado,
por lo que se est
fabricando producto fuera
de las especificaciones
Grfica de la
capacidad
(histograma)
- La distribucin se ajusta de forma
razonable a la normal y no se
observa ningn comportamiento
especial.
- La tendencia central se ubica
alrededor de 207 y el cuerpo del
histograma est descentrado con
respecto a las especificaciones..
Hay mucha variacin en el
proceso
Conclusiones Finales:
- Para reducir la variabilidad se debe encontrar que aspectos de las 6M estn
distribuyendo ms al exceso de variacin. Esto se realiza estratificando
(separando) los datos por turno, por lote, por condiciones del proceso. Etc.; al hacer
el anlisis es preciso ver si hay diferencias importantes de un estrato a otro. De ser
as, se deben tomar las medidas necesarias para hacer ms homogneos los
estratos.
- Otra posibilidad es analizar a detalle los patrones de comportamiento del proceso
apoyndose en la carta X-R, y ver si hay patrones en funcin de turnos,
operadores, lotes, etc.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 52
En la tabla se muestras los aspectos ms relevantes para evaluar la capacidad del
proceso, de acuerdo con el anlisis realizado, se concluye que el proceso est
descentrado y que la variacin es grande, por lo que la capacidad real del proceso es
mala. Se deben seguir las recomendaciones dadas al final de la tabla para reducir la
variabilidad y de esa forma mejorar la calidad del peso.
Ejercicios
1. Si una caracterstica de calidad debe estar entre 30 2, y se sabe que su media es
=29,9; entonces Se tiene buena calidad, se cumple con las especificaciones?
2. De qu manera afectan los afectan los datos raros atpicos a la media?. Explique
su respuesta.
3. En empresa se llevan los registros del nmero de fallas de equipos por mes; la
media es de 4 y la mediana de 6.
a. Si usted tiene que reportar la tendencia central de fallas qu nmero
reportara?por qu?
b. La discrepancia entre la media y la mediana se debi a que durante varios
meses ocurrieron muchas fallas?.
2. Una gran compaa llev a cabo un estudio para ubicar las variables que pudieran
determinar el sueldo de un egresado universitario dos aos despus de haberse
graduado como ingeniera industrial. Los datos recogidos se presentan en la siguiente
tabla.
Tabla 3.5. Caractersticas de los egresados universitarios
Edad Sexo E. Civil Ingls Sueldo
1 24 F C A 2750
2 25 M C M 2900
3 26 M S B 2900
4 27 F C B 2800
5 27 M D A 2100
6 27 F C M 2050
7 27 M S A 2500
8 25 F C B 2300
9 23 M S B 1800
10 24 M S B 2080
11 26 F C M 2200
12 29 F D M 2000
13 25 M C A 2150
14 31 F D A 2550
15 26 M S B 2020
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 53
16 24 F D M 2400
17 26 F C B 2700
18 28 F S M 2900
19 25 M C B 2050
20 29 M C M 2100
a) Utilice la tcnica de estadstica descriptiva ms apropiada para analizar cada
variable individualmente. Interprete lo obtenido.
b) Realice diagramas de cajas que le ayuden a visualizar como influye cada una de las
variables en el sueldo que gana el individuo.
c) Como futuro Ingeniero industrial, cul sera la(s) caractersticas que usted debera
tomar en consideracin para obtener el sueldo al que usted aspirara al egresar?
4. Dos mquinas, cada una operada por una persona, son utilizadas para cortar tiras
de hule, cuya longitud ideal es de 200mm, con una tolerancia de 3 mm. Al final del
turno un inspector toma una muestra e inspecciona que la longitud cumpla
especificaciones. A continuacin se muestran las 110 mediciones para ambas
mquinas.
199,2 199,7 201,8 202,0 201,0 201,5 200,0 199,8
200,7 201,4 200,4 201,7 201,4 201,4 200,8 202,1
200,7 200,9 201,0 201,5 201,2 201,3 200,9 200,7
200,5 201,2 201,7 201,2 201,2 200,5 200,1 201,4
200,2 201,0 201,4 201,4 201,1 201,2 201,0 200,6
202,0 201,0 201,5 201,6 200,6 200,1 201,3 200,6
200,7 201,8 200,5 200,5 200,8 200,3 200,7 199,5
198,6 200,3 198,5 198,2 199,6 198,2 198,4 199,0
199,7 199,7 199,0 198,4 199,1 198,8 198,3 198,9
199,6 199,0 198,7 200,5 198,4 199,2 198,8 198,5
198,9 198,8 198,7 199,2 199,3 199,7 197,8 199,9
199,0 199,0 198,7 199,1 200,3 200,5 198,1 198,3
199,6 199,0 199,7 198,9 199,2 197,9 200,3 199,6
199,4 198,7 198,5 198,7 198,6 198,5
a. Obtenga las medidas de tendencia central y con base en ellas seale si la
tendencia central del proceso es adecuada.
b. Calcule la desviacin estndar y una aproximacin de los lmites reales, y a
partir de stos decida si la variabilidad de los datos es aceptable.
c. Con todos los datos, realice el anlisis de capacidad del proceso y de sus
conclusiones.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 54
CAPTULO IV
SPSS
Actualmente para analizar los datos obtenidos de control de calidad contamos con
innumerables software entre ellos tenemos el Minitab, Stat Graphic, SPSS, entre otros.
Statistical Package for the Social Sciences (SPSS) es un programa estadstico
informtico muy usado en las empresas de investigacin de mercado. En la actualidad,
la sigla se usa tanto para designar el programa estadstico como la empresa que lo
produce.
Respecto a sus versiones el SPSS hay ido mejorando siendo actualmente la ms
usada la versin diecinueve, aunque la versin veinte ya est a disposicin.
Este software permite utilizar algunas herramientas para el control estadstica de
calidad. A continuacin explicaremos el uso de este software usando la versin19.
Luego en cada captulo se utilizar de acuerdo a la herramienta usada.
4.1 Ejecucin del SPSS.
Para ejecutar el SPSS primero se debe ubicar el programa en el icono de Windows
Figura 4.1.Inicio de Ejecucin SPSS
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 55
Hacer click con el cono correspondiente al programa, luego aparecer la siguiente
pantalla, dar clip en cancelar para poder acceder a la hoja de conjunto de datos.
Figura 4.2.Inicio del SPSS
En figura 4.3 se muestra la ventana y en la parte inferior se muestran la pestaa de
vista de datos y vista de variables.
Figura 4.3.Vista de datos y vista de variables
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 56
4.2. Ventana Para la Definicin de Variable
Para ingresar a esta ventana damos clip en la pestaa de vista de variables de donde
se obtiene la siguiente ventana.
Figura 4.4.Vista de variables
En esta ventana (figura 4.4) se define las variables a analizar, encontramos el nombre
de la variable, tipo, anchura, decimales, etiqueta, valores, perdidos etc.
A manera de ejemplificar el nombre de la variable es el peso de conserva en item de
nombre no acepta espacio por lo que se puede abreviar y en etiqueta se puede
ingresar el nombre completo de la variable. Por lo que el nombre ser pesocons.
Figura 4.5. Ingreso de variables
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 57
Para poder observar los tipos de variables damos clip en los puntos suspensivos y
tenemos la pantalla en la cual muestra los tipos de variables, aqu se debe escoger el
tipo de variable, puede numrica, si se inserta un valor numrico pero si se inserta una
letra o palabra se puede escoger de cadena adems se puede escoger otro tipo de
variable.
Figura 4.6. Tipo de variables
En esta ventana (figura 4,7) se puede incluir el ancho los dgitos que tendr variable
En nuestro ejemplo como las variables es peso la variable es numrica y tendr tres
dgitos con cero decimales.
Figura 4.7. Tipo de variables: anchura
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 58
En etiqueta de valor se coloca el nombre completo de la variable (peso de conserva)
Figura 4.8. Etiqueta de valor
Para el uso de este tem, esta es utilizada cuando se desea colocarle un valor a la
variable, para la variable peso no se tendrn valores pero por ejemplo para la variable
sexo que siendo una variable cualitativa se codificar como numrica colocando
valores de ( 1 Femenino y 2 Masculino), para realizarlo se da un clip en los tres puntos
Figura 4.9. Etiqueta
Al dar clip obtenemos la siguiente ventana en valor se coloca el nmero asignado a la
variable ejemplo 1 y en etiqueta el nombre femenino y luego dar clip en agregar.
Figura 4.10. Etiquetado de variables
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 59
Luego 2 en valor y en etiqueta masculino y luego dar clip en aceptar.
Figura 4.11. Etiquetado de valor
Adems existen otros tems como alineacin, medida, en alineacin se puede escoger
de acuerdo a la preferencia; en medida se puede escoger si esta de escala, ordinal o
nominal.
Figura 4.12. Medida
As sucesivamente se pueden ingresar las variables a analizar. Una vez que se tiene
completo las variables se pueden ingresar los datos de estas variables
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 60
4.3 Ventana de Ingreso de Datos
Para ingresar a la siguiente ventana, dar clip en la pestaa de vista de datos
Figura 4.13. Vista de datos
Como se puede ver en la parte superior se observan las variables a analizar, es en
esta ventana donde se pueden introducir los datos.
En la variable peso se introduce los valores de los peso respectivo, y en la variable
sexo se colocara 1 o 2 dependiendo del sexo del trabajador. Ver Figura 4.12
Figura 4.14. Ingreso de datos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 61
Si se desea observar el nombre del sexo se debe de seguir el siguiente procedimiento
Ir a tem de ver y dar clip luego colocar el Check( ) en etiqueta de valor.
Figura 4.15. Etiquetas de valor
Luego de esto se observan los datos de la siguiente manera
Figura 4.16. Vista de datos final
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 62
4. 4 Guardar Datos y Resultados
Para guardar el archivo de datos ir a Archivo y dar clip en guardar
Al dar en guardar se obtiene la siguiente ventana, se puede ubicar la carpeta donde
se desea guardar el archivo, luego en nombre de archivo colocar el nombre respectivo
del archivo en este caso el nombre ser prctica luego dar clip en guardar.
Figura 4.18. Guardar archivos en carpetas
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 63
Al dar clip se guardar el archivo con el nombre respectivo luego se genera la
siguiente pantalla, se generara una ventana de resultados
Figura 4.19. Archivo guardado 1
Figura 4.20. Archivo guardado 2
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 64
La ventana de resultados puede guardarse de la misma manera que los datos.
Figura 4.21.Guardar resultados
En este archivo se guardaran los resultados obtenidos del anlisis.
4.5. Abrir Archivo de Datos o Resultados
Para abrir archivos de datos o de resultados debemos ir a archivo y dar clip luego
escoger si se desea abrir archivos de datos o de resultados.
Figura 4.22 Abrir archivos
Si deseamos abrir un archivo de datos se da clip en datos y se obtiene la siguiente
ventana, se busca el archivo que se desea abrir y se da clip en abrir
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 65
Figura 4.23.Abrir archivos de datos
4.6. Anlisis de Resultados
Una vez realizada la base de datos se debe realizar el anlisis respectivo. Para el
anlisis respectivo ir a Archivo y luego escoger lo que se desea analizar
Figura 4.24 Anlisis de resultados
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 66
Ejemplo 4.1
A continuacin se muestra un cuadro con variables y datos realizados en una
investigacin. Se les solicita realizar el anlisis respectivo con el SPSS. Adems se le
dan las siguientes indicaciones.
Variables: id, sexo, estado civil, edad, peso, altura.
Sexo: (1= Masculino; 2=Femenino)
Lugar de procedencia: ( 1= Chiclayo; 2= Ferreafe; 3= Lambayeque)
Estado Civil: (1=Soltero; 2 = Casado; 3 = viudo).
Tabla 4.1 Data de la investigacin
n de
casos
id
Sexo
lugar de
procedencia
estado
civil
edad
peso
altura
1 exped09 1 1 1 45 72 168
2 exped10 1 2 1 28 78 171
3 exped11 1 3 2 35 68 174
4 exped12 1 2 2 60 64 166
5 exped13 2 1 1 26 71 164
6 exped14 2 1 1 30 63 156
7 exped15 2 1 2 28 53 158
8 exped16 2 3 2 33 57 155
9 exped17 2 3 3 45 72 170
10 exped18 1 2 1 25 61 162
Solucin
1. Generar la base de datos iniciando la vista de variables teniendo en cuenta las
indicaciones tanto en nombre de las variables as como la codificacin respectiva
de sexo, lugar de procedencia, para esto se deben seguir los pasos indicados
anteriormente.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 67
Iniciamos abriendo el programa luego en la ventana vista de variables, colocar las
variables que se analizarn. En la siguiente pantalla se muestra la vista de
variables.
Figura 4.25 Generacin de vista de variables
2. Una vez definida las variables ingresamos a la ventana de ingreso de datos que se
muestran en la tabla anterior 4.1.
Figura 4.26. Ingreso de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 68
Si deseamos ver el nombre de los valores debemor ir a ver y dar Check () en
etiqueta de valor.
Figura 4.27. Etiqueta de valor de la base de datos
Figura 4.28. Base de datos
Como se observa en la pantalla (figura 4.28) ahora se muestra el tipo de sexo, el
lugar de procedencia y el estado civil.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 69
3. Grabar el archivo dndole un nombre adecuado segn caractersticas o
investigacin que se est realizando, buscando una carpeta donde crea Ud.
Conveniente guardarlos ya que el SPSS por defecto lo guarda en su archivo de
programa. Para este caso se llamar ejemplo1.
Figura 4.29. Guardar archivo
4. Estando lista la base de datos, se procede a encontrar los diferentes estadsticos
necesarios.
5 . Pasos a Seguir Para el Anlisis.
Una vez ingresado los datos al SPSS, se procede a realizar los anlisis
estadsticos. Se realizar un anlisis Estadsticos descriptivo (frecuencias)
Figura 4.30. Anlisis _Estadsticas_frecuencias
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 70
Al dar clip en frecuencia se obtienen la siguiente pantalla.
Figura 4.31. Anlisis_Estadsticas_frecuencias
Si se pasan las variables a la ventana de dialogo y si se desea encontrar estadsticas y
grficos, dar clip .
Figura 4.32. Frecuencias_ estadsticas
Como se puede observar en esta pantalla [(Figura 4.31) podemos elegir medidas de
tendencia central, de dispersin, distribucin o valores percentiles.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 71
Ahora si damos clip en grficos obtenemos la siguiente pantalla en esta ventana se
puede escoger el tipo de grfico que se desea obtener tales como grfico de barras,
grfico de sectores, histogramas.
Figura 4.33. Frecuencias: Grficos
Tambin se puede realizar el anlisis estadstico descriptivo : opcin explorar :
Dar clip en explorar
Figura 4.34. Anlisis descriptivo opcin explorar
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 72
En lista de dependiente tenemos el peso y en lista de factores sexo
Figura 4.35. Anlisis descriptivo opcin explorar: variables
Dar clip en estadstico o grficos segn lo que se desea, hacer click en Descriptivos y
luego dar clip en continuar. Ver figura 4.36
Figura 4.36. Anlisis descriptivo opcin explorar : Estadsticos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 73
En grficos se obtiene las siguiente pantalla, en este se puede escoger diagrama de
de tallo , histograma etc, luego de escoger lo deseado dar clip en continuar.
Figura 4.37. Anlisis descriptivo opcin explorar : grficos
Finalmente dar clip en aceptar y esperar los resultados ver figura 4.38
Figura 4.38. Generacin del anlisis descriptivo
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 74
Al aceptar se obtienen la ventana de los resultados como se muestra en la siguiente
pantalla.
Figura 4.39. Generacin de resultados del anlisis descriptivo
Si de desea extraer los datos y copiar en word lo que puede realizar es el siguiente
paso: seleccionar, dar anticlip y en la pantalla obtenida clip en copiar.
Figura 4.40. Presentacin de resultados del anlisis descriptivo
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 75
Luego se puede abrir el Word, se pueden copian y pegar los resultados, finalmente
se muestran los resultados obtenidos y copiados en word
Figura 4.41. Pegado de los resultados del anlisis descriptivo
Figura 4.42. Resultados del anlisis descriptivo pegados en Word.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 76
Ejemplo 2.
Tomando el ejercicio 3.1 del captulo anterior, se obtendrn los resultados mediante el
uso del SPSS.
En un proceso de envasado de conservas de esparrago, una caracterstica de calidad
del producto es el peso neto siendo este de 205 g con una tolerancia de 5 g. As
para considerar que el proceso de envasado fue satisfactorio, debe estar entre la
especificacin inferior, EI= 200 y la superior, ES= 210 g.
Tabla 4.2. Datos del peso de conservas de esparrago (g)
215 210 207 206 206 205 207 210 206 209 207 203
210 207 207 210 204 209 203 209 206 208 206 207
207 207 203 206 206 207 210 208 205 203 210 207
207 207 207 208 214 206 208 206 212 213 212 209
208 209 207 206 207 208 209 213 209 206 209 210
210 209 207 209 212 209 208 201 209 209 207 209
210 207 215 206 206 210 210 206 208 211 210 212
206 205 210 202 201 208 205 205 209 203 207 207
209 210 211 213 205 203 210 204 208 205 210 205
212 206 209 207 210 214 212 209 209 207 206 208
207 209 211 210 210
Solucin
Primero se debe de identificar la variable a analizar en este caso sera el peso de la
conserva, luego escribirla en vista de variables.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 77
Luego ir a vista de datos para ingresar los datos de peso de conserva al final
obtendremos la siguiente pantalla.
Figura 4.43. Base de datos.
Luego realizar el anlisis estadstico descriptivas dar clip en frecuencias
Figura 4.44. Anlisis estadstico descriptivo
Luego traspasar la variable como es en este caso el peso de la conserva (g), luego
dar clip en estadsticos, y finalmente escoger las medidas de tendencia central,
dispersin, distribucin y valores de percentiles. Finalmente dar clip en continuar
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 78
Figura 4.45. Anlisis estadstico descriptivo frecuencias: Estadsticos
Lo mismo se puede realizar con los grficos, escoger en tipo de grficos histograma ,
dar check en mostrar curva normal en el histograma.
Figura 4.46. Anlisis estadstico descriptivo frecuencias: Grficos
Finalmente se obtendrn los siguientes resultados
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 79
Frecuencias : Tabla N 4.4: Resultados obtenidos con el SPSS
Estadsticos
peso de la conserva (g)
N Vlidos 125
Perdidos 3
Media 207,94
Error tp. de la media ,247
Mediana 208,00
Moda 207
Desv. tp. 2,757
Varianza 7,602
Asimetra ,052
Error tp. de asimetra ,217
Curtosis ,249
Error tp. de curtosis ,430
Rango 14
Mnimo 201
Mximo 215
Suma 25993
Percentiles 10 205,00
20 206,00
25 206,00
30 207,00
40 207,00
50 208,00
60 209,00
70 209,00
75 210,00
80 210,00
90 212,00
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 80
Histograma
Figura 4.47. Histograma de peso de conservas (g)
Tambin se puede obtener el grfico de cajas siguiendo la siguiente pantalla
Figura 4.48. Generacin del diagrama de cajas
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 81
Figura 4.49. Diagrama de cajas:
Luego dar clip en definir pasar la variable al recuadro de Cajas de representan y dar
clip en aceptar .Observar la siguiente pantallas y esperar el resultados
Figura 4.50. Diagrama de cajas: definicin del diagrama
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 82
Figura 4.51. Diagrama de cajas: resultados
El grfico obtenido es
Figura 4.52. Diagrama de cajas de los pesos de las conservas (g)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 83
Si deseamos girar el grfico se pueden seguir los siguientes pasos
Paso 1. dar doble clip sobre el grfico al realizar esta accin obtendremos la siguiente
pantalla, en esta pantalla dar clip en trasponer sistema de coordenadas.
Figura 4.53. Edicin del Diagrama de cajas: Paso 1
Al trasponer el sistema de coordenadas tendremos el siguiente resultado
Figura 4.54. Edicin del Diagrama de cajas: trasponer
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 84
Paso 2: Si se desea modificar el grfico ya sean en tamao de letra, color, etc , se
realiza la misma accin dar doble clip e ir a la pantalla siguiente y en ella realizar los
cambios requeridos ejm en este caso se cambiara de color y tamao de letra.
En esta misma pantalla da doble clip y obtener la siguiente ventana en esta tendremos
las propiedades del grfico tales como Tamao del grafico, relleno y borde, categoras
opcin de las barras y variables , aqu cambiaremos el color de grafico.
Figura 4.55. Edicin del Diagrama de cajas: trasponer
Para este ejemplo se cambio el color, escogiendo el color blanco para realizar esto se
debi escoger el color y luego dar clip en aplicar.
Figura 4.56. Edicin del Diagrama de cajas: cambio de color
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 85
Finalmente se no se desea realizar ms cambios dar clip en cerrar.
Figura 4.57. Edicin del diagrama de cajas: cambio de color.
Ahora para cambiar el tipo, tamao de los nmeros se da clip en estos.
Figura 4.58. Edicin del diagrama de cajas: tamao de letra, nmeros
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 86
Al Dar clip se obtiene la siguiente pantalla
Figura 4.59. Edicin del diagrama de cajas: estilos de texto
En esta ventana se puede realizar los cambios que se requiera ya sea estilo de texto,
escala, etc. Para ingresar a escala solo debemos darle clip a la pestaa, en ella se
puede modificar el mximo, mnimo, incremento etc. Luego de escoger dar clip en
aplicar y finalmente en cerrar. En esta ventana se modifico el incremento de 3 a 1.
Figura 4.60. Edicin del diagrama de cajas: escala
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 87
Figura 4.61. Diagrama de cajas editado
De la misma manera se pueden realizar las modificaciones necesarias a los grficos.
Por ejemplo en el histograma anteriormente obtenido del ejemplo 3.1 se puede colocar
los lmites dado en las especificaciones.
Figura 4.62. Histograma a editar
Los pasos son los mismos anteriormente descritos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 88
a. Dar doble clip sobre el grafico se obtiene la siguiente ventana
Figura 4.63. Histograma : editor de grficos
b. Dar clip en Aadir una lnea de referencia en el eje x
Figura 4.64. Histograma: lnea de referencia en el eje x
c. Al dar clip se obtiene la siguiente ventana luego en esta ventana de propiedades en
recuadro Posicin colocar el valor en este caso el primer valor es 205 , adicional se
puede ver el detalle de la lnea es decir cambiar color, tamao. Etc.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 89
Figura 4.65. Histograma: lnea de referencia en el eje x, posicin
Luego dar clip en aplicar y luego en cerrar para incluir los siguientes valores de 200 y
210 proceder de la misma forma descrita anteriormente. Finalmente se obtiene el
siguiente grfico
Figura 4.66. Histograma final
Como se podr observa se ha obtenido el histograma mediante el SPSS, este
Software ser de gran ayuda para aplicarlos en las dems herramientas bsicas de
calidad.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 90
CAPITULO V
HERRAMIENTAS ESTADSTICAS DE CALIDAD
En la dcada de los 50 se comenzaron a aplicar en Japn las herramientas
estadsticas de Control de Calidad, desarrolladas anteriormente por Shewhart y
Deming. Los progresos, en materia de mejora continua de la calidad, se debieron en
gran medida, al uso de estas tcnicas.
Fue el profesor Kaoru Ishikawa quien extendi su utilizacin en las industrias
manufactureras de su pas, en los aos 60, acuando la expresin de 7 herramientas
para el control de la calidad. Estas herramientas pueden ser descritas genricamente
como "mtodos para la mejora continua y la solucin de problemas".
Las herramientas estadsticas consisten en tcnicas grficas que ayudan a
comprender los procesos de trabajo de las organizaciones para promover su
mejoramiento. Son de creacin occidental, excepto el diagrama causa- efecto que fue
ideado por Ishikawa.
El xito de estas tcnicas radica en la capacidad que han demostrado para ser
aplicadas en un amplio conjunto de problemas, desde el control de calidad hasta las
reas de produccin, marketing y administracin.
Cules son las Herramientas Estadsticas Bsicas de Control de
Calidad?
Las herramientas estadsticas bsicas de control de calidad son:
1. Hojas de control (hoja de recojo de datos)
2. Estratificacin
3. Diagrama de Pareto
4. Diagrama causa-efecto
5. Diagrama de dispersin
6. Histograma
7. Grficas de control
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 91
En la dcada de los 50 se comenzaron a aplicar en Japn las herramientas
estadsticas de Control de Calidad, desarrolladas anteriormente por Shewhart y
Deming. Los progresos, en materia de mejora continua de la calidad, se debieron en
gran medida, al uso de estas tcnicas. [3]
Fue el profesor Kaoru Ishikawa quien extendi su utilizacin en las industrias
manufactureras de su pas, en los aos 60, acuando la expresin de 7 herramientas
para el control de la calidad. Estas herramientas pueden ser descritas genricamente
como "mtodos para la mejora continua y la solucin de problemas".
El xito de estas tcnicas radica en la capacidad que han demostrado para ser
aplicadas en un amplio conjunto de problemas, desde el control de calidad hasta las
reas de produccin, marketing y administracin.
Las organizaciones de servicios tambin son susceptibles de aplicarlas, aunque su
uso comenz en el mbito industrial.
Cules son las Herramientas Estadsticas Bsicas de Control de
Calidad?
Las herramientas estadsticas bsicas de control de calidad son:
1. Hojas de control (hoja de recojo de datos)
2. Estratificacin
3. Diagrama de Pareto
4. Diagrama causa-efecto
5. Diagrama de dispersin
6. Histograma
7. Grficas de control
A continuacin empezaremos a describir la primera herramienta estadstica:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 92
5.1HOJA DE CONTROL
La informacin es una gua para nuestras acciones, a partir de la informacin
conocemos hechos y tomamos decisiones en una empresa. Antes de recoger la
informacin se debe conocer que se a realizar con ella. [3]
En el control de calidad los objetivos de la recoleccin de informacin son:
- El control y el monitoreo del proceso de produccin.
- El anlisis de que no se ajusta a las normas, especificaciones.
El recojo de la informacin es esencial por lo cual se debe tener en claro para que se
desea. Los datos se deben recoger de manera clara, precisa y fcil de usar. Una hoja
de registro es un formato preimpreso en el cual aparecen las variables que se van a a
registrar, de tal manera que los datos puedan recogerse fcil y concisamente.
Una Hoja de registro control tambin llamada hoja de verificacin u hoja de recogida
de datos, es un formato de tabla o diagrama, destinado a registrar y compilar datos
mediante un mtodo sencillo y sistemtico, como la anotacin de marcas asociadas a
la ocurrencia de determinados sucesos. Esta tcnica de recogida de datos se prepara
de manera que su uso sea fcil e interfiera lo menos posible con la actividad de quien
realiza el registro.
Ventajas
Supone un mtodo que proporciona datos fciles de comprender y que son obtenidos
mediante un proceso simple y eficiente que puede ser aplicado a cualquier rea de la
organizacin. Las Hojas de control reflejan rpidamente las tendencias y patrones
subyacentes en los datos.
Se utilizan tanto en el estudio de los sntomas de un problema, como en la
investigacin de las causas o en la recogida y anlisis de datos para probar alguna
hiptesis. Tambin se usa como punto de partida para la elaboracin de otras
herramientas, como por ejemplo los grficos de Control.
La recoleccin de los datos debe efectuarse de manera cuidadosa y exacta y para ello
se deben utilizar plantillas especialmente diseadas para cada caso.
Los objetivos que se pretenden con el uso de la hoja de recojo de datos son:
- Facilitar las tareas de recogida de datos de la informacin.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 93
- Evitar en lo posible errores o malos entendidos
- Permitir el anlisis rpido de los datos
Los formatos para la recogida de datos pueden tener distintas finalidades:
- Controlar una variable de un proceso
- Llevar un control de productos defectuosos
- Estudiar la localizacin de defectos en un producto
- Estudiar las causas que originan los defectos o
- Realizar la revisin global de un producto
Se debe de tener en cuenta ciertos para la elaboracin de las hojas de control:
Esta debe tener un ttulo el cual exprese el contenido de la informacin de cogida
Debe estar bien claro la variable (s) a medir, debe incluir la fecha quien llena la hoja y
firma del responsable. Se debe tener en cuenta que se debe optimizar el recojo de la
informacin, no es factible que se disee una hoja para cada variable. Al momento
del diseo de la hoja debe conocer con qu objetivo se desea recoger la informacin,
esto permitir construir la hoja incluyendo las variables necesarias
A continuacin se detallan ejemplos de hoja de recojo de datos.
Control de Calidad de Materia prima
Empresa S.A Materia Prima:..
Fecha Hora Cantidad de
ingreso
(kg)
% punta
florido
%
Tacn
%
dimetro
>10 mm
%
dimetro
<10 mm
Responsable Jefe de Calidad
Figura 5.1 . Hoja de Control de Calidad de Materia Prima
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 94
5.2 HISTOGRAMA
Un histograma es un grfico de barras verticales que representa la distribucin de un
conjunto de datos. Una representacin grfica de datos numricos que permite ver tres
propiedades de los mismos:
- Forma en la que se distribuyen las observaciones
- Tendencia central
- Dispersin
Ventajas
Su construccin ayudar a comprender la tendencia central, dispersin y frecuencias
relativas de los distintos valores.
Muestra grandes cantidades de datos dando una visin clara y sencilla de su
distribucin.
Utilidades
- El Histograma es especialmente til cuando se tiene un amplio nmero de
datos que es preciso organizar, para analizar ms detalladamente o tomar
decisiones sobre la base de ellos.
- Es un medio eficaz para transmitir a otras personas informacin sobre un
proceso de forma precisa.
- Permite la comparacin de los resultados de un proceso con las
especificaciones previamente establecidas para el mismo. En este caso,
mediante el Histograma puede determinarse en qu grado el proceso est
produciendo buenos resultados y hasta qu punto existen desviaciones
respecto a los lmites fijados en las especificaciones.
- Proporciona, mediante el estudio de la distribucin de los datos, un excelente
punto de partida para generar hiptesis acerca de un funcionamiento
insatisfactorio.
ELABORACIN DE HISTOGRAMA
Para elaborar un histograma se siguen los siguientes pasos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 95
1. Calcule el rango (R):
R se obtiene a partir de los valores mximos y mnimos observados.
2. Determinar el nmero de intervalos de clase K, mediante la frmula de
Sturges:
K= 1 + 3.322log(n)
3. Obtener la amplitud de los intervalos de clase, C, mediante:
4. Construir los intervalos
5. Construccin de la tabla de frecuencia
6. Elaboracin del grfico
Ejemplo 5.1. En la tabla .5.1 se recogen las medidas del dimetro de 100 tubos
fabricados consecutivamente cuyas especificaciones son 32.21 0.05 mm. Construir
el histograma. [4]
Tabla 5.1 dimetro de 100 tubos
32,2 32,23 32,2 32,22 32,18 32,23 32,17 32,19 32,21 32,19
32,23 32,21 32,21 32,24 32,21 32,23 32,2 32,21 32,19 32,2
32,22 32,25 32,2 32,24 32,19 32,18 32,21 32,17 32,22 32,23
32,18 32,21 32,22 32,24 32,23 32,2 32,19 32,18 32,17 32,2
32,22 32,22 32,22 32,2 32,17 32,2 32,22 32,23 32,18 32,25
32,21 32,22 32,2 32,25 32,17 32,21 32,22 32,2 32,19 32,19
32,18 32,25 32,22 32,21 32,24 32,22 32,19 32,25 32,23 32,2
32,25 32,18 32,23 32,21 32,21 32,24 32,22 32,16 32,22 32,21
32,19 32,19 32,2 32,19 32,2 32,22 32,23 32,24 32,19 32,2
32,21 32,2 32,21 32,23 32,21 32,19 32,26 32,23 32,21 32,21
n K =
k
R
C =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 96
Solucin
1 Calculo del rango (R):
Valor max = 32,26
Valor min = 32,16
R = 32,26 32,16= 0,1
2. Determinar el nmero de intervalos de clase K, mediante la frmula de Sturges:
K= 1 + 3,322 * log(n)
3. Obtener la amplitud de los intervalos de clase, C, mediante:
4. Construir los intervalos
32.16+ 0.013= 32.173
.
= 32.264
Al realizar los intervalos obtenemos el valor final de 32,264. Si observamos, este valor
es mayor al valor mximo 32.26 por lo cual hay que realizar una recodificacin.
Calculo del exceso
Exceso = 32.264 -32.26 = 0,004
Este exceso lo dividimos entre 2 teniendo el valor de 0,002
El 0,002 se resta al valor mnimo y se suma el valor mximo
valor mnimo
Valor mximo
8 644 . 7 ) 100 log( . 322 . 3 1 K ~ = + =
013 . 0 0125 . 0
8
1 . 0
k
R
C ~ = = =
158 , 32 002 , 0 16 , 32 X
min
= = '
262 , 32 002 , 0 26 , 32 X
mx
= + = '
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 97
Los nuevos rangos sern : V max = 32,158 V min = 32,262
Con estos nuevos valores se vuelven a calcular los nuevos intervalos
Vmax = 32,158 V min = 32,262
Amplitud de intervalo de clase C= 0.013
Los nuevos intervalos sern
Intervalos
32,158 + 0.013 = 32,171
32,171 + 0,013 = 32,184
32,184 + 0,013 =
32,197 + 0,013 =
32,210 + 0,013 =
32,223 + 0,013 =
32,236 + 0,013 =
32,249 + 0,013 = 32.262
Luego se determina la marca de clase, esta se obtiene promediando los lmites de
cada intervalo. Una frmula para calcular la marca de clase de un intervalo es:
Tabla 5.2: Tabla de frecuencia
Intervalo de clase Marca de clase
Conteo Frecuencia
n
i
32,158 - 32,171 32,1645
32,171 - 32,184 32,1775
32,184 - 32,197 32,1905
32.197 - 32.210 32,2035
32.210 - 32,223 32,2165
32.223 - 32,236 32,2295
32.236 - 32,249 32,2425
32.249 - 32,262 32,2555
A continuacin debemos realizar la clasificacin y conteo de los datos, es decir,
colocar cada uno de ellos dentro de su clase, todos representados por un mismo
signo:
2
Y Y
Y
i 1 i
i
' + '
=
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 98
Tabla 5.2: Tabla de frecuencia
Intervalo Promedio Frecuencia
Absoluta
(Conteo)
Frecuencia
Relativa
Frecuencia
acumulada
Frecuencia
Relativa
acumulada
32.158 - 32.171 32.1645 6
32.171 - 32.184 32.1775 7
32.184 - 32.197 32.1905 13
32.197 - 32.210 32.2035 34
32.210 - 32.223 32.2165 15
32.223 - 32.236 32.2295 12
32.236 - 32.249 32.2425 6
32.249 - 32.262 32.2555 7
Total 100
5. Construccin de la tabla de frecuencia. Luego se determinar las frecuencias:
Intervalo Promedio Frecuencia
Absoluta
(Conteo)
Frecuencia
Relativa
Frecuencia
Acumulada
Frecuencia
Relativa
cumulada
32.158 - 32.171 32.1045 6 0.06 6 0.06
32.171 - 32.184 32.1775 7 0.07 13 0.13
32.184 - 32.197 32.1905 13 0.13 26 0.26
32.197 - 32.210 32.2035 34 0.34 60 0.60
32.210 - 32.223 32.2165 15 0.15 75 0.75
32.223 - 32.236 32.2295 12 0.12 87 0.87
32.236 - 32.249 32.2425 6 0.06 93 0.93
32.249 - 32.262 2.2555 7 0.07 100 1.00
Total 100 1.00
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 99
Elaboracin del grfico. Finalmente se realiza la grafica del histograma
Figura 5.2 Histograma de dimetro en mm
Ejercicio Solucin con SPSS
1. Abrir un nuevo archivo en el SPSS y realizar la base de datos, es este caso la
variable ser dimetro de los tubos (mm).
2. Una vez realizada la vista de variables, introducir los datos en la ventana vista de
datos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 100
3. Una vez realizada la base de datos se procede a realizar el grfico, para esto se
debe dar clip en el item grfico y buscar histograma.
4. Escoger la variable (dimetro del tubo) y dar clip en aceptar para general el grfico
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 101
Finalmente se generar el siguiente grfico
Como se puede observar en el grfico generado, se tienen ms intervalos de clase
que los obtenidos en el clculo manual, pero es posible en el SPSS modificar estos
intervalos , por lo cual se deben seguir los siguientes pasos.
a. Dar doble clip en el grfico y en la nueva ventana generada Editor de grficos dar
clip en las barras del histograma luego se generar una ventana (propiedades), en
clase de punto modificar dar check () y colocar el nmero de intervalos de clase.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 102
b. En eje x dar clip en personalizado y colocar el nmero de intervalos, siendo este
igual a 8 y el ancho del intervalo igual a 0,013
Al colocar los valores tanto en nmero como ancho de intervalo, se da clip en aplicar y
se obtiene la siguiente pantalla.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 103
c. De igual manera se puede modificar la amplitud del intervalo, mnimo, mximo en el
eje x, para poder cambiar se debe clip al grfico luego en la ventana de Editor de
grficos dar clip en los nmeros del eje x, generando una ventana de propiedades,
luego modificamos la escala, en este caso se modificar el incremento de 0,02 a
0,013 de igual manera el mnimo igual a 32,158 y mximo igual a 32,262.
d. Finalmente se generar el siguiente histograma con las modificaciones realizadas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 104
Ejercicios
1. Dos mquinas, cada una operada por una persona, son utilizadas para cortar tiras
de hule, cuya longitud ideal es de 200mm, con una tolerancia de +/-3 mm. Al final
del turno un inspector toma una muestra e inspecciona que la longitud cumpla
especificaciones. A continuacin se muestran las 110 mediciones es ara ambas
mquinas.
199,2 199,7 201,8 202,0 201,0 201,5 200,0 199,8
200,7 201,4 200,4 201,7 201,4 201,4 200,8 202,1
200,7 200,9 201,0 201,5 201,2 201,3 200,9 200,7
200,5 201,2 201,7 201,2 201,2 200,5 200,1 201,4
200,2 201,0 201,4 201,4 201,1 201,2 201,0 200,6
202,0 201,0 201,5 201,6 200,6 200,1 201,3 200,6
200,7 201,8 200,5 200,5 200,8 200,3 200,7 199,5
198,6 200,3 198,5 198,2 199,6 198,2 198,4 199,0
199,7 199,7 199,0 198,4 199,1 198,8 198,3 198,9
199,6 199,0 198,7 200,5 198,4 199,2 198,8 198,5
198,9 198,8 198,7 199,2 199,3 199,7 197,8 199,9
199,0 199,0 198,7 199,1 200,3 200,5 198,1 198,3
199,6 199,0 199,7 198,9 199,2 197,9 200,3 199,6
199,4 198,7 198,5 198,7 198,6 198,5
a) Obtenga las medidas de tendencia central y con base en ellas seale si la
tendencia central del proceso es adecuada.
b) Calcule la desviacin estndar y una aproximacin de los lmites reales, y a
partir de estos decida si la variabilidad de los datos es aceptable.
c) Realizar el grfico del histograma e interprtelo
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 105
2. Una empresa de embutidos ha detectado que tiene problemas en el envasado de
su producto. La especificacin del peso del embutido es de 220 10 g.
Para investigar este problema se toma una muestra, aleatoriamente durante 20 das,
del peso en gramos del embutido tomado de dos maquinas de produccin, que su
vez son atendidas indistintamente por dos operarios ( A y B).
- Determine el histograma de los datos globales
- Determine el histograma de las maquinas 1 y 2
- Determine el histograma de los operarios A y B
Cul es el diagnstico de la situacin y cul es la propuesta de medidas a tomar a la
vista de estos datos?
Tabla 5.3 Peso de embutidos (g)
Da Operador
1 A 220.3 215.5 219.1 219.2 220.3 208 214.4 219.2
2 B 215.8 222 218.9 213.6 216.9 213.4 217.7 221.6
3 B 220.4 218.7 218.6 219.6 222.9 219.7 209.4 221.6
4 B 221.5 226.8 219.5 222.5 223.1 215.3 220.4 215.6
5 A 215.7 225.3 223 218 216 210.6 221.4 210.9
6 A 222.7 215.1 219.6 217.3 212.1 213 218 216.5
7 A 216 218.8 217.3 213 216.9 216 213.5 219.2
8 B 219.4 218.3 216.7 224.1 216.2 218.4 216.6 214.9
9 B 219.8 222.6 219.1 217.7 216.2 212.3 216.9 214.9
10 A 220.2 219.5 222.4 219.9 222.9 214.3 219.1 216.7
11 B 218 223.9 219.6 221.9 214.9 212.6 219.4 212.3
12 B 219.3 219.6 218.8 219.9 219 216.7 216.4 213.5
13 B 220 214.1 224.3 217.4 218 219.5 219.5 222.3
14 A 223.9 220.6 219.5 219.6 211.8 218.2 218.3 217.4
15 A 218.1 218.8 218.4 217.9 214.6 215.7 218 216.4
16 B 216.9 221.6 220.6 222.6 215.6 220.4 217.3 216.2
17 B 217.9 225.7 222.2 216.1 212.5 214.6 209.7 211.3
18 A 224.2 216.2 219.9 220.4 215.8 219.9 216.5 211.9
19 A 214.1 219.7 222.4 224.5 213.7 209.7 216.9 213.1
20 A 221.1 225 222.7 222.2 212.5 217.5 217.4 215.7
Maquina 1 Maquina 2
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 106
5.3 PARETO
Los problemas de calidad se presentan como prdidas (productos defectuosos y su
costo). Es muy importante aclarar el patrn de la distribucin de la perdida. La mayora
de las prdidas se debern a unos pocos tipos de defectos, y estos defectos pueden
atribuirse a un nmero muy pequeo de causas. Si se identifican las causas de estos
pocos defectos vitales, podremos eliminar casi todas las perdidas, concentrndonos
en esas causas particulares y dejando de lado por el momento otros muchos defectos
triviales.
El Diagrama de Pareto es un grfico de barras similar al histograma que se conjuga
con una ojiva o curva de tipo creciente y que representa en forma decreciente el grado
de importancia o peso que tienen los diferentes factores que afectan a un proceso,
operacin o resultado. El nombre de Pareto fue dado por el Dr. Joseph Juran en honor
del economista italiano Wilfredo Pareto (Paris 1848 Turn 1923). Pareto realiza un
estudio sobre la distribucin de la riqueza, en el cual descubri que la minora de la
poblacin posea la mayor parte de la riqueza y la minora de la poblacin posea la
menor parte de la riqueza.
Juran aplic este concepto de calidad, obtenindose lo que hoy se conoce como la
regla 80/20. Segn este concepto, si se tiene un problema con muchas causas,
podemos decir que el 20% de las causas resuelven el 80% del problema y el 80% de
las causas solo resuelven el 20% del problema.
La grfica de Pareto es utilizada para separar grficamente los aspectos significativos
de un problema desde los triviales, de manera que un equipo sepa dnde dirigir sus
esfuerzos para mejorar.
5.3.1 Principio del Diagrama de Pareto
El Diagrama de Pareto fue creado sobre la base del principio de Pareto, segn el
cual, el 80% de los problemas son provenientes de apenas el 20% de las causas.
5.3.3 Para qu se usa el Diagrama de Pareto?
El diagrama de Pareto se usa para:
- Identificar un producto o servicio para el anlisis para mejorar la calidad.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 107
- Identificar oportunidades para mejorar.
- Analizar las diferentes agrupaciones de datos (ej: por producto, por segmento del
mercado, rea geogrfica, etc.)
- Buscar las causas principales de los problemas y establecer la prioridad de las
soluciones.
- Evaluar los resultados de los cambios efectuados a un proceso (antes y despus).
- Cuando el rango de cada categora es importante.
- Identificar y dar prioridad a los problemas ms significativos de un proceso.
- Evaluar el comportamiento de un problema, comparando los datos entre el "antes" y
el "despus.
- Analizar los problemas de calidad pero tambin de los problemas de la ms
diversas naturaleza.
- Detectar las causas de defectos y los reclamos de clientes corresponden al rea de
la calidad, pero las causas de las paradas de las maquinas, las causas del ausencia
laboral, la desigual distribucin de los costos, la desigual distribucin del consumo
de energa, la desigual distribucin de los trabajos de mantenimiento, las causas de
accidentes, etc. son tambin problemas que podrn ser abordados desde la
perspectiva del Principio de Pareto.
5.3.4 Cmo se Construye el Diagrama de Pareto
El diagrama de Pareto, trata de poner de manifiesto grficamente la importancia
real de cada causa en el problema que, siguiendo el principio de Pareto, en muchas
ocasiones, unas pocas causas generan la mayor parte del problema. De esta forma,
centrando esfuerzos en unas pocas causas resolveremos la mayor parte del problema.
Para elaborar un diagrama de Pareto debemos seguir los siguientes pasos:
1. Definir el tipo de problemas que se va a investigar.
Por ejemplo, tipos de defectos, causas que producen interrupciones en el proceso
de fabricacin, causas de ausencia laboral, quejas de clientes, mantenimiento,
control de tiempos, costos, etc.
2. Definir el mtodo y el perodo de recoleccin de los datos.
Por ejemplo, se tomar una muestra al azar de las fichas de bajas laborales durante el
ao anterior al del estudio, o se toman 100 piezas consecutivas y se analizan los
diferentes tipos de defectos de cada una de ellas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 108
3. Construir una tabla para conteo de datos.
Por ejemplo la tabla 5.4. Contiene las razones del despegue retrasado en el
aeropuerto defectos encontrados en la pintura de unas piezas metlicas fabricadas a
lo largo de una semana.
Tabla 5.4 Frecuencias de los defectos encontrados en la pintura
4. Elaborar una tabla para el Diagrama de Pareto.
Calculando las frecuencias, las frecuencias acumuladas, los porcentajes y los
porcentajes acumulados a partir de los datos de la tabla de conteo. Todo ello
ordenando las clases de mayor a menor frecuencia. As se ha procedido en la tabla
5.5.
Tabla 5.5 Tabla para el Diagrama de Pareto
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 109
5. Construir el Diagrama de Pareto.
Como se observa en la figura consiste de un histogramas de barras (frecuencias y
porcentajes) y una curva acumulada (frecuencias y porcentajes).
5.3 Diagrama de Pareto
Para la construccin del Diagrama de Pareto realice los siguientes pasos
- Trace dos ejes verticales de la misma longitud, en un eje horizontal.
- En el eje vertical izquierdo, haga una escala de 0 hasta el nmero
correspondiente al total de la Lista de verificacin.
- En el eje vertical derecho haga una escala de 0 a 100%. El 100%
corresponder al total de la Lista de Verificacin.
- Divida el eje horizontal en intervalos iguales, de acuerdo con la cantidad de
categoras de la Lista de Verificacin.
- Construya y denomine las barras, colocando las categoras en orden
decreciente de frecuencia, de izquierda a derecha.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 110
- Trace una lnea punteada que conecte el origen con la esquina superior
derecha de la primera barra, as:
- Sume, a la altura de la primera barra, la altura de la segunda. Marque con un
punto el valor obtenido en la prolongacin del lado derecho de la segunda
barra
- Sume a esta nueva altura la altura de la tercera barra. Marque con un punto el
valor obtenido en la prolongacin del lado derecho de la tercera barra.
- Haga eso sucesivamente, hasta la ltima barra.
- Enlace todos los puntos marcados con una lnea, dando continuidad a la lnea
punteada iniciada en el origen, para formar la curva de Pareto.
- El ltimo punto representa el 100 % de los eventos.
- Complete el grfico con informaciones tales como: nombre del grfico, perodo,
responsable, etc.
5.3.5 Ejemplos de Tales Minoras Vitales Seran:
- La minora de devoluciones que representa la mayora de quejas de la clientela.
- La minora de compradores que representen la mayora de las ventas.
- La minora de productos, procesos, o caractersticas de la calidad causantes del
grueso de desperdicio o de los costos de reproceso.
- La minora de vendedores que est vinculada a la mayora de partes impugnadas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 111
- La minora de productos servicios que representan la mayora de las ganancias
obtenidas.
- La minora de elementos que representan al grueso del costo de un inventario.
Solucin Con SPSS
En la tabla 5.4. se muestran los defectos encontrados en la pintura de unas piezas
metlicas fabricadas a lo largo de una semana.
Tabla 5.4 Frecuencias de los defectos encontrados en la pintura
Solucin
A continuacin se desarrollar el ejercicio con el SPSS
1. Se debe elaborar la base de datos en este caso se tendrn los defectos como tipo
de variable (cadena) y luego la frecuencia es tipo de variable numrica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 112
Lista la base de datos se realizar el diagrama, para esto debe dar clip en la hoja de
vista de datos, luego deben ir al tem analizar y luego desplegar hasta encontrar
control de calidad y ubicar grfico de pareto.
Al dar clip en Grficos de Pareto se obtendr la siguiente pantalla
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 113
.
En el tem de detalles del grafico escoger valores individuales de los casos luego dar
clip en definir.
Al dar clip en definir obtendremos la siguiente pantalla, en esta se debe en valores
incluir la frecuencia y la variable (defectos)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 114
En esta pantalla se debe dar clip en aceptar para finalmente obtener el diagrama de
pareto.
Al obtener el diagrama de pareto se puede observar que no muestran las lineas , por
lo cual se debe dar clip sobre el grfico para poder acceder al editor de grficos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 115
En el editor de grficos dar clip en mostrar lneas de cuadriculas.
En la ventana que se muestra escoger tanto marcar mayores como menores, dar clip
en aplicar y luego cerrar.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 116
Al final se obtiene el grfico, luego cerrar la ventana de editor de grficos
Luego se obtendr el grfico de pareto
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 117
Como se observa en el grfico si solucionamos el 20% de las causas (impurezas,
crteres, aspersin) se arreglaran el 80 % de los problemas (otros, goteos,rasguos,
opacidad.
5.4 DIAGRAMA DE DISPERSIN
Es muy comn escuchar por ejemplo en la industria alimentaria cuando se desea
desarrollar un nuevo producto, hasta que punto afectar en el sabor, color la
concentracin del aditivo a usar, o cual sera la relacin entre tipo de conservante y el
tiempo de vida til de un alimento, para determinar esta relacin entre estas dos
variables se utiliza el diagrama de dispersin. Este diagrama es una herramienta
grfica que permite demostrar la relacin existente entre dos clases de variables y
cuantificar la intensidad de dicha relacin. Se utiliza para conocer si efectivamente
existe una correlacin entre dos magnitudes o parmetros de un problema y, en caso
positivo, de qu tipo es la correlacin.
Las dos variables pueden enmarcarse en:
a. Una caracterstica de calidad y un factor que la afecta
b. Dos caractersticas de calidad relacionadas, o
c. Dos Factores relacionados con una sola caracterstica de calidad.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 118
COMO SE ELABORA EL DIAGRAMA DE DISPERSIN?
Paso 1: realizar la tabla de pares de datos (x,y) valores de la
variables cuya relacin se quiere investigar. Se requiere como
mnimo 30 pares de datos
Paso 2. Encontrar los valores mnimos y mximos para x y y. Decidir las escalas que
se van a utilizar en el eje horizontal y vertical de manera que ambas longitudes sean
aproximadamente iguales.
Paso 3. Situar la causa sospechada en el eje horizontal, dibujar y rotular los ejes
horizontales y verticales.
Paso 4. Registrar los datos en el grfico. Cuando se tenga los mismos valores en
diferentes observaciones, muestre estos puntos haciendo crculos concntricos.
Paso 5. Colocar el ttulo al grfico y rotular.
Paso 6. Identificar y clasificar el modelo de correlacin.
Paso 7. Comprobar los posibles fallos en el anlisis.
Cmo se interpreta el diagrama de dispersin?
El anlisis de un diagrama de dispersin consta de un proceso de cuatro pasos.
1. Se elabora una teora razonable,
2. Se obtienen los pares de valores y
3. Se dibuja el diagrama,
4. Se identifica la pauta de correlacin y se estudian las posibles explicaciones.
Las pautas de correlacin ms comunes son:
- Correlacin fuerte positiva (Y aumenta claramente con X),
- Correlacin fuerte negativa (Y disminuye claramente con X),
- Correlacin dbil positiva (Y aumenta algo con X),
- Correlacin dbil negativa (Y disminuye algo con X),
- Correlacin compleja (Y parece relacionarse con X pero no de un modo lineal) y
- correlacin nula (no hay relacin entre X e Y).
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 119
Errores comunes son no saber limitar el rango de los datos y el campo de operacin
del proceso, perder la visin grfica al sintetizarlo todo en resmenes numricos, etc.
COEFICIENTE DE CORRELACIN.
El coeficiente de correlacin sirve para cuantificar en trminos numricos el grado de
relacin lineal entre dos variables.
Para poder determinar la relacin que existe entre x y y es importante primero realizar
el diagrama de dispersin; sin embargo para determinarlo de manera cuantitativa se
debe calcular el coeficiente de correlacin (r) :
()()
()
()
n= nmero de pares de datos
El coeficiente de correlacin r se encuentra en el rango de -1 r 1
Si el valor absoluto de r es mayor a 1, se debe revisar los clculos pues debi existir
un error en estos.
Si el valor de r es cercano a +1 existe una correlacin fuerte positiva
Si el valor de r es cercano a -1 existe una correlacin fuerte negativa
Cuando r =1, los datos aparecern en lnea recta
Interpretacin Clsica
a) -0,3 0,3 < r correlacin lineal inexistente
b) -0,5 0,5 < r correlacin lineal de moderada a dbil.
c) -0,85 0,85 < r Existe es una correlacin fuerte.
d) 0.85 < r s 1.00 Existe alta correlacin.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 120
ANLISIS DE REGRESIN
El trmino regresin surgi de estudios de la herencia biolgica realizados por
Galton durante el siglo pasado. En su conocida experiencia, Galton not que los
padres altos tenan hijos cuya altura era mayor a la altura promedio, pero no eran ms
altos que sus padres. Tambin, padres bajos tenan hijos con altura menor a la altura
promedio pero eran ms altos que sus padres. Esta tendencia de las caractersticas de
los grupos de moverse, en la siguiente generacin, hacia el promedio de la poblacin o
de regresin hacia la media fue descubierta por Galton. El trmino no tiene hoy el
mismo significado que le dio Galton, pero se usa extensamente para referirse al
estudio de relaciones funcionales entre variables cuando hay una componente
aleatoria involucrada.
Al estudiar la relacin entre dos o ms variables surge la idea de encontrar una
expresin matemtica que la describa. Para el caso de dos variables, si se denota
como :
Y a la variable que se supone dependiente y como
X a la variable que se postula como independiente,
Resulta familiar utilizar el concepto de funcin y decir Y es funcin de X, para indicar
que de acuerdo a los valores asignados a X se pueden
predecir los valores que tomar Y. Dicho de otra manera, se puede conocer el
comportamiento de Y a travs de un modelo que relaciona la variacin en Y con la
variacin de X.
El anlisis de regresin tiene por objetivo identificar un modelo funcional que describa
cmo vara la esperanza de la variable dependiente, E(Y), frente a cambios en X. Al
igual que en el anlisis de varianza el modelo para Y tambin presenta constantes
desconocidas que se llaman parmetros, por lo que otro objetivo del anlisis es la
estimacin de los parmetros a partir de una muestra aleatoria de observaciones en
Y y en X.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 121
El anlisis de regresin se ocupa tambin de la validacin del modelo propuesto y de
las pruebas de hiptesis sobre los parmetros del modelo; por ltimo, la modelacin
por regresin tambin tiene como objetivo la prediccin, es decir el uso del modelo
para dar el valor esperado de Y cuando X toma un valor particular.
La complejidad matemtica del modelo de regresin y la adecuacin de ste
depender de cunto se conoce acerca del proceso o fenmeno que se est
estudiando.
En la prctica es posible adoptar modelos de regresin que se pueden agrupar o
clasificar en lineales y no lineales. Los primeros hacen referencia a aquellos modelos
en que la funcin adopta la forma de una suma de trminos, cada uno conformado
por el producto de un parmetro y una variable independiente. Los modelos no lineales
son aquellos donde los parmetros no se encuentran multiplicando a las variables
independientes como en el modelo lineal de tal forma que no pueden ser estimados
resolviendo un sistema de ecuaciones lineales.
Por ejemplo, los parmetros pueden encontrarse como exponentes de las variables
independientes. La estimacin de los parmetros en modelos no lineales se realiza
usando herramientas diferentes a las presentadas en este captulo. Aqu se abordan
solamente los modelos lineales, no slo por ser ms simples, sino porque permiten dar
respuesta a un gran nmero de problemas en las Ciencias, Ingenieras Adems,
algunos de los modelos no lineales pueden, mediante adecuadas transformaciones,
ser expresados de la forma lineal (en estos casos los modelos se dicen
intrnsecamente lineales).
El modelo de regresin lineal ms sencillo es el que se presenta a continuacin
Modelo de regresin lineal simple. Es una tcnica estadstica que analiza si los
valores de una variable dependiente e independiente pueden predecirse mediante un
modelo lineal. Las variables implicadas en el modelo deben ser cuantitativas y
continuas. Para ajustar una lnea recta de Regresin, se considera la ecuacin de la
recta:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 122
b
0
Donde :
b
0
= Distancia que existe entre el origen de coordenadas y el punto de interseccin de
la recta con el eje Y
b
1
= Coeficiente de Regresin (pendiente, proporcin de cambio)
X = Variable independiente. ( estimulo, de influencia, causa,)
Y = variable dependiente (respuesta, criterio, efecto)
Estimacin de la Regresin Lineal Simple mediante el Mtodo de mnimos
cuadrados
Una tarea principal en el anlisis de regresin lineal, es estimar los parmetros b0 y
b1, cuyos valores se determinan a partir de los datos bidimensionales.
El mtodo de los mnimos cuadrados consiste en hacer mnima la suma de los
cuadrados de la diferencia entre los valores observados (yi), y los valores estimados
( ) es decir:
Y
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 123
El clculo de los estimadores de los coeficientes de regresin a partir de los datos
muestrales, viene dado por la siguiente expresin.
Ejemplo de aplicacin
Una empres desea realizar un estudio de la relacin entre la publicidad por radio y las
ventas de un producto, para esto durante 30 semanas se han recopilado los tiempos
de duracin en minutos de la publicidad por semana (X) y el nmero de artculos
vendidos (Y), resultando.
Tabla 5.6. Datos de publicidad versus artculos vendidos
Semana 1 2 3 4 5 6 7 8 9 10
Publicidad min (X) 20 30 30 40 50 60 60 60 70 80
n de artculos vendidos (Y) 50 73 69 87 108 128 135 132 148 170
Semana 11 12 13 14 15 16 17 18 19 20
Publicidad min (X) 25 35 40 50 55 60 60 65 70 80
n de artculos vendidos (Y) 60 80 88 112 116 130 136 140 149 172
Semana 21 22 23 24 25 26 27 28 29 30
Publicidad min (X) 85 25 35 35 50 60 65 65 75 85
n de artculos vendidos (Y) 178 55 83 84 110 132 136 139 160 181
= =
A
mnima ) (
2
Sea Y Y SCD
I
=
2 2
1
) ( ) (
) )( (
Xi X n
Yi Xi XY n
b
i
) (
1 0
X b Y b =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 124
a. Trazar el diagrama de dispersin, e indicar la tendencia
b. Calcular el coeficiente de correlacin
c. Calcular la ecuacin de la recta de regresin de mnimos cuadrados con el fin de
predecir las ventas.
d. Si en la novena semana se incrementara la publicidad en 5 minutos determine en
cuanto se estima se incrementen las ventas.
Solucin.
a. Al trazar el diagrama de dispersin, se observa que existe una relacin lineal
positiva entre el nmero de artculos vendidos y el tiempo de publicidad semanal
por radio.
Diagrama de dispersin de minutos de publicidad y nmero de artculos vendidos.
Si observamos a simple vista el diagrama en este caso podemos decir que si existe
relacin entre las variables de minutos de publicidad versus el nmero de artculos
vendidos. Pero ahora es necesario conocer de manera cuantitativa esta correlacin
por lo cual debemos de calcular el coeficiente de correlacin.
b. Para calcular el coeficiente de correlacin podremos calcular de manera manual Se
recomienda realizar el siguiente tabla.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 125
Tabla 5.7 . Sumatorias de las x y
x y Xy x
2
Y
2
20 50 1000 400 2500
30 73 2190 900 5329
30 69 2070 900 4761
40 87 3480 1600 7569
50 108 5400 2500 11664
60 128 7680 3600 16384
60 135 8100 3600 18225
60 132 7920 3600 17424
70 148 10360 4900 21904
80 170 13600 6400 28900
25 60 1500 625 3600
35 80 2800 1225 6400
40 88 3520 1600 7744
50 112 5600 2500 12544
55 116 6380 3025 13456
60 130 7800 3600 16900
60 136 8160 3600 18496
65 140 9100 4225 19600
70 149 10430 4900 22201
80 172 13760 6400 29584
85 178 15130 7225 31684
25 55 1375 625 3025
35 83 2905 1225 6889
35 84 2940 1225 7056
50 110 5500 2500 12100
60 132 7920 3600 17424
65 136 8840 4225 18496
65 139 9035 4225 19321
75 160 12000 5625 25600
85 181 15385 7225 32761
1620 3541 211880 97800 459541
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 126
Luego realizar el clculo teniendo en cuenta la formula
()()
()
()
n=30
Reemplazando tenemos
() ()()
() ()
() ()
Con este valor podemos corroborar lo mencionado anteriormente, demostrando que
existe una alta correlacin positiva lineal entre el tiempo de publicidad y el nmero de
artculos vendidos
c. Clculo la ecuacin de la recta de regresin de mnimos cuadrados con el fin de
predecir las ventas
Para determinar la recta de regresin por el mtodo de mnimos cuadrados a partir
de los datos, es decir para calcular b0 y b1 se requiere realizar los siguientes clculos
que se tienen a continuacin.
b
0
Estimando el Parmetro b
1:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 127
Estimando el Parmetro b
0:
bo=
) ()()
La Ecuacin de Regresin Estimada:
Como ya se tiene la ecuacin se puede predecir las ventas
e. Si en la novena semana se incrementara la publicidad en 5 minutos determine en
cuanto se estima se incrementen las ventas.
c. Incremento de las Ventas. El valor estimado de las ventas en la novena semana
es : Si en la novena semana se invirti x = 70 minutos se espera vender.
Y
9
= 9,9 + 2 ( 70 ) = 150 artculos
En la novena semana se espera vender 150 artculos.
Si en la novena semana se incrementa el tiempo de la propaganda en 5 minutos,
entonces, el tiempo invertido con el incremento ser de X = 75 minutos, entonces la
venta estimada ser de.
Y = 9,9 + 2( 75 ) = 160 artculos,
Entonces el incremento de las ventas despus de aumentar los 5 minutos es de 160
150= 10 artculos.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 128
5.5 GRFICAS DE CONTROL
Walter Shewhart, de los laboratorios de la Bell telephone, fue el primero en
proponer, en 1924, una grfica de control con el fin de eliminar una variacin anormal,
distinguiendo las variaciones debidas a causas al azar. S todos los valores ocurren
dentro de los lmites de control, sin ninguna tendencia especial, se dice que el proceso
est en estado controlado.
Sin embargo, si ocurren por fuera de los lmites de control o muestran una forma
peculiar, se dice que el proceso est fuera de control.
QU ES UN GRFICO DE CONTROL?
Los grficos de control se definen como un mtodo grfico para conocer si un
proceso est o no en un estado de control Estadstico. Es una comparacin grfica
tecnolgica (hora a hora, da a da) de las caractersticas de calidad reales del
producto, parte u otra unidad, con lmites que reflejan la capacidad de producir, de
acuerdo con la experiencia
Los objetivos fundamentales de los Grficos de Control se pueden concretar en:
a. Vigilancia y control del proceso con el fin de conseguir que este sea estable,
evitando la produccin de defectos. Este objetivo corresponde a la filosofa "hgalo
bien a la primera
b. Aumento de la homogeneidad de la produccin mediante la disminucin de la
variabilidad del proceso y, de est forma, conseguir una mejora continuada de la
calidad.
c. Los Grficos de Control son una norma clara de actuacin sobre el proceso, por lo
que se evitan ajustes innecesarios que tanto dao pueden causar a la
homogeneidad del proceso.
d. Los Grficos de Control suministran la informacin necesaria para la
determinacin, mediante la correspondiente estimacin estadstica, de los
parmetros del proceso, lo que permitir conocer mejor nuestra actividad
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 129
productiva. De esta manera, podremos comparar la produccin realmente obtenida
con las especificaciones de calidad, determinando, as mismo, la capacidad para
obtener el producto diseado.
El objetivo fundamental de los Grficos de Control consiste, precisamente, en la
deteccin de las causas especiales.
Cuando los puntos se ubican por fuera de los lmites de control o muestran una
tendencia particular, decimos que el proceso est fuera de control, y esto equivale a
decir, "Existe variacin por causas asignables y el proceso est en un estado de
descontrol".
LIMITES DE CONTROL
Se debe tener en cuenta que los lmites de una grfica de control no son las
especificaciones, tolerancias o deseos para el proceso, por el contrario se calculan a
partir de la variacin de los datos que se representan en la grfica. De esta forma la
clave est en establecer los lmites para cubrir cierto porcentaje de la variacin
natural del proceso, pero se debe tener cuidado de que tal porcentaje sea el
adecuado, ya que si es demasiado alto ( 99,999999%) lo lmites sern muy amplios y
ser ms difcil detectar los cambios en el proceso; mientras que si el porcentaje es
pequeo , los lmites sern demasiados estrechos y con ello se incrementar el error
tipo 1 ( decir que se presento un cambio cuando en realidad no lo hubo).
Una manera sencilla y usual se obtiene a partir de la relacin entre la media y la
desviacin estndar.
PROPOSITOS Y BENEFICIOS
Los grficos de control se usan para vigilar la estabilidad de un proceso.
Se agregan los lmites de control a la grfica como ayuda para decidir cundo se debe
ajustar el proceso. Estos lmites se basan en la variabilidad inherente al proceso.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 130
TIPOS DE GRFICOS DE CONTROL
En funcin al tipo de caracterstica de calidad (caracterstica parmetro) los grficos
de control pueden ser: para variables y atributos
En Control de Calidad se denomina.
Variable. a cualquier caracterstica de calidad "medible"
Ejm : longitud, peso, resistencia a la rotura, el volumen de gas de una bebida
gaseosa, el pH de un producto agroindustrial, etc.,
Atributo a las caractersticas de calidad que no son medibles y que presentan
diferentes estados (normalmente dos) tales como conforme y disconforme o
defectuoso y no defectuoso.
5.5.1 GRFICOS DE CONTROL PARA ATRIBUTOS
Un grfico de control para atributos es un trazo de una estadstica que por lo general
se calcula a partir de subgrupos que muestran la conducta de una caracterstica de
proceso con el transcurso del tiempo.
Las grficas de control para atributos muestran la conducta de una caracterstica de:
- Fracciones defectuosas (p: sub grupo de tamao variable y np: sub grupo de
tamao constante)
- Nmero de defectuosos (c: sub grupo de tamao variable y u: sub grupo de
tamao constante.
CONSTRUCCIN DE LOS GRFICOS DE CONTROL PARA ATRIBUTOS
Los Pasos bsicos para desarrollar un grfico de control de atributos son:
1. Determinar el proceso a vigilar.
Grfico p. (Fraccin de unidades defectuosas)
Grfico np. (Nmero de unidades defectuosas)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 131
Grfico c. (Nmero de defectos).
Grfico u. (Nmero de defectos por unidad).
2. Determinar el tamao de sub grupo y la frecuencia.
El tamao del subgrupo y la frecuencia de muestreo dependen de la cantidad de
factores tales como el costo de muestreo, otros costos, facilidades de adquisicin y
nivel de cambio en el proceso.
3. Recabar y registrar los datos.
4. Calcular la fraccin defectuosa para cada sub grupo.
5. Trazar las fracciones defectuosas. Dejar espacio en la grfica para el valor o
fraccin defectuosa ms elevados que se esperan ver. Por lo general el valor
menor es cero.
6. Obtener la fraccin defectuosa global
7. Calcular los lmites de control para cada sub grupo
8. Trazar la lnea de centro y los lmites de control. Usar estas lneas para vigilar el
proceso
En la figura 5.6 podemos observar la clasificacin de las grficas de control por
Atributos.
Figura 5.4 Grfica de control por atributos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 132
Existen muchas caractersticas de calidad del tipo pasa o no pasa y, de acuerdo
con stas, un producto es juzgado como defectuoso o no defectuoso (conforme o no
conforme) dependiendo de si cumple o no las especificaciones criterios de calidad. En
estos, si el producto no tiene la calidad deseada no se permite que pase a la
siguiente etapa del proceso; adems es separado y se le llama producto defectuoso
GRFICO P (FRACCIN DE UNIDADES DEFECTUOSAS)
Esta grfica permite mostrar las variaciones en la fraccin o proporcin de artculos
defectuosos por muestra o sub grupo Se grfica la proporcin p de unidades
defectuosas en la muestra. Muestras no necesariamente del mismo tamao.
La grfica P es ampliamente usada para evaluar el desempeo de u8na parte de o de
todo un proceso, tomando en cuenta su variabilidad, con el propsito de detectar
causas o cambios especiales.
Por ejemplo de cada lote o de cada cierta parte de la produccin se toma una
muestra o subgrupo de n
i
artculos, que puede ser la totalidad o una parte de las
piezas bajo anlisis.
Las n
i
piezas de cada subgrupo son inspeccionadas y cada una es catalogada como
defectuosa o no. La caracterstica o atributo de calidad por los que una pieza es
evaluada como defectuosa, pueden ser ms de uno
Si de las n
i
piezas del subgrupo i se encuentra que d
i
son defectuosas ( no pasan),
entonces en la carta p se grafica y se analiza la variacin de la proporcin p
i
de
unidades defectuosas por subgrupo.
- Cuando se dispone de un nmero k suficiente (20 ms) de muestras, calcular el p
medio:
- y el n medio (en caso de que no sea constante).
ado inspeccion total
s defectuoso de total
= p
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 133
Los lmites de control para el grfico p, se obtienen a partir de:
Lmites Superior
Lmites Central
Lmites Inferior
Cuando el tamao de subgrupo n no se mantiene constante a lo largo de las
muestras se tienen dos alternativas.
1. Es posible usar el tamao promedio de subgrupo , en lugar de n.
2. La segunda es construir una grfica de control con lmites variables
Si es proceso medido a travs de es desconocido, entonces ser necesario
estimarlo por medio de un estudio inicial.
Ejemplo.(Adapatado de Gutirrez y De la Vara 2009). En una empresa de alimentos
se empaquetan jamonadas. En el proceso se ha detectado un problema pues el
empacado al vacio no se est realizando de forma correcta. El problema se detecta
mediante inspeccin visual; los empaques con aire son separados y despus se
abren para recuperar la salchicha y volverlas a envasar.
Se debe tener el cuenta que se debe envasar el embutido en optimas condiciones
pues si ingresa aire al envase produce deterioro en el alimento, inicialmente empieza
a cambiar el color y perder su frescura. Esto ocasiona que los clientes se quejen y se
genere una insatisfaccin en los clientes generando una mala imagen de la
compaa.
Por lo anterior, a los operadores de las diferentes mquinas continuamente se les
recordaba la importancia de no dejar pasar paquetes con aire. Sin embargo, como no
se llevaba un registro de la magnitud del problema, no existan bases tangibles para
k
n n n
n
k i
+ + +
=
...
2
n p p p LCS / ) 1 ( 3 + =
p LC =
n p p p LCI / ) 1 ( 3 =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 134
detectar cambios en el desempeo de las mquinas, ni haba forma de saber si las
medidas tomadas para reducir el problema haban dado resultado.
De ah surgi la necesidad de registrar los resultados y analizarlos mediante una
grfica de control. Cada hora se registra el nmero de paquetes detectados con aire d
i
y del contador de la mquina se obtiene el total de paquetes n
i
durante esa hora. Los
datos obtenidos durante tres das en una mquina se muestra en la tabla 5.7
Tabla 5.8.Datos para el proceso del empaquetado de jamonadas.
Subgrupo Paquetes ni Paquetes di Subgrupo Paquetes ni Paquetes di
1 595 15 21 594 7
2 593 5 22 606 5
3 607 8 23 601 7
4 596 10 24 598 4
5 602 6 25 599 2
6 599 5 26 590 3
7 600 5 27 588 5
8 590 7 28 597 3
9 599 2 29 604 6
10 601 4 30 605 5
11 598 9 31 597 7
12 600 17 32 603 9
13 597 4 33 596 5
14 594 5 34 597 3
15 595 3 35 607 8
16 597 10 36 596 15
17 599 7 37 598 4
18 596 5 38 600 6
19 607 4 39 608 8
20 601 9 40 592 5
Solucin. Es claro que este problema es del tipo pasa no pasa por lo tanto para
analizar la variacin de las proporciones de tabla 9.1 se debe aplicar la grfica p.
Para calcular los lmites de control se necesita calcular la fraccin promedio y el
tamao del subgrupo promedio que corresponde al nmero promedio de
jamonadas empaquetadas por hora .
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 135
5.9 Datos de fracciones defectuosas del proceso del empaquetado de jamonadas.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 136
Subgrupo Paquetes ni Paquetes di Fraccin Pi
1 595 15 0.025
2 593 5 0.008
3 607 8 0.013
4 596 10 0.017
5 602 6 0.010
6 599 5 0.008
7 600 5 0.008
8 590 7 0.012
9 599 2 0.003
10 601 4 0.007
11 598 9 0.015
12 600 17 0.028
13 597 4 0.007
14 594 5 0.008
15 595 3 0.005
16 597 10 0.017
17 599 7 0.012
18 596 5 0.008
19 607 4 0.007
20 601 9 0.015
21 594 7 0.012
22 606 5 0.008
23 601 7 0.012
24 598 4 0.007
25 599 2 0.003
26 590 3 0.005
27 588 5 0.009
28 597 3 0.005
29 604 6 0.010
30 605 5 0.008
31 597 7 0.012
32 603 9 0.015
33 596 5 0.008
34 597 3 0.005
35 607 8 0.013
36 596 15 0.025
37 598 4 0.007
38 600 6 0.010
39 608 8 0.013
40 592 5 0.008
Total 23942 257
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 137
De la tabla anterior se obtiene que el nmero total de paquetes inspeccionados
fueron 23942 y de estos 257 tuvieron el problema de falta de vaco, por lo que la
fraccin promedio de paquetes defectuosos esta dado por
Como
Por lo tanto los lmites de control sern
Lmites Superior
Lmites Central
Lmites Inferior
Como el lmite inferior no puede ser negativo debido a que las proporciones o
fracciones siempre son mayores a cero, entonces el LCI=0
Una vez que se tienen los lmites se realizar el grfico de control.
En el eje x se encontraran los subgrupos y el eje de la Y la fraccin de defectuosos,
0107 , 0 = = p LC
023 , 0
599
) 0107 , 0 1 ( 0107 , 0
3 0107 , 0
) 1 (
3
=
+ =
+ =
LCI
n
p p
p LCI
0019 , 0
599
) 0107 , 0 1 ( 0107 , 0
3 0107 , 0
) 1 (
3
=
=
LCI
n
p p
p LCI
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 138
Luego de ubica en el eje de la Y los valores de los limites de control y se trata un lnea
horizontal
Despus se ubican en la grfica de control se ubican los valores de la fraccin pi.
Despus de realizar los pasos se obtiene la siguiente grfica de control
Figura 5.5 .Grfica de Control p para el proceso de envasado de jamonada
Segn lo observado en la grfica el proceso de envasado al vaco no fue estable ya
que proporciones de los sub grupos 1,12,36 rebasan el LCS. De aqu se desprende
que durante el envasado al vaco de esos sub grupos el proceso funcion en
presencia de causas o situaciones especiales que por lo general no estn presentes
en el proceso y que causaron que la proporcin de defectuosos fuera anormalmente
grande.
Se recomienda buscar las causas podra ser el cambio de rollo del envase, operario,
etc.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 139
A continuacin se desarrollar el mismo ejercicio con el spss
Paso 1. Generar la base de datos
Luego se debe llenar la base de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 140
Paso 2. Generar el grfico de debe realizar lo siguiente, ir a tem de analizar bajar
hasta control de calidad y buscar el grafico de control
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico.
Es este caso escogeremos el grfico p y en organizacin de los datos dar clip en los
casos son sub grupo.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 141
Luego de haber escogido el tipo de grafico dar clip en definir.
Al dar clip en definir se obtiene la siguiente pantalla en la cual se debe colocar en
nmero de disconformes los paquetes de jamonada y en subgrupo se colocar la
variable subgrup0, adems incluir el tamao de la muestra en este caso daremos chek
en constante con el valor de 599
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 142
Una vez definido las variables y el valor de la muestra dar clip en aceptar.
Finalmente se generar el grfico de control p, es este grfico se obtienen los limites
de control junto a la grfica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 143
GRFICO nP (NMERO DE UNIDADES DEFECTUOSAS)
Cuando el tamao de subgrupo o muestras en las grficas p es constante, es ms
conveniente usar la carta np. Se grfica el nmero total de unidades defectuosas en la
muestra. Las muestras deben ser del mismo tamao.
En esta grfica se grafica el nmero de defectuosos por subgrupo d
i
en lugar de la
proporcin.
Los lmites de control se obtienen estimado la media y la desviacin estndar de d
i
,
que bajo el supuesto de la distribucin binomial esta dado por:
( )
Donde en es el tamao del subgrupo y es la proporcin promedio de artculos
defectuosos. De aqu que los lmites de control de la grfica np estn dados por las
expresiones:
Lmites Superior
Lmites Central
Lmites Inferior
Ejemplo
Del anlisis de los datos de inspecciones y pruebas finales de una producto textil se
detecto a travs de una estratificacin y un anlisis de pareto que la causa principal
por lo que las prendas salen defectuosas est relacionada por el tipo de hilo (A)
usado en la prendas. Por lo tanto se decide analizar ms de cerca el proceso. Para
ello, de cada lote de hilo (A) se decide inspeccionar una muestra de 120 prendas
(n=120). Los datos obtenidos en los 20 lotes consecutivo se muestran en la tabla.
5.10
) 1 ( 3 p p n p n LCS + =
p n LC =
) 1 ( 3 p p n p n LCI =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 144
Tabla 5.10 Datos de inspecciones y pruebas finales de una producto textil
Lote
Prendas
Defectuosas Lote
Prendas
Defectuosas
1 9 11 10
2 6 12 20
3 10 13 12
4 8 14 10
5 5 15 10
6 5 16 0
7 14 17 13
8 12 18 5
9 9 19 6
10 8 20 11
Solucin
- Como n es contante la cantidad de defectuosos por muestra se puede
analizar con una carta np.
- Para determinar los limites de control primero debemos calcular
Tabla 5.11. muestra de inspecciones y pruebas finales de un producto textil
Lote Muestra
Prendas
Defectuosas Lote Muestra
Prendas
Defectuosas
1 120 9 11 120 10
2 120 6 12 120 20
3 120 10 13 120 12
4 120 8 14 120 10
5 120 5 15 120 10
6 120 5 16 120 0
7 120 14 17 120 13
8 120 12 18 120 5
9 120 9 19 120 6
10 120 8 20 120 11
suma total 2400 183
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 145
Los lmites de control ser
Lmite Superior
() ( )
Lmite Central ()
Lmite Inferior
() ( )
Obtenidos los lmites se genera la grfica de control
En la grfica se puede observar que el proceso no funcion de manera estable ya que
el nmero de prendas defectuosas en la muestra del lote 12 es mayor que el lmite
superior, mientras que en la muestra del lote 16 el nmero de defectuosos es menor
p n LC =
) 1 ( 3 p p n p n LCI =
) 1 ( 3 p p n p n LCS + =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 146
que el lmite inferior. De aqu que se tenga una evidencia objetiva para afirmar que
en la fabricacin del lote 12 se presento una causa o situacin especial que
normalmente no est presente en el proceso y que lo empeor de forma seria;
mientras que en el lote 16 ocurri una causa especial que mejor el desempeo del
proceso de fabricacin. Es necesario localizar ambas causas, ya que as se estar en
posibilidades de prevenir la primera y en caso de no haber un error en el registro de
los datos fomentar la segunda.
Solucin del Problema con el SPSS
Paso 1. Generar la base de datos
Luego se debe llenar la base de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 147
Paso 2. Para generar el grfico de control debe realizar lo siguiente, ir a tem de
analizar bajar hasta control de calidad y buscar el grafico de control
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 148
Es este caso escogeremos el grfico np y en organizacin de los datos dar clip en los
casos son sub grupo.
Luego de haber escogido el tipo de grafico dar clip en definir.
Al dar clip en definir se obtiene la siguiente pantalla en la cual se debe colocar en
nmero de disconformes prendas defectuosas y en subgrupo se colocar la variable
lote, adems incluir el tamao de la muestra en este caso daremos check en
constante con el valor de 120
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 149
Una vez definido las variables y el valor de la muestra dar clip en aceptar.
Finalmente se generar el grfico de control np, es este grfico se obtienen los limites
de control junto a la grfica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 150
GRFICA DE CONTROL P FRENTE A GRFICA NP
Si el tamao del subgrupo es variable se tendr que optar por la grfica p, pero si el
tamao del subgrupo es constante estas grficas son la misma, salvo un cambio de
escala. Por ejemplo para convertir la grfica np de la grfica 10.2 en una carta p, basta
con dividir la escala entre el tamao de la muestra (120). De aqu que cuando se
quieren analizar las variables del tipo pasa no pasa en un proceso y se toman
muestras de tamao constante, el criterio para elegir entre la carta p y la np es segn
se prefiera entre proporcin de defectuosos o numero de defectuosos : en ocasiones
se considera que el nmero de defectuosos ofrece una cuantificacin ms directa de
la perdida de dinero que se est teniendo en el proceso, lo cual lleva a preferir la
grfica np en la que no es necesario calcular en proporcin por cada subgrupo. Por
otra parte con la grfica p es ms fcil evaluar en trminos porcentuales el nivel de
defectuosos en el proceso, pero es necesario recordar el tamao del lote para tener
una idea ms precisa de la prdida en que se est incurriendo.
GRFICO c (NMERO TOTAL DE DEFECTOS)
Es frecuente que al inspeccionar una unidad ( unidad representa un artculo , un lote
de artculos) se cuente el nmero de defectos que tiene en lugar de limitarse de
concluir que es o no defectuosa. Ejemplo en un zapato, en una prenda de vestir,
cada uno de estas unidades pueden tener ms de un defecto y no necesariamente
se considera al producto o unidad como defectuosa.
En trminos generales , las variables mencionadas se pueden ver como el nmero de
eventos que ocurren por unidad y tienden a comportarse de acuerdo con la
distribuccin de Poisson. Las variables que se ajusten de emanera moderada a esta
distribucin se pueden examinar a travs de las grfica c y u que analizan el nmero
de defectos pos usb grupo o muestra (grafica c) o el nmero promedio de defectos
por unidad (grfica u)
El objetivo de la grfica c es analizar la variabilidad del nmero de defectos por
subgrupo, cuando el tamao de este se mantiene constante. En esta grfica c
i
que
es igual al nmero de defectos en el i-esimo subgrupo (muestra).
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 151
Los lmites de control se obtiene suponiendo que el estadstico c
i
sigue una
distribucin de Poisson; por lo tanto , las estimaciones de la media y la desviacin
estnadar :
Los lmites de control son obtenidos a partir de:
Lmite superior.
Lmite central
Lmite Inferior
Ejemplo. En una carpintera se inspecciona al detalle el acabado de las mesas,
cuando salen del rea de pintado. La cantidad de defectos que son encontrados en
cada silla son registrados con el fin de conocer y mejorar el proceso.
En la tabla se muestran los defectos encontrados en las ltimas 30 sillas.
Tabla 5.12 Datos del inspeccin de acabado de mesas
Mesas
Defectos
ci Mesas
Defectos
ci
1 7 16 12
2 5 17 8
3 10 18 10
4 2 19 4
5 6 20 7
6 5 21 3
7 4 22 10
8 9 23 6
9 7 24 6
10 8 25 7
11 6 26 4
12 7 27 5
13 8 28 6
14 4 29 8
15 5 30 5
c c LCS 3 + =
c LC =
c c LCI 3 =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 152
Solucin
De la tabla 5.13 se obtiene que el nmero promedio de defectos por unidad
Tabla 5.13 Nmero promedio de defectos por unidad
Lmite superior.
Lmite central
Lmite Inferior
mesa Defectos ci silla mesa
1 7 16 12
2 5 17 8
3 10 18 10
4 2 19 4
5 6 20 7
6 5 21 3
7 4 22 10
8 9 23 6
9 7 24 6
10 8 25 7
11 6 26 4
12 7 27 5
13 8 28 6
14 4 29 8
15 5 30 5
191 Total
c c LCS 3 + =
4 , 6 = = c LC
c c LCI 3 =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 153
Como se puede observar el LCI es negativo, pero como no puede haber cantidades
negativas de defectos, entonces el lmite inferior se iguala a cero.
Luego de haber obtenido los lmites se dibuja la grfica c
Figura 6.1. Grafico de Control c
Como se observa en la grafica el proceso estuvo funcionando de manera estable , ya
que no hay puntos fuera de los lmites de control.
El mismo ejercicio ser desarrollado por el SPSS
Paso 1. Generar la base de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 154
Luego se debe llenar la base de datos
Paso 2. Para generar el grfico de control debe realizar lo siguiente, ir a tem de
analizar bajar hasta control de calidad y buscar el grafico de control
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 155
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico.
Es este caso escogeremos el grfico c y en organizacin de los datos dar clip en los
casos son unidades
Luego de haber escogido el tipo de grafico dar clip en definir.
Al dar clip en definir se obtiene la siguiente pantalla en la cual se debe colocar en
caractersticas (defectos) y en sub grupo (mesa).
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 156
Una vez definido las variables y el valor de la muestra dar clip en aceptar.
Finalmente se generar el grfico de control c, es este grfico se obtienen los limites
de control junto a la grfica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 157
GRFICO u (NMERO DE DEFECTOS POR UNIDAD)
La grfica u analiza la variacin del nmero promedio de defectos por artculo o por
unidad de referencia. Se usa cuando el tamao del subgrupo no es constante.
En esta grfica un subgrupo lo forman varias unidades. De manera que para cada
subgrupo se grafica.
Donde c
i
es la cantidad de defectos en el subgrupo i y n
i
es el tamao del subgrupo i.
Para calcular los lmites es necesario estimar la media y la desviacin estndar del
estadstico u
i
, que bajo supuesto de que c
i
sigue una distribucin de Poisson
resultando:
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 158
Donde n es el tamao de subgrupo. De esta manera, los lmites de control en la carta
u estn dados por :
Lmite superior.
Lmite central
Lmite Inferior
Ejercicios.
1. En la Casa de Motos S.A, ensamblan mototaxis y al final del proceso se realiza
una inspeccin por muestreo para detectar defectos. en la tabla 9.4 se presentan el
nmero de defectos en muestreos realizados en 25 lotes consecutivos de
motototaxis. El nmero de mototaxis inspeccionados en cada lotes es variable.
Tabla 5.14 Defectos en mototaxis
Tamao de
la muestra
defectos
encontrados Lote
Tamao de
la muestra
defectos
encontrados
20 16 16 32 34
22 24 17 32 32
21 17 18 32 36
21 27 19 32 31
15 16 20 30 32
18 18 21 30 34
16 16 22 16 12
18 20 23 18 15
23 26 24 16 31
23 11 25 15 18
23 26 26 17 19
28 32 27 17 18
28 23 28 17 22
30 48 29 17 26
26 30 30 17 28
n u u LCS / 3 + =
u LC =
n u u LCI / 3 =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 159
Solucin
Como el nmero de mototaxis inspeccionados por lote es variable, por lo que no es
apropiado aplicar la carta c. Es mejor analizar el nmero promedio de defectos por
mototaxi u
i
. Para calcular los lmites de control a partir de la tabla 5. 15se tiene :
Tabla 5.15 Nmero promedio de defectos por mototaxi u
i
.
Lote
Tamao
de la
muestra
defectos
encontrad
os ui=ci/ni Lote
Tamao de
la muestra
defectos
encontrados ui=ci/ni
1 20 16 0.80 16 32 34 1.06
2 22 24 1.09 17 32 32 1.00
3 21 17 0.81 18 32 36 1.13
4 21 27 1.29 19 32 31 0.97
5 15 16 1.07 20 30 32 1.07
6 18 18 1.00 21 30 34 1.13
7 16 16 1.00 22 16 12 0.75
8 18 20 1.11 23 18 15 0.83
9 23 26 1.13 24 16 31 1.94
10 23 11 0.48 25 15 18 1.20
11 23 26 1.13 26 17 19 1.12
12 28 32 1.14 27 17 18 1.06
13 28 23 0.82 28 17 22 1.29
14 30 48 1.60 29 17 26 1.53
15 26 30 1.15 30 17 28 1.65
Suma total 670 738
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 160
Como el tamao del subgrupo o muestra es variable, se tiene dos alternativas: usar el
tamao de subgrupo promedio o construir una grfica de control con lmites variables.
Se realizarn ambas. El tamao del subgrupo promedio se obtiene dividiendo el total
de unidades inspeccionadas (670) entre el nmero de subgrupo (30); de esta manera;
,
Lmite superior.
Lmite central
Lmite Inferior
Despus de obtener los lmites obtendremos la grfica
u LC =
n u u LCI / 3 =
n u u LCS / 3 + =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 161
Figura 5.6. Grfica de control u para mototaxis defectuosos
El ejercicio ser desarrollado por el SPSS
Paso 1. Generar la base de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 162
Luego se debe llenar la base de datos
Paso 2. Para generar el grfico de control u debe realizar lo siguiente, ir a tem de
analizar bajar hasta control de calidad y buscar el grafico de control
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico c,u, en organizacin de datos dar clip en los casos son
subgrupos, luego dar clip en definir.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 163
Es este caso escogeremos el grfico u
En esta ventana en organizacin de los datos dar clip en los casos son subunidades,
luego en nmero de disconformidades colocar (defectos encontrados) y en subgrupo
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 164
colocar lotes, en tamao de la muestra a pesar de que en este ejercicio es variable
aqu debemos colocar el promedio que es de 22.
Luego de haber escogido el tipo de grafico dar clip en aceptar. Finalmente se
generar el grfico de control u, es este grfico se obtienen los limites de control junto
a la grfica.
Si observamos los datos del ejercicio, podemos ver que el tamao de muestra es
variable. En el software podemos obtener esta grfica
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 165
Lo primero es que en lote se debe colocar el tamao de la muestra de la tabla.
1. En este caso se generar una nueva base de datos.
2. Al llenar la base de datos se debe colocar el tamao de la muestra.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 166
Luego ir a Analizar y ubicar control de calidad y luego grficos de control
Al dar clip en grficos de control se obtendr la siguiente pantalla.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 167
Se escoger la grafica c,u , luego dar clip en definir, as obtendremos la siguiente
pantalla.
Aqu en nmero de disconformidades colocar defectos encontrados y en tamao de
muestra colocar variable y colocar tamao de la muestra finalmente dar clip en
aceptar.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 168
Finalmente obtendremos la siguiente grfica
GRFICA DE CONTROL PARA VARIABLES
La grfica de control para variables se aplican a caractersticas de calidad de tipo
continuo, aquellas que requieren un instrumento de medicin (peso, volumen,
voltaje, longitud, humedad, actividad de agua, resistencia, temperatura, etc).
Una grfica de control para variables es un trazo estadstico que por lo general se
calcula a partir de los sub grupos que muestran la conducta de una caracterstica de
proceso con el transcurso del tiempo.
Las grficas para variables ms usuales son :
( )
R (rangos)
S( desviacin estndar)
X ( medias individuales)
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 169
GRFICO DE LA MEDIA
El grfico de control de Shewhart es el dispositivo estadstico ms popular para
supervisar la media de un proceso industrial. Su popularidad se debe a su simplicidad
y efectividad en general.
Lmite Superior:
Lmite central :
Lmite Inferior :
A2 se encuentran en la tabla A1 (anexo 1)
GRFICA DEL RANGO
Con esta grfica se detectaran los cambios o magnitud de la variacin del proceso.
Los lmites de control para la grfica de control del rango tenemos:
Limite Superior:
Limite central :
Lmite Inferior:
A2 se Hallan en la tabla A1
R A LCS
2
+ = X
X LC =
R A LCI
2
= X
R LCS
4
D =
R = LC
R LCI
3
D =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 170
Ejercicio. Se desea conocer la variabilidad del proceso de llenado de fresas
congeladas a fin de determinar qu porcentaje de los pesos se encuentran arriba del
peso nominal de 100 gramos. Para tal efecto se colectan 5 bolsas y se registran los
pesos considerando la variabilidad en decimas de gramos. Los datos son registrados
en la siguiente tabla
Tabla 5.16. Pesos de llenado de bolsas de fresas congeladas
GRFICA DE DESVIACIN ESTANDAR
Limite Superior:
Limite central :
Limite Inferior :
B3 y B4 se Hallan en la tabla A1
Si tenemos el tamao de cada subgrupo es de n.
La desviacin estndar de cada muestra se calcula de la forma usual:
S
S LCS
4
B =
S = LC
S B
3
LCI =
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 171
GRFICA DE MEDIA Y DESVIACIN ESTANDAR
Ejercicio. Se desea establecer un grfico de control para el peso de llenado de
envases de Yogurt. El peso nominal es 115 grs y la especificacin 5 grs. A lo largo
de 25 das se ha tomado cada 2 horas (4 muestras por da) muestras constituidas por
4 envases consecutivos. Los pesos obtenidos, que para comodidad de clculo se
expresan en exceso sobre 100 g. Se recogen a continuacin:
Tabla 5.17 : Peso del llenado de envases de Yogurt.
Muestra peso1 peso2 peso3 peso4
1 15,8 16 17,4 17,8
2 17 16,4 13,4 12,4
3 12,8 14,7 15,1 14,2
4 14,5 15,6 13,3 17,8
5 15,1 16,2 15,3 12,5
6 15,1 16,3 14,8 16,1
7 16,7 16 15 15,7
8 15,1 14,9 13,9 13,5
9 14,2 15,6 15,5 14,9
10 14,1 13,2 13,9 14,1
11 13,8 15,3 13,6 13,9
12 15,2 14,5 14,7 13,6
13 16,1 14,9 14 14
14 14,4 13,2 15,9 13,1
15 14,3 18,3 14,7 13,3
16 19,4 16,9 14,9 14,7
17 12,9 17,1 14,7 13,8
18 14,5 12,8 11,9 13,9
19 16,6 13,4 14,3 16,9
20 17,3 14,8 17,5 15
21 19,5 17,1 15 14,5
22 12,5 14,7 14,8 14,2
23 15,1 16 15,4 13,2
24 14,2 15,3 15,5 14,7
25 19,2 16,8 15,2 14,9
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 172
- Generar una grfica de control media - rango
- Utilizando la misma informacin realizar un grfico media- desviacin estndar.
- Interprete los resultados
Solucin.
1) Calcular la media y el rango de cada muestra o subgrupo.
Tabla 5.18. Peso promedio y rango del llenado de envases de Yogurt
muestra peso 1 peso 2 peso 3 peso 4 Promedio Rango
Desviacin
estndar
1 15.8 16 17.4 17.8 16.75 2 1.00
2 17 16.4 13.4 12.4 14.8 4.6 2.24
3 12.8 14.7 15.1 14.2 14.2 2.3 1.00
4 14.5 15.6 13.3 17.8 15.3 4.5 1.91
5 15.1 16.2 15.3 12.5 14.775 3.7 1.59
6 15.1 16.3 14.8 16.1 15.575 1.5 0.74
7 16.7 16 15 15.7 15.85 1.7 0.70
8 15.1 14.9 13.9 13.5 14.35 1.6 0.77
9 14.2 15.6 15.5 14.9 15.05 1.4 0.65
10 14.1 13.2 13.9 14.1 13.825 0.9 0.43
11 13.8 15.3 13.6 13.9 14.15 1.7 0.78
12 15.2 14.5 14.7 13.6 14.5 1.6 0.67
13 16.1 14.9 14 14 14.75 2.1 0.99
14 14.4 13.2 15.9 13.1 14.15 2.8 1.31
15 14.3 18.3 14.7 13.3 15.15 5 2.18
16 19.4 16.9 14.9 14.7 16.475 4.7 2.19
17 12.9 17.1 14.7 13.8 14.625 4.2 1.81
18 14.5 12.8 11.9 13.9 13.275 2.6 1.16
19 16.6 13.4 14.3 16.9 15.3 3.5 1.72
20 17.3 14.8 17.5 15 16.15 2.7 1.45
21 19.5 17.1 15 14.5 16.525 5 2.28
22 12.5 14.7 14.8 14.2 14.05 2.3 1.07
23 15.1 16 15.4 13.2 14.925 2.8 1.21
24 14.2 15.3 15.5 14.7 14.925 1.3 0.59
25 19.2 16.8 15.2 14.9 16.525 4.3 1.97
promedios 15.04 2.83 1.30
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 173
75 , 16
4
8 , 17 4 , 17 0 , 16 8 , 15
4
4
1
. 1
=
+ + +
= =
= j
ij
X
X
R
1
= X
1,max
- X
1, min
=17,8 15,8 = 2.0
Asi sucesivamente se calcular para los dems
2) Calcular la media y rango promedio:
04 , 15
25
95 , 375
25
25
1
= = =
= i
i
X
X
83 , 2
25
8 , 70
25
25
1
= = =
= i
i
R
R
3) Calcular los lmites de control del grfico de medias.
025 , 17 832 , 2 729 , 0 038 , 15
2
= + = + = R A X LCS
X
9735 , 12 832 , 2 729 , 0 038 , 15
2
= = = R A X LCS
X
4) Calcular los lmites de control del grfico de rangos. Utilice los factores segn el
tamao de muestra.
4626 , 6 832 , 2 282 , 2
4
= = = R D LCS
R
00 . 0 832 . 2 000 . 0
3
= = = R D LCI
R
5) Graficar los promedios y rangos separadamente. Los grficos de control que
incluyen los lmites calculados se muestran en la siguiente grfica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 174
Grafico de control de medias.
N de muestra
X
-
b
a
r
r
a
LCI=12.97
LCS=17.10
LC=15.038
0 5 10 15 20 25
12
13
14
15
16
17
18
Grafico de control R.
N de muestra
R
a
n
g
o
,
R
LC= 2.83
LCS=6.46
LCI=0.00
0 5 10 15 20 25
0
2
4
6
8
6) En el grfico de medias, se verifica que no hay ningn valor que salga de los lmites.
En caso contrario, elimine el o los valores y recalcule los lmites.
En el rango de rangos, no hay ningn punto fuera de los lmites de control en caso
contrario, elimine el o los valores y recalcule los lmites.
7) Interprete los grficos de control.
Grfico X : Variacin aleatoria.
Grfico R: Patrn no aleatorio y ciclos. Existe una racha de 8 puntos consecutivos
debajo de la lnea central.
Decisin: No, instalar los grficos e investigar las causas para eliminarlas, luego repetir
el estudio.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 175
Utilizando la misma informacin del ejemplo anterior, calcular un grfico media-
desviacin estndar.
1) Calcular la media y el rango de cada muestra o subgrupo. Por ejemplo:
75 . 16
4
8 . 17 4 . 17 0 . 16 8 . 15
4
4
1
. 1
=
+ + +
= =
= j
ij
X
X
9983 . 0
3
99 . 2
1
) (
4
1
2
1 1
1
= =
=
=
n
X X
S
j
j
2) Calcular la media y la desviacin estndar promedio:
038 . 15
25
95 , 375
25
25
1
= = =
= i
i
X
X
3 , 1
25
94 , 32
25
25
1
= = =
= i
i
S
S
3) Calcular los lmites de control del grfico de medias.
1475 . 17 2958 . 1 628 . 1 038 . 15
3
= + = + = S A X LCS
X
9284 . 12 2958 . 1 628 . 1 038 . 15
3
= = = S A X LCS
X
4) Calcular los lmites de control del grfico de desviaciones. Utilice los factores segn
el tamao de muestra.
9363 . 2 2958 . 1 266 . 2
4
= = = S B LCS
S
00 . 0 2958 . 1 000 . 0
3
= = = S B LCI
S
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 176
5) Graficar los promedios y desviaciones estndar separadamente. Los grficos de
control que incluyen los lmites calculados se muestran enseguida.
:
Grafico de control de medias.
N de muestra
X
b
a
r
r
a
LC = 15.04
LCS=17.15
LCI=12.93
0 5 10 15 20 25
12
13
14
15
16
17
18
Grfico de control S
N de muestra
D
e
s
v
i
a
c
i
n
e
s
t
n
d
a
r
,
S
LC = 1.30
LCI = 0.00
LCS = 2.94
0 5 10 15 20 25
0
0,5
1
1,5
2
2,5
3
6) Tanto en el grfico de la media como el de la desviacin, se verifica que no hay
ningn valor que salga de los lmites de control.
7) Interprete los grficos de control.
Grfico X : Variacin aleatoria.
Grfico R: Patrn no aleatorio y ciclos. Existe una racha de 8 puntos consecutivos
debajo de la lnea central.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 177
Decisin: No, instalar los grficos e investigar las causas que afectan a la variabilidad
para eliminarlas, luego repetir el estudio.
A Continuacin se realizar el ejercicio con el SPSS
Paso 1. Generar la base de datos
Luego se debe llenar la base de datos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 178
Paso 2. Para generar el grfico de control por variable debe realizar lo siguiente, ir a
tem de analizar bajar hasta control de calidad y buscar el grafico de control
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico por variable, en organizacin de datos dar clip en los casos
son unidades, luego dar clip en definir.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 179
Al dar clip a grfico en definir escogeremos el grfico por variables
En esta ventana en medida del proceso colocar peso y en subgrupos definidos por
das, en grficos dar clip en x- barra con rango.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 180
Luego de haber escogido el tipo de grafico dar clip en aceptar. Finalmente se
generar los grficos de control de media, rango, es estos grficos se obtienen los
lmites de control junto a la grfica.
Los grficos obtenidos tenemos
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 181
Utilizando la misma informacin del ejemplo anterior, calcular un grfico media-
desviacin estndar.
Como la base de datos ya est generada solo debemos ir a Analizar, bajar hasta
control de calidad y buscar el grfico de control.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 182
Al dar clip en grfico de control obtendremos la siguiente ventana en esta podemos
escoger el tipo de grfico por variable, en organizacin de datos dar clip en los casos
son unidades, luego dar clip en definir.
Luego al dar clip en definir se obtiene la siguiente ventana. Aqu se escoge el tipo de
grfico x-barra con desviacin tpica.
Al dar clip en aceptar se tiene la siguiente grfica de medias y desviacin tpica.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 183
Figura 5.7. Grfica de control de media:peso
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 184
Figura 5.8. Grfica de control de desviacin: peso
SEALES DE FALTA DE CONTROL
Para que una grfica de control sea correctamente interpretada debe estar
conformada por lo menos por 20 puntos.
Una vez que ya se ha instalado una grfica de control, es decir, una vez que ya se han
determinado los lmites de superior y e inferior, se puede afirmar que el proceso est
fuera de control en las siguientes situaciones:
Al menos un punto ms all de los lmites de control.
Racha: si hay 7 puntos consecutivos a un lado de la lnea central, si 10 de 11
puntos consecutivos estn a un lado de la lnea central, 12 de 14, 16 de 20.
Tendencia: si forman una curva contina ascendente o descendente.
Acercamiento de los lmites de control: si 2 de 3 puntos consecutivos est
comprendidos entre 2 y 3.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 185
Acercamiento de la lnea central: si la mayora de los puntos estn entre -1.5 y
+1.5. Esto se debe a que las muestras se han tomado en forma inapropiada.
Periodicidad: si hay tendencia ascendente y descendente para casi el mismo
intervalo.
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 186
BIBLIOGRAFIA.
[1]. Norma ISO 9000:2005. Sistemas de Gestin la Calidad _ Fundamentos y
Vocabularios.
[2]. H. Gutirrez, Control Estadstico de la Calidad y Seis Sigma. Ed. Mc Graw Hill.
Mxico 2007.
[3]. O Tinoco, S.Crispin. Estadstica Bsica. Fondo Editorial UCH. 2007.
[4] D. Montgomery. "Control Estadstico de la Calidad" ED. Iberoamrica. Mxico 1995
[5] Kume Hitoshi: "Herramientas Estadsticas Bsicas para el mejoramiento de la calidad"
ED. Norma, Colombia 1992
Herramientas y Control Estadstico de la Calidad
Ing. Martha Tesn Arroyo 187
ANEXO
FACTORES PARA EL CLCULO DE LOS LMITES DE CONTROL DE LOS
GRFICOS DE CONTROL POR VARIABLES. [4]
(CRITERIO 3)
También podría gustarte
- Seis Sigma. Métodos Estadísticos y Sus AplicacionesDocumento138 páginasSeis Sigma. Métodos Estadísticos y Sus Aplicacionesfdodelarosa100% (1)
- As I Analisis de Colas o Filas de EsperaDocumento7 páginasAs I Analisis de Colas o Filas de EsperaPeto FeriaAún no hay calificaciones
- Control Estadístico de La CalidadDocumento106 páginasControl Estadístico de La CalidadBeto YañezAún no hay calificaciones
- Teoría de ProbabilidadDocumento29 páginasTeoría de ProbabilidadJohanQuirozAún no hay calificaciones
- Teoria de Colas IIDocumento86 páginasTeoria de Colas IIGraciela AguilarAún no hay calificaciones
- Graficas de Control Por VariablesDocumento22 páginasGraficas de Control Por VariablesAngel OcampoAún no hay calificaciones
- Control Estadistico CompletoDocumento405 páginasControl Estadistico CompletoJudith LugoAún no hay calificaciones
- Diseño de Juegos GerencialesDocumento44 páginasDiseño de Juegos GerencialesHeidy Roxana Lopez VelizAún no hay calificaciones
- Calculo Del Nivel de Calidad Six SigmaDocumento7 páginasCalculo Del Nivel de Calidad Six SigmaFernando Cobeña MaciasAún no hay calificaciones
- Core Tools de Calidad Análisis Del Sistema de Medición MSA: Conforme A La Cuarta Edición de La AIAGDocumento60 páginasCore Tools de Calidad Análisis Del Sistema de Medición MSA: Conforme A La Cuarta Edición de La AIAGAngel MedinaAún no hay calificaciones
- Control Estadistico de CalidadDocumento46 páginasControl Estadistico de CalidadNORMA REYESAún no hay calificaciones
- Toma de Decisiones EjercicioDocumento4 páginasToma de Decisiones EjercicioAlberto Xithe MaxthaAún no hay calificaciones
- Cartas de Control2Documento52 páginasCartas de Control2Katia Hoyos TuiranAún no hay calificaciones
- Manual de Prácticas de La Implementación Seis SigmaDocumento226 páginasManual de Prácticas de La Implementación Seis SigmaCarmenAún no hay calificaciones
- Cartas de Control Por VariablesDocumento18 páginasCartas de Control Por VariablesErnesto Rodríguez100% (1)
- Amef para HacerDocumento73 páginasAmef para HacerCheco Gallo RomeroAún no hay calificaciones
- Takt Time CostosDocumento17 páginasTakt Time CostosJunior JulioAún no hay calificaciones
- Cadena de SuministroDocumento26 páginasCadena de SuministroAlexis Macías HolguínAún no hay calificaciones
- Tesis Msa-V1 PDFDocumento127 páginasTesis Msa-V1 PDFGabriel BermudezAún no hay calificaciones
- Diez Pasos de Motorola para La Mejora de ProcesosDocumento4 páginasDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaAún no hay calificaciones
- Fundamentos de La Teoría de Restricciones PDFDocumento15 páginasFundamentos de La Teoría de Restricciones PDFLois JulcaAún no hay calificaciones
- Capacidad de ProcesosDocumento37 páginasCapacidad de Procesosjnavarro2084Aún no hay calificaciones
- El Modelo Integral de Las Brechas Sobre Calidad en El ServicioDocumento6 páginasEl Modelo Integral de Las Brechas Sobre Calidad en El ServicioMarysabel EnriquezAún no hay calificaciones
- S10-Fase Controlar Six SigmaDocumento18 páginasS10-Fase Controlar Six SigmaJorge Rojas GeldresAún no hay calificaciones
- Herramientas de Calidad en El Control Estadístico de CalidadDocumento13 páginasHerramientas de Calidad en El Control Estadístico de CalidadBary BassAún no hay calificaciones
- Ingenieria de Metodos 2 2Documento32 páginasIngenieria de Metodos 2 2Lionel Zevallos MejiaAún no hay calificaciones
- Herramienta ARENADocumento6 páginasHerramienta ARENADanny Yohel SorianoAún no hay calificaciones
- 7 Tema 7 - Teoria de Probabilidades PDFDocumento51 páginas7 Tema 7 - Teoria de Probabilidades PDFJoseph Rolando Bernal MincholaAún no hay calificaciones
- Plantilla DMAICDocumento32 páginasPlantilla DMAICJoan FloresAún no hay calificaciones
- Control Estadístico de La Calidad - Unidad 2Documento53 páginasControl Estadístico de La Calidad - Unidad 2Guillermo LeyvaAún no hay calificaciones
- Estadistica en Una EmpresaDocumento4 páginasEstadistica en Una EmpresaSebastian Cruz HernandezAún no hay calificaciones
- Calidad Enfocada ClienteDocumento116 páginasCalidad Enfocada ClienteVictoria HidalgoAún no hay calificaciones
- Técnicas de Medición de Capacidad de Procesos para AtributosDocumento8 páginasTécnicas de Medición de Capacidad de Procesos para AtributosJulio TerronesAún no hay calificaciones
- Control Estadistico de La CalidadDocumento19 páginasControl Estadistico de La CalidadJeferson Mendoza100% (1)
- Funciones de Asociación ComprasDocumento4 páginasFunciones de Asociación ComprasLupita Dominguez ChanAún no hay calificaciones
- Muestreo de Aceptación - OriginalDocumento57 páginasMuestreo de Aceptación - OriginalSergio Oswaldo Paniagua MontoyaAún no hay calificaciones
- 202 - Matriz de DecisiónDocumento12 páginas202 - Matriz de DecisiónDiana Rocio Neyoy ValenzuelaAún no hay calificaciones
- Trabajo Metodo AmefDocumento19 páginasTrabajo Metodo AmefBeatriz DC RinconAún no hay calificaciones
- Control Estadístico de La Calidad Un Enfoque Creat... - (PG 29 - 40)Documento12 páginasControl Estadístico de La Calidad Un Enfoque Creat... - (PG 29 - 40)Eric García RiveraAún no hay calificaciones
- DMAICDocumento8 páginasDMAICAldo AlmerazAún no hay calificaciones
- Plan de CalidadDocumento3 páginasPlan de CalidadDianithaGarciaAún no hay calificaciones
- MPSDocumento5 páginasMPSAdriana GalloAún no hay calificaciones
- PDF - Gestión de La CalidadDocumento349 páginasPDF - Gestión de La CalidadCarlitos RamirezAún no hay calificaciones
- Graficas de Control Por AtributosDocumento27 páginasGraficas de Control Por AtributosMarleny PiscisAún no hay calificaciones
- Libro PDFDocumento187 páginasLibro PDFlalo_gamarraAún no hay calificaciones
- Trabajo de TitulaciónDocumento148 páginasTrabajo de TitulaciónAnitaAún no hay calificaciones
- 2 Lectura CONTROL DE GESTIÓN PDFDocumento121 páginas2 Lectura CONTROL DE GESTIÓN PDFClóset De VainillaAún no hay calificaciones
- Herrambientas Lean Manufacturing en El Proceso de Empaque de Una FarmaceuticaDocumento91 páginasHerrambientas Lean Manufacturing en El Proceso de Empaque de Una FarmaceuticaAldo Del CastilloAún no hay calificaciones
- Definiciones BPMDocumento96 páginasDefiniciones BPMheidimar acostaAún no hay calificaciones
- Bc-Tes-Tmp-184 Contreras SalazarDocumento89 páginasBc-Tes-Tmp-184 Contreras SalazarJorge MorejonAún no hay calificaciones
- Claudio Loayza Pedro Mejora Procesos Taller MecanicoDocumento103 páginasClaudio Loayza Pedro Mejora Procesos Taller Mecaniconiltonroblesllaulli976Aún no hay calificaciones
- Tesis Iso22000 Pucp PDFDocumento114 páginasTesis Iso22000 Pucp PDFCesar LapaAún no hay calificaciones
- 0 "Mejoramiento Del Proceso Productivo en La Obtención de Pan de Molde Mediante La Metodología de Las 5s"Documento185 páginas0 "Mejoramiento Del Proceso Productivo en La Obtención de Pan de Molde Mediante La Metodología de Las 5s"Rosario Marza Caro100% (1)
- Bolo 7 Grupo 7 AdministraciónDocumento34 páginasBolo 7 Grupo 7 AdministraciónBegonia IndiraAún no hay calificaciones
- Tesis SLYM 31.12.2020Documento101 páginasTesis SLYM 31.12.2020JackiiÑañaAún no hay calificaciones
- Estrategias para El Desempeno Laboral Atraves de Capacitaciones PDFDocumento239 páginasEstrategias para El Desempeno Laboral Atraves de Capacitaciones PDFSantiago VargasAún no hay calificaciones
- 1 Diseño para La Implementación de La Metodología Seis Sigmas Una Línea de Producción de Queso FrescoDocumento121 páginas1 Diseño para La Implementación de La Metodología Seis Sigmas Una Línea de Producción de Queso FrescoJoan VelezAún no hay calificaciones
- Propuesta Trapiches PDFDocumento132 páginasPropuesta Trapiches PDFyessica tapiaAún no hay calificaciones
- Pruebas selectivas en la auditoría - 2da ediciónDe EverandPruebas selectivas en la auditoría - 2da ediciónAún no hay calificaciones
- 03 MN Programacion MatlabDocumento14 páginas03 MN Programacion MatlabAmado MalcaAún no hay calificaciones
- 02 MN Archivos de FuncionDocumento22 páginas02 MN Archivos de FuncionAmado MalcaAún no hay calificaciones
- 04 MN Programacion MatlabDocumento43 páginas04 MN Programacion MatlabAmado MalcaAún no hay calificaciones
- 0000curso Interactivo de Física en InternetDocumento5 páginas0000curso Interactivo de Física en InternetAmado MalcaAún no hay calificaciones
- Cap02-03 - 03 04 2018Documento42 páginasCap02-03 - 03 04 2018Amado MalcaAún no hay calificaciones
- 102Documento2 páginas102Amado MalcaAún no hay calificaciones
- 1.1.logica - Ricardo Garcia Damborenea - El Arte de Razonar, Persuadir y Refutar - 397pp - Emul - DICCIONARIO de FALACIASDocumento397 páginas1.1.logica - Ricardo Garcia Damborenea - El Arte de Razonar, Persuadir y Refutar - 397pp - Emul - DICCIONARIO de FALACIASAmado MalcaAún no hay calificaciones
- Cab Bca Abc Cba AbcDocumento2 páginasCab Bca Abc Cba AbcAmado MalcaAún no hay calificaciones
- Ababab: Dcba Abcd CADocumento3 páginasAbabab: Dcba Abcd CAAmado MalcaAún no hay calificaciones
- 01 Me 3-100 Brigada de CaballeríaDocumento87 páginas01 Me 3-100 Brigada de CaballeríaARTURO MANUEL MENDOZA LÓPEZAún no hay calificaciones
- Proceso de Desaduanamiento de MercancíasDocumento8 páginasProceso de Desaduanamiento de MercancíasJuliana MoralesAún no hay calificaciones
- PDOT JimaDocumento245 páginasPDOT JimaFredy DominguezAún no hay calificaciones
- Sistemas Embebidos 1.1Documento26 páginasSistemas Embebidos 1.1Marlon AlbanAún no hay calificaciones
- Reglamento de Aparatos A Presion-Orden 1244 de 04-04-1979Documento2 páginasReglamento de Aparatos A Presion-Orden 1244 de 04-04-1979arreburraAún no hay calificaciones
- Proyecto Farmacia. MAYA BONO TORODocumento23 páginasProyecto Farmacia. MAYA BONO TOROMaya Bono ToroAún no hay calificaciones
- Guion PracticasDocumento38 páginasGuion PracticasRicardo mir100% (1)
- Accidente en Fabrica de ArepasDocumento20 páginasAccidente en Fabrica de ArepasluzAún no hay calificaciones
- Docsity Propedeutica Clinica Exploracion de Cabeza y CuelloDocumento73 páginasDocsity Propedeutica Clinica Exploracion de Cabeza y CuelloMonse AlcalaAún no hay calificaciones
- PC1 - Informe Sobre EntrevistasDocumento3 páginasPC1 - Informe Sobre EntrevistasRenzo Tipula RamosAún no hay calificaciones
- Evidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de HerramientasDocumento9 páginasEvidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de Herramientaspablo50% (4)
- Cuidado Espalda AficheDocumento1 páginaCuidado Espalda AficheSlr Oscar GualterosAún no hay calificaciones
- Detalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludDocumento13 páginasDetalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludIrex FalconAún no hay calificaciones
- Pdvsa: Manual de Ingeniería de DiseñoDocumento14 páginasPdvsa: Manual de Ingeniería de Diseñomaiderlin mendezAún no hay calificaciones
- FRIODocumento126 páginasFRIOedomartAún no hay calificaciones
- 7.2 Técnicas EspecialesDocumento9 páginas7.2 Técnicas EspecialesDrbox15Aún no hay calificaciones
- Ud PrimaveraDocumento22 páginasUd PrimaveraevaAún no hay calificaciones
- Nif Serie B Clase 4 Nif B-2 Gva 03.06.22Documento83 páginasNif Serie B Clase 4 Nif B-2 Gva 03.06.22Ricardo GasparAún no hay calificaciones
- Laboratorio 2 Control (Diana Ovalle)Documento9 páginasLaboratorio 2 Control (Diana Ovalle)johnyAún no hay calificaciones
- Protectores - 03 Fuego Nocturno - Lisa Marie RiceDocumento330 páginasProtectores - 03 Fuego Nocturno - Lisa Marie RiceElizabeth100% (1)
- Manual Graphedit PDFDocumento27 páginasManual Graphedit PDFmveamonteAún no hay calificaciones
- Modelo Scamper en Busca de La FelicidadDocumento4 páginasModelo Scamper en Busca de La FelicidadFidel Guerrero VásquezAún no hay calificaciones
- Principios de La ContabilidadDocumento8 páginasPrincipios de La ContabilidadJose HernandezAún no hay calificaciones
- Cap 02Documento95 páginasCap 02Sawsan Matos YabroudiAún no hay calificaciones
- Manual Calculadora m240Documento262 páginasManual Calculadora m240Manolo BareaAún no hay calificaciones
- Modelo de Contrato de Trabajo para Trabajador Migrante AndinoDocumento3 páginasModelo de Contrato de Trabajo para Trabajador Migrante AndinoDoris Cárdenas100% (1)
- Indices PleDocumento50 páginasIndices PleMELANY ESTHER ALVAREZ ZUÑIGAAún no hay calificaciones
- Wikipedia - ACIIDocumento11 páginasWikipedia - ACIIElias Guzman RomeroAún no hay calificaciones
- Los AntisepticosDocumento14 páginasLos AntisepticosDiana BecerraAún no hay calificaciones
- Examen Final Semana 8 Investigación de OperacionesDocumento15 páginasExamen Final Semana 8 Investigación de OperacionesWilmerAún no hay calificaciones