Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Laminacion Proceso
Laminacion Proceso
Cargado por
iagoramonDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Laminacion Proceso
Laminacion Proceso
Cargado por
iagoramonCopyright:
Formatos disponibles
Mquina de Perfilar Chapa en fro Pg.
1
ndice del Anexo B
NDICE DEL ANEXO B_________________________________________ 1
1. INTRODUCCIN ANEXO B _________________________________ 3
1.1. Ubicacin del motor........................................................................................3
1.2. Explicacin de los rganos principales de transmisin y de deformacin.....4
2. CLCULO DEL MOTOR ___________________________________ 6
2.2. Anlisis de los requisitos de potencia ............................................................6
2.2.1. Anlisis de la potencia necesaria de deformacin de la chapa......................... 6
2.2.2. Anlisis de la potencia necesaria para vencer la friccin.................................. 7
2.2.3. Potencia total .................................................................................................. 16
2.3. Seleccin del grupo motor............................................................................16
2.3.1. Condiciones que debe cumplir el motor elctrico ........................................... 17
2.3.2. Caractersticas principales de los motores de corriente alterna...................... 21
2.3.3. Procedimientos de arranque de las mquinas de perfilado en fro................. 21
2.3.4. Reductor de velocidad .................................................................................... 22
2.4. Eleccin del motor-reductor .........................................................................23
2.4.1. 1 eleccin con factor de servicio S1 .............................................................. 23
3. ESTUDIO DE LOS RGANOS DE TRANSMISIN______________ 32
3.1. Cadena.........................................................................................................32
3.1.1. Proceso de clculo de la cadena .................................................................... 32
3.1.2. Rendimiento.................................................................................................... 38
3.1.3. Tensin previa................................................................................................. 38
3.1.4. Lubricacin...................................................................................................... 39
3.2. Engranajes ...................................................................................................39
3.2.1. Diseo y requisitos del engranaje................................................................... 39
3.2.2. Clculo del engranaje ..................................................................................... 43
4. DISEO DEL RBOL_____________________________________ 50
4.1. Diseo resistente..........................................................................................50
4.1.1. Material elegido............................................................................................... 50
4.1.2. Teora de fallo adoptada ................................................................................. 51
4.1.3. Acciones sobre el rbol ................................................................................... 51
4.1.4. Clculo de los diagramas de momentos flectores y torsores que actan sobre
el rbol ............................................................................................................ 56
4.1.5. Eleccin del coeficiente de seguridad............................................................. 60
4.1.6. Clculo del dimetro del rbol considerando tensiones estticas................... 60
Pg. 2 ANEXO B: Clculos generales
4.1.7. Clculo a fatiga ............................................................................................... 61
4.1.8. Clculo de las tensiones en las seccin crtica............................................... 64
4.1.9. Clculo del coeficiente de seguridad para tensiones variables....................... 64
4.1.10. Comprobacin a rigidez.................................................................................. 65
5. ESTUDIO DE LOS ELEMENTOS AUXILIARES ________________ 69
5.1. Seleccin y comprobacin de los rodamientos ........................................... 69
5.1.1. Disposicin...................................................................................................... 69
5.1.2. Clculo de los rodamientos............................................................................. 70
5.2. Clculo del husillo........................................................................................ 72
5.3. Clculo de los dos pasadores...................................................................... 73
6. TABLAS _______________________________________________ 75
6.1. Tabla 6.1 Clculo de esfuerzos ................................................................ 75
6.2. Tabla 6.2 Calculo de solicitacin del eje................................................... 76
6.3. Tabla 6.3 Clculo de las inercias.............................................................. 77
Mquina de Perfilar Chapa en fro Pg. 3
1. Introduccin Anexo B
Tras el Anexo A, donde se ha hecho un estudio detallado sobre el diseo, criterios de
clculo y anlisis de la deformacin de la chapa en la mquina perfiladora; en este punto se
presentan los clculos ms detallados de los elementos propiamente mecnicos y de
carcter ms general dentro de la mecnica.
A pesar que para el clculo y seleccin de los elementos mecnicos y elctricos de que
consta la mquina es necesario un estudio detallado de los esfuerzos y deformaciones de
la chapa mediante herramientas de clculo y otros elementos informticos, el autor ha
realizado ciertas hiptesis de clculo para realizar la estimacin de los esfuerzos
involucrados.
Este apartado aborda un ejemplo de clculo, dimensionado y eleccin de los rganos
mecnicos y elctricos ms importantes que consta el proyecto. Por las dimensiones de la
mquina, no se incluyen todos los clculos de todos los elementos, pero s de los que el
autor considera ms importantes y significativos.
1.1. Ubicacin del motor
La ubicacin del motor merece una explicacin y comentario especial. Al pensar la mquina
como una serie de rodillos accionados por un nico motor, la ubicacin de este dentro del
conjunto debe ser tal para que se obtenga un buen funcionamiento con un mximo posible
de rendimiento.
Tal como muestran los planos del proyecto, el motor se ha colocado centrado en la
mquina, partiendo esta en dos mitades con la misma cantidad de etapas. La explicacin
se encuentra en que de esta forma la perdida de rendimiento por los rganos de
transmisin se minimiza. Es decir, en las etapas ms cercanas al motor, por lo tanto ms
centradas, el rendimiento de la transmisin es ms elevado que en las etapas extremas. La
razn se encuentra en que la potencia del motor se transmite en serie mediante
engranajes, por lo tanto cuantos menos engranajes intervengan en la transmisin mayor es
el rendimiento.
Si el motor se hubiese ubicado en un extremo, el rendimiento en la etapa ms lejano seria
muy bajo, necesitando un motor mayor para poder transmitir la potencia necesaria para la
deformacin de la chapa en esa etapa. Adems, centrando el motor, se aprecia que el
rendimiento y el aprovechamiento de este son mayores, esto se puede apreciar en la
Pg. 4 ANEXO B: Clculos generales
Grfica 1.1, donde se compara, en el caso de nuestro proyecto, la ubicacin centrada
frente a la ubicacin situada en un extremo.
Comparacin de la ubicacin del motor
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1 2 3 4 5 6 7 8 9 10 11 12
Etapas
R
e
n
d
i
m
i
e
n
t
o
Motor centrado
Motor en extremo
Grfica 1.1
El resultado queda aun ms latente con el rendimiento medio de los dos sistemas:
12
12
1
=
=
i
i
medio
=
=
586 , 0 _
727 , 0 _
med
med
extremo Motor
centrado Motor
Para ahorrar espacio, y hacer la mquina lo ms compacta posible, se ha pensado que la
ubicacin idnea del motor era colocarlo bajo la bancada, tal como muestran los planos de
conjunto. Adems esta disposicin escondida protege al operador de la mquina y al
personal que trabaje alrededor de posibles riesgos provocados con la interaccin con el
motor.
1.2. Explicacin de los rganos principales de transmisin y
de deformacin
Al ubicar el motor bajo la bancada, la distancia de separacin entre los ejes del motor y de
los rodillos era importante. Este hecho ha obligado a usar una cadena para transmitir la
potencia. Desde la cadena, por cuestiones de funcionamiento y compacidad se han hecho
servir engranajes de dientes rectos para transmitir el movimiento, tal como muestran los
planos de proyecto.
Mquina de Perfilar Chapa en fro Pg. 5
Por el tipo de montaje que necesitan estas mquinas, hace que sea necesario que el eje
quede en voladizo aguantando el peso de los propios rodillos. Por lo tanto los rodamientos
deben estar diseados de tal forma que puedan soportar este peso.
Pg. 6 ANEXO B: Clculos generales
2. Clculo del motor
2.2. Anlisis de los requisitos de potencia
2.2.1. Anlisis de la potencia necesaria de deformacin de la chapa
Debido a la falta de bibliografa donde se pueda conocer la potencia necesaria para
deformar la chapa o un estudio detallado del comportamiento que esta presenta cuando
pasa a travs de los rodillos, se ha optado por realizar la siguiente hiptesis de clculo:
Hiptesis de potencia de deformacin equivalente. La potencia necesaria para
deformar el perfil mediante una mquina de perfilado ser la misma que la potencia
que se necesitara si el perfil se consiguiese por doblados independientes.
Por conceptos de deformacin de materiales y estructuras se obtiene que
t x t
x
W M
W
M
= . Obteniendo que la potencia necesaria para deformar la chapa es
6 6 6
2
2 2
chapa t
t t t x def
v e
t
b e
t
b e
n W n M P
= =
= =
A partir de la formulacin anterior se puede observar que la potencia mnima necesaria
para conseguir un perfil con 4 dobleces de 90 y 2 plegados de 180, como es nuestro
caso, es la siguiente:
kW
s
mm
N
v e
P
chapa t
Def
1 209 . 986 2
2
4
6
250 471 2
6
2
2
=
+
=
Esta es la potencia directa de deformacin que se ha de realizar sobre la chapa, pero entre
el motor que debe suministrar la potencia y los rodillos existen diferentes rganos de
transmisin de rendimiento distinto al ideal, y que por lo tanto suponen un incremento de la
potencia por parte del motor. De esta forma tenemos que la potencia de deformacin que
debe aplicar el motor se define mediante
med
Def
mot Def
P
P
=
_
kW 4 , 1
727 , 0
1
= = .
Debido a las hiptesis utilizadas para calcular la potencia necesaria y al gran
desconocimiento de formulacin o de anlisis por elementos finitos de la deformacin de la
Mquina de Perfilar Chapa en fro Pg. 7
chapa, se aplicar un factor de seguridad elevado de 2. Resultando que la potencia
necesaria para doblar la chapa es
mot Def
P
_
=2,8 kW.
La potencia de deformacin necesaria en cada etapa, no en el motor, es decir sin
considerar el rendimiento de los rganos de transmisin, es
W
etapa
P
def
31 , 179
11
209 , 986 2
=
= . Existen 11 etapas de deformacin, ya que la etapa
nmero 12 esta prevista para la correccin del retorno elstico.
2.2.2. Anlisis de la potencia necesaria para vencer la friccin
Para poder estimar la potencia necesaria para vencer la friccin en la mquina, causada
por el paso de la chapa a travs de los rodillos, primeramente se proceder a calcular los
esfuerzos necesarios que la deforman. Como se ha podido ver en el punto anterior, debido
a que no existe bibliografa para calcular estos esfuerzos, y la gran dificultad de calcular
esfuerzos en el doblado de una chapa mediante rodillos, hemos decidido agrupar dos
conceptos estudiados exhaustivamente, como son el doblado de chapa y la laminacin. Por
lo tanto a partir de las frmulas que nos suministran los libros especializados en estos
temas, se extrapolarn los resultados a nuestro caso.
2.2.2.1. Anlisis de los esfuerzos
Se analizar el caso de plegado mediante el esquema mostrado en la Figura 2.1:
Figura 2.1: Esquema de doblado de chapa
Del esquema superior podemos apreciar que L F M = (Nm) y el momento resistente de
la chapa es
6
2
b e
W
t
= (
3
m ). Para que la chapa comience a doblarse debe ocurrir que
Pg. 8 ANEXO B: Clculos generales
t
x
W
M
, donde
t
es la resistencia a traccin de la chapa. Despejando el esfuerzo de la
unin de las dos condiciones anteriores se obtiene que
L
b e
F
t
6
2
.
Analizando nuestro caso particular de estudio se tiene que el espesor es constante, la
t
tambin, pero tanto b como L no lo son, por esta razn se analizarn individualmente a
continuacin.
Anlisis de L (distancia entre esfuerzos):
La distancia L no es totalmente constante durante la deformacin ya que tenemos una
rotacin en el doblado, esta rotacin queda reflejada en la Figura 2.2:
Figura 2.2: Variacin de la distancia L
En la Figura 2.2 se puede observar como la distancia L varia segn la forma que
tengamos el doblado. Pero el incremento de L, en cualquier caso, es suficientemente
pequeo como para suponer L constante. La longitud escogida para el clculo de los
esfuerzos ser la ms pequea en cada caso, obteniendo de esta manera la opcin
ms desfavorable. En caso de que el incremento de L sea bastante alto se usar un
factor corrector que estimaramos en cada caso.
Respecto al ngulo de la fuerza, como se puede apreciar en la Figura 2.2, es variable.
Para solventar este problema, y facilitar los clculos, se realizar la hiptesis de clculo
ms desfavorable.
Por criterio de solicitacin del eje, la situacin ms desfavorable es aquella que
suponga una fuerza lo ms vertical posible, ya que la horizontal (sentido del eje) se
compensa por la simetra del rodillo, y no provoca esfuerzos sobre el eje.
Por criterio de fuerzas de friccin, el anlisis escogido considera el esfuerzo constante
durante toda la deformacin de la chapa, por lo tanto cualquier ngulo consigue un
esfuerzo igual (en sentido opuesto al movimiento de la chapa), cogiendo para el anlisis
la misma situacin que el criterio de solicitacin del eje.
Mquina de Perfilar Chapa en fro Pg. 9
En el caso de los rodillos laterales, al tener presente fuerzas axiales, debido a que no
existe simetra respecto a este plano, se descompondr la fuerza resultante segn las
direcciones de su eje de coordenadas.
Anlisis de b (longitud de doblado):
Para poder extrapolar los esfuerzos de plegado plano a el plegado mediante rodillos lo
que se va a hacer es suponer que la presin a lo largo de toda la etapa es constante.
Para ello se har la hiptesis de que el esfuerzo necesario para plegar una chapa de
amplitud b sobre unos soportes planos, como el de la Figura 2.1, es el mismo que el
esfuerzo que los rodillos deben aplicar sobre un tramo de chapa b.
Es lgico pensar que estos conceptos no son muy precisos, ya que la distribucin de
presiones no es constante durante toda la zona deformada. Al considerar presin
constante al realizar los clculos de los esfuerzos, existe un error que se minimiza
debido al hecho de calcular la potencia de deformacin de la chapa mediante criterios
energticos (visto en el apartado anterior).
Para poder corregir los posibles errores de las hiptesis y por los efectos no
contemplados en los clculos, se aplicar unos coeficientes de seguridad estimados
para que la mquina presente caractersticas similares a las mquinas del mercado.
La longitud de doblado no ser recta sino, debido al propio proceso de deformacin por
rodillos, ser curva. Se puede observar este hecho en la Figura 2.3:
Figura 2.3: Curvado de la chapa
Lo que se considerar es una distribucin de presiones a lo largo de toda la chapa que
consiguen plegarla de forma progresiva. Esta distribucin de presiones siguen un arco y
Pg. 10 ANEXO B: Clculos generales
por lo tanto tendremos una fuerza total resultante en la direccin de la simetra (punto
medio del arco).
Por criterio de solicitacin del eje, debido a que tan solo nos interesa sumar la
componente de las fuerzas en la direccin de simetra del arco, lo que se realizar es
proyectar el arco de presin sobre el plano en la misma direccin que la de la simetra
del arco. De esta forma se obtiene una recta que unir los dos extremos del arco, tal
como muestra la siguiente Figura 2.4:
Figura 2.4: Proyeccin del esfuerzo
De esta forma podemos tomar como b, para el dimensionado del eje, la siguiente
expresin:
2
sin
2
sin
2
2
=
= D
D
b
Por lo tanto tendremos sobre los ejes una fuerza con un cierto ngulo que se
conseguir mediante los planos de deformacin de la chapa en cada etapa.
Segn las hiptesis realizadas para el clculo de los esfuerzos, la fuerza de
deformacin no origina par resistente sobre los rodillos, ya que la fuerza resultante pasa
sobre el eje. Se hace notar que la potencia de deformacin se ha calculado mediante
consideraciones energticas.
Para hallar el par resistente resultado de la friccin, se considerar el esfuerzo de
presin para la deformacin de la chapa. El mtodo es el mismo que el usado en el
punto anterior para calcular el esfuerzo sobre los rodillos, pero considerando que la
longitud de contacto es la longitud del arco, ya que supondremos que la presin que se
ejerce sobre la chapa es perpendicular a la superficie de los rodillos, y por lo tanto toda
Mquina de Perfilar Chapa en fro Pg. 11
esta presin se opone a la progresin de la chapa. La longitud utilizada para el clculo
del par resistente es
2 180
D
L
arco
=
.
De esta manera tenemos que el par que la mquina debe vencer por cuestin de
friccin es:
L
D L e D
L
L e D
N
rot arco rot arco
= =
12 2 6 2
2 2
En las etapas laterales se ha introducido un nuevo parmetro de porcentaje de fuerza
transmitida sobre los rodillos horizontales. Este parmetro lo que intenta reflejar es lo
que sucede al deformar una chapa lateralmente. En este caso existe un esfuerzo que
se transmite sobre los rodillos inferior o superior, segn el caso, que provoca una
friccin (N), un esfuerzo axial (F
y
) que absorbe la propia chapa y un momento de
deformacin (M) que es el responsable de la deformacin de la chapa. Este concepto
queda patente en la Figura 2.5, donde se ve un ejemplo de deformacin de la chapa
mediante esfuerzos laterales puros.
Figura 2.5: Esfuerzos con rodillos laterales
Debido a que en una etapa el ngulo de formacin varia, la variacin de esfuerzo sobre
los rodillos laterales tambin varia, por lo tanto se introduce este factor que intenta
reflejar el caso ms desfavorable. En el caso de anlisis es el que supone una mayor
Pg. 12 ANEXO B: Clculos generales
cantidad de esfuerzo sobre los rodillos, y por lo tanto una mayor fuerza de friccin. Este
factor, denominado porcentaje de fuerza transmitida (
trans Fuerza _
% ), queda claro que es
mayor cuanto ms horizontal este el lado de chapa a deformar.
Para calcular el par necesario se ha hecho servir el coeficiente de friccin en caso
esttico y seco, es decir, sin considerar la lubricacin, ya que este es el caso ms
desfavorable y que podra darse si se cometiesen errores de lubricacin. El coeficiente
de friccin considerado es 0,15, que corresponde al de acero contra acero en las
condiciones expuestas.
Una vez conocido el par solicitado por friccin, la potencia absorbida por friccin queda
determinada mediante la velocidad de giro de los rodillos. La velocidad real de los
rodillos depende del motor y los rganos de transmisin seleccionados, por esta razn
el mtodo de clculo seleccionado ha sido un mtodo iterativo que ha consistido en los
siguientes pasos:
1. Establecer una velocidad de giro terica de los rodillos. Esta velocidad, por
criterios de diseo, deba estar comprendida entre 1,78 2,78 rad/s. Por lo tanto
se ha escogido la velocidad mayor que es la que supone un mayor
requerimiento de potencia.
2. Clculo de la potencia del motor terica necesaria.
3. Eleccin del motor o motor-reductor
4. Eleccin de los rganos de transmisin
5. Clculo de la velocidad de giro real de los rodillos.
6. Clculo de la potencia real requerida por el motor.
7. Confirmacin de que los elementos escogidos cumplen los requisitos mecnicos
y de diseo.
En este proyecto se ha prescindido de los puntos tericos y se ha incluido, tan slo por
cuestiones obvias, los ltimos pasos, donde se han hecho servir los valores reales de los
rganos de transmisin y moto-reductor seleccionado.
Despus de este inciso, la potencia absorbida por friccin queda determinada por la
frmula:
= P
Mquina de Perfilar Chapa en fro Pg. 13
Esta potencia refleja la potencia requerida por friccin por cada uno de los rodillos de la
mquina. Por lo tanto, para obtener la potencia de consumo del motor se debe de
considerar los rganos de transmisin existentes entre los rodillos y el motor.
Por el diseo expuesto, y comentado en la introduccin de este mismo anexo, el
rendimiento de cada etapa de rodillos depende de la posicin en la que est ubicada. Las
etapas con un rendimiento mayor son las etapas 6 y 7, ya que estas tan slo presentan
como rganos de transmisin la cadena y un engranaje. El rendimiento de estas etapas
queda definida en el rodillo inferior por
eng cad
=
7 / 6 inf
, mientras que en el rodillo
superior es
2
7 / 6 sup eng cad
= .
A medida que las etapas se alejan de las centrales, la 6 y la 7, la transmisin se consigue
aadiendo un engranaje ms, por lo tanto disminuyendo el rendimiento.
Se debe considerar, que el rendimiento en una misma etapa varia segn el rodillo, ya que
el superior presenta un engranaje ms que el inferior, obteniendo de esta forma un
rendimiento inferior.
2.2.2.2. Planos de clculo
Dentro del apartado de planos, existe una seccin con cada etapa de deformacin de la
chapa. En cada uno de estos planos aparecen unas cotas y distancias tericas de contacto
de la chapa con la pareja de rodillos. Estas cotas son distancias y ngulos necesarios para
el clculo de los esfuerzos en cada etapa, y de esta forma poder interpretar como sern los
esfuerzos de deformacin sobre la chapa.
2.2.2.3. Tabla de clculo
En la Tabla 6.1 de este propio anexo, se puede encontrar una hoja de clculo que ha
permitido estandarizar y agilizar el proceso de clculo de los esfuerzos que intervienen en
la deformacin de la chapa.
A continuacin se explicar la nomenclatura usada en el propio proceso de clculo.
sup
alpha superior ngulo de contacto de la chapa con el rodillo superior
inf
alpha inferior ngulo de contacto de la chapa con el rodillo inferior
sup
d
Dimetro
superior
Dimetro de contacto con la chapa del rodillo superior mm
Pg. 14 ANEXO B: Clculos generales
inf
d
Dimetro inferior Dimetro de contacto con la chapa del rodillo inferior mm
e espesor Espesor de la chapa mm
t
sigma traccin Resistencia a traccin del material de la chapa
2
mm
N
sup
b
b superior Longitud de doblado por la parte superior de la chapa mm
inf
b
b inferior Longitud de doblado por la parte inferior de la chapa mm
sup _ arc
L
L arco superior Longitud del arco por la parte superior de la chapa mm
inf _ arc
L
L arco inferior Longitud del arco por la parte superior de la chapa mm
L L mnima Distancia de doblado mnima existente en la etapa mm
1
seg
F
Fseg1 Factor de seguridad para clculo de fuerza de friccin -
sup
N
N Superior Fuerza normal del rodillo superior N
inf
N
N Inferior Fuerza normal del rodillo inferior N
sup
Par fric. superior Par de friccin del rodillo superior N mm
inf
Par fric. inferior Par de friccin del rodillo inferior N mm
vel. giro. rodillos Velocidad de rotacin de los rodillos rad/s
fric
Coef. friccin Coeficiente de friccin seco esttico -
sup
P
Pot. fric. superior Potencia de friccin del rodillo superior W
inf
P
Pot. fric. inferior Potencia de friccin del rodillo inferior W
cad
Rend. cadena Rendimiento de la cadena -
emg
Rend. engranaje Rendimiento del engranaje -
Mquina de Perfilar Chapa en fro Pg. 15
sup _ total
Rend. total sup. Rendimiento de la transmisin entre el motor y el
rodillo superior de la etapa en cuestin
-
inf _ total
Rend. total inf. Rendimiento de la transmisin entre el motor y el
rodillo inferior de la etapa en cuestin
-
sp mot
P
_
Pot. mot.
superior
Potencia del motor absorbida del rodillo superior W
inf _ mot
P
Pot. mot. inferior Potencia del motor absorbida del rodillo inferior W
etap mot
P
_
Pot. mot. etapa Potencia del motor absorbida por friccin en la etapa W
lat
d
Dim. rod.
Lateral
Dimetro del rodillo lateral mm
2
seg
F
Fseg2 Factor de seguridad para clculo de fuerza de friccin -
lat
N
N Lateral Fuerza normal del rodillo lateral N
lat rod _
vel. rod. lateral Velocidad de rotacin de los rodillos laterales rad/s
tr Fuer _
%
Porc. fuerz.
trans.
Porcentaje de fuerzas transmitidas -
En una segunda parte de la tabla se contemplan las etapas con rodillos laterales. Para
hacer el clculo de estas etapas se ha supuesto que la friccin tan solo se da sobre los
rodillos laterales y sobre uno de los rodillos implicados en la deformacin, o el superior o el
inferior, ya que es resultado de la reaccin de los esfuerzos laterales. Para la formulacin,
ya que dependiendo de la etapa el contacto es sobre el superior o el inferior, se ha
denominado a este como rodillo normal.
La velocidad de los rodillos laterales se conoce a travs de la velocidad lineal de la chapa y
el dimetro de los rodillos, mediante la frmula
2
_
lat
chapa
lat rod
d
v
= . Se recuerda que la
velocidad de clculo de potencia de la chapa v
chapa
= 250 mm/s. En este caso la potencia
absorbida por el motor es
normal total
normal fric lat fric
etapa mot
P P
P
_
_ _
_
2
+
= .
Pg. 16 ANEXO B: Clculos generales
Se refiere con P
firc_normal
a la potencia de la etapa horizontal, superior o inferior, a la que se
le considere responsable de la friccin con la etapa vertical. En la tabla 1 la eleccin queda
claramente visible.
La potencia total absorbida por el motor es la suma de la potencia absorbida por el motor
en cada etapa. Obteniendo una potencia por friccin kW W P
fric
5 , 3 458 . 3 = = .
2.2.2.4. Factores de seguridad
Debido a que este mtodo es muy poco preciso usaremos factores de seguridad elevados
para poder corregir esfuerzos no contemplados en el clculo y que en la prctica s que
existen. Tras el anlisis de mquinas que conforman perfiles similares y tras contar con la
experiencia de varios fabricantes, se ha considerado que un factor de seguridad igual a 2
es suficiente.
Es importante hacer notar que los fabricantes de este tipo de mquinas hacen servir
programas de clculos, y programas de elementos finitos para poder aproximar los
esfuerzos necesarios, pero de todas formas la experiencia de mquinas anteriores y su
posterior anlisis mediante galgas extensiomtricas y analizando el consumo de intensidad
del motor acaban siendo el factor ms importante en el mtodo del clculo de los esfuerzos
de futuras mquinas.
2.2.3. Potencia total
Despus de realizar los clculos de solicitacin del motor se obtiene que la potencia que
debe suministrar el motor para vencer los esfuerzos de deformacin de la chapa es
W P P P
Fric Def mot
258 . 6 3458 2800 = + = + =
2.3. Seleccin del grupo motor
El grupo motriz de una mquina perfiladora es uno de los componentes ms importantes
de la misma, juntamente con los elementos de deformacin de la chapa. De la adecuada
eleccin de los elementos que la forman, depende la seguridad de funcionamiento y la vida
de la mquina. La forma en que se efecta el arranque, influye en la vida y el
comportamiento de los rodillos y elementos de transmisin del movimiento.
Mquina de Perfilar Chapa en fro Pg. 17
Los componentes del grupo motriz, reseados en el orden de entrada a salida del
movimiento, son:
- Motor elctrico
- Acoplamiento de transmisin (en caso de no usar un moto-reductor)
- Reductor de velocidad
- Freno (en caso de que se considere que es necesario)
El motor, el reductor y el freno (si se considera que es necesario), estn unidos a una
bancada situada en la parte inferior de la bancada, tal como muestra los planos de conjunto
del proyecto.
2.3.1. Condiciones que debe cumplir el motor elctrico
2.3.1.1. Potencia
La primera condicin a cumplir al elegir un motor, es que la potencia del mismo sea al
menos igual a la potencia requerida en el eje de salida del reductor, dividida entre el
rendimiento del mismo. En potencias grandes, como puede ser nuestro caso, el paso de un
tamao de motor al inmediato supone un incremento importante del costo, por esta razn
se debe tener muy en cuenta la eleccin del factor de servicio adecuado, y si es posible el
anlisis detallado de las condiciones de servicio.
Desde el punto de vista del arranque, la eleccin de un motor sobredimensionado no es
bueno, al existir pares de arranque elevados y por tanto grandes aceleraciones si el
arranque se efecta de una forma directa.
Las potencias indicadas en la placa de caractersticas de los motores, son las disponibles
en el eje de los mismos, para un trabajo continuo y manteniendo una temperatura estable.
La potencia requerida en el eje del motor, hallada tras el anlisis de la deformacin de la
chapa, es de 6.692 W.
2.3.1.2. Tensiones y frecuencias
En corriente alterna, las tensiones normales nominales a que pueden conectarse son:
220 / 380 V, 380 V / 660 V
230 / 400 V, 400 V / 690 V
Pg. 18 ANEXO B: Clculos generales
La frecuencia en Espaa es de 50 Hz.
2.3.1.3. Velocidades
La velocidad nominal de los motores empleados en las mquinas de perfilar es
generalmente de 1500 min
-1
(motores de 4 polos), funcionando en vaco; cuando funcionan
a su potencia nominal, la velocidad se reduce de acuerdo con la curva par-velocidad; esta
reduccin se expresa en tanto por ciento de la nominal, y es del orden del 2% para la
potencia nominal.
2.3.1.4. Temperatura
La temperatura normal de funcionamiento es de 40 C, para alturas sobre el nivel del mar
de hasta 1000 m. Para alturas superiores, la potencia se reduce de forma progresiva segn
datos del propio fabricante.
2.3.1.5. Curvas par-velocidad
Para el clculo de las aceleraciones y por tanto de los tiempos de arranque, es necesario
conocer la forma de la curva par-velocidad.
2.3.1.6. Intensidades
Una de las condiciones a cumplir por el motor, es que el par mnimo a velocidad cero, sea
superior al par resistente de la mquina cuando esta est totalmente cargada. Este par
resistente depende de diversos factores: el perfil que se desea deformar, el peso de chapa
que debe arrastrar, y el estado y temperatura de lubricacin del conjunto en el momento
puntual de encendido.
2.3.1.7. Tipo de servicio
Segn IEC 34,1 y VDE 0530, parte 1, existen 9 tipos de servicio, designados del S1 al S9.
S1 servicio de funcionamiento continuo
Funcionamiento a carga constante, de una duracin suficiente para alcanzar el
equilibrio trmico. En la Grfica 2.1a y 2.1b se puede apreciar el comportamiento
potencia absorbida/tiempo y calentamiento/tiempo.
Mquina de Perfilar Chapa en fro Pg. 19
Grfica 2.1a y 2.1b: Pot/tiempo y calentamiento/tiempo para S1
En ausencia de cualquier indicacin sobre el tipo de servicio al pedir un motor, se
supone que se trata de servicio continuo.
Los motores empleados en mquinas perfiladoras funcionan normalmente en este
tipo de servicio, que es el caso ms desfavorable ya que el motor no tiene tiempo
de enfriarse.
S2 servicio de duracin limitada
El motor funciona con carga constante durante un tiempo limitado no suficiente
para alcanzar el equilibrio trmico. Sigue luego un tiempo de reposo suficiente para
que el motor retorne a la temperatura ambiente. En la Grfica 2.2a y 2.2b se puede
apreciar el comportamiento potencia absorbida/tiempo y calentamiento/tiempo.
Grfica 2.2a y 2.2b: Pot/tiempo y calentamiento/tiempo para S2
S3 servicio intermitente peridico
El motor funciona cumpliendo un ciclo que comprende un tiempo de
funcionamiento a carga constante (t
s
) y un tiempo de reposo (t
r
). La indicacin
sinttica del servicio est dada por la relacin porcentual de intermitencia entre el
tiempo de marcha y el tiempo total del ciclo. En la Grfica 2.3a y 2.3b se puede
apreciar el comportamiento potencia absorbida/tiempo y calentamiento/tiempo.
Pg. 20 ANEXO B: Clculos generales
Grfica 2.3a y 2.3b: Pot/tiempo y calentamiento/tiempo para S3
En caso de servicio de breve duracin (S2) o servicio intermitente peridico (S3) es posible
obtener gracias al reducido calentamiento del motor una potencia mayor de la que se
obtiene en servicio continuo, el par de arranque permanece invariable. Indicativamente para
motores de una velocidad es vlida la siguiente expresin:
Potencia obtenible = K Potencia nominal
Donde K es un coeficiente que puede tomarse de las Grficas 2.4a y 2.4b.
Grfica 2.4a y 2.4b: coef. de estimacin K para S2 y S3
El tipo de servicio de diseo es el S1 continuo, ya que es el caso ms desfavorable. Para
una mayor precisin en la eleccin del motor, y por lo tanto un ahorro de inversin en la
compra de este, sera necesario hablar con el cliente sobre el tiempo que necesitan las
operaciones auxiliares, de punzonado, etc... y sobretodo, cortado de la chapa, ya que estos
tiempos son el tiempo en que la mquina perfiladora se detiene, y consultar tambin sobre
la longitud que presentarn los perfiles, ya que es el indicativo del nmero de paradas y por
lo tanto del tiempo de ciclo.
Mquina de Perfilar Chapa en fro Pg. 21
2.3.2. Caractersticas principales de los motores de corriente alterna
2.3.2.1. Motores de jaula de ardilla
Pueden considerarse de velocidad constante, siendo sus caractersticas ms destacadas::
La curva par-velocidad no es la ms adecuada para el arranque de una mquina de
perfilar.
En la franja de trabajo entre el par mximo y el par 0, la curva par-velocidad es
prcticamente lineal.
No hay posibilidad de controlar el par.
El nmero de arranques est limitado por el calentamiento del motor.
Requieren poco mantenimiento.
Son baratos
2.3.2.2. Motores de rotor bobinado
Al igual que en los de jaula de ardilla, tambin pueden considerarse de velocidad constante,
y sus principales propiedades son:
En la franja de trabajo, la variacin del par es tambin prcticamente lineal
Es posible controlar el par en el arranque mediante resistencias rotricas
El nmero de arranques puede ser ms elevado que en los de jaula de ardilla, a
consecuencia del menor calentamiento
Requieren ms mantenimiento que los de jaula y son ms caros.
2.3.3. Procedimientos de arranque de las mquinas de perfilado en fro
Podemos clasificarlos en dos grandes grupos:
Arranques elctricos y arranques electrnicos
Arranques fluidos (Hidrulicos)
Pg. 22 ANEXO B: Clculos generales
En el primer grupo (elctrico o electrnico), existen los siguientes procedimientos:
- Arranque directo ( para motores de jaula de ardilla)
- Arranque estrella-tringulo (tambin para motores de jaula de ardilla)
- Arranque por resistencia rotricas (para motores de rotor bobinado)
- Arranque electrnico mediante el control de la tensin (dispositivos soft-start, para
motores de jaula de ardilla)
- Arranque electrnico mediante el control de la frecuencia, (velocidad variable), tambin
para motores de jaula de ardilla
El arranque elegido para este proyecto es el arranque directo.
2.3.4. Reductor de velocidad
El problema bsico en la industria es reducir la alta velocidad de los motores a una
velocidad utilizable por las mquinas. Adems de reducir se deben contemplar las
posiciones de los ejes de entrada y salida y la potencia mecnica a transmitir.
Para potencias bajas se utilizan moto-reductores que son equipos formados por un motor
elctrico y un conjunto reductor integrado. Ahorrndose de esta forma el acoplamiento
intermedio y facilitando el montaje. En el caso de la mquina diseada, se ha optado por un
moto-reductor debido a las ventajas que presenta frente a comprarlo por separado.
La parte de la reduccin consiste en pares de engranajes con gran diferencia de dimetros,
de esta forma el engranaje de menor dimetro debe dar muchas vueltas para que el de
dimetro mayor de una vuelta, de esta forma se reduce la velocidad de giro. Para obtener
grandes reducciones se repite este proceso colocando varios pares de engranajes
conectados uno a continuacin del otro.
En la caja del reductor es importante notar que se abre en dos mitades y la lnea de unin
est en el plano que forman los ejes. Este diseo se basa en la conveniencia de abrir la
caja al nivel de los ejes para extraerlos con facilidad y permitir el cambio de rodamientos,
sellos de aceite, revisar el desgaste de los dientes y otras mantenciones preventivas.
Mquina de Perfilar Chapa en fro Pg. 23
2.4. Eleccin del motor-reductor
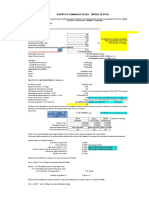
2.4.1. 1 eleccin con factor de servicio S1
Moto-reductor coaxial segn Cat. EP-02 de ref. MR 2E 241 FC1C-132 M4 230.400B5/37,4.
- P=7,5kW
- n
1
= 1.400
1
min
- i=37,5
- n
2
=37,4
1
min
- M
2
=1800 Nm
- fs=1,9
- F.C. B5
- Dimetro de salida 65 mm
- I
motor
=0,030 kg m
2
En la Figura 2.6 puede observarse la estructura de un moto-reductor coaxial similar al
elegido.
Figura 2.6: Moto-reductor coaxial
Pg. 24 ANEXO B: Clculos generales
2.4.1.1. Comprobacin del motor a rgimen transitorio
Debido a que se trata de un tipo de mquina que requiere una gran cantidad de paradas y
de puestas en marcha. Es imprescindible realizar un clculo del rgimen transitorio de la
mquina, para poder verificar que realmente no se produce un sobrecalentamiento por las
numerosas puestas en marcha a las que se ve solicitado.
2.4.1.2. Rgimen transitorio
Los periodos de arranque y frenado son estados transitorios en los cuales se ponen en
juego fuerzas dinmicas que se suman o restan a las estticas del rgimen permanente.
Se considera que la mquina en conjunto se comporta rgidamente y que el par acelerador
del motor elctrico es constante; por estas razones, las fuerzas de aceleracin o
deceleracin estn regidas por la 2 Ley de Newton, F= m a.
2.4.1.3. Clculo de las inercias
El motor, en su puesta en marcha, es el responsable de mover una gran cantidad de
masas en reposo dndoles una aceleracin hasta llegar a la velocidad final.
El conjunto de estas masas, que suelen venir expresadas como momentos de inercia (I), es
necesario que vengan expresadas en las mismas unidades, es decir, en (kg m
2
). Las
masas lineales y las rotativas, deben expresarse de forma homognea, es decir, todas
deben ser lineales, para lo cual hay que determinar la masa equivalente de las rotativas, o
todas deben ser rotativas, para lo cual hay que determinar el momento de inercia de las
masas lineales; generalmente se transforman todas las masas en lineales.
Masas rotatorias
Las masas rotatorias que el motor debe acelerar son, principalmente, los rodillos
y los engranajes.
Es importante hacer notar [RIBA i ROMEVA, selecci de motors i
transmisionsen el projecte mecnic], que el clculo de los momentos de inercia
slo es valido para algunas formas sencillas, tales como un disco macizo, un
cilindro hueco o un disco con reborde cilndrico. En el caso de la maquinaria
rotativa pesada, el momento de inercia se calcula mediante procedimientos
empricos.
Mquina de Perfilar Chapa en fro Pg. 25
Por lo tanto, es importante destacar que este clculo es aproximado pero, su
objetivo principal, es mostrar la importancia de las fuerzas de inercia por las que
el motor se ve solicitado.
Debido a este carcter aproximativo, se considerar, con el fin de simplificar los
clculos, las siguientes hiptesis:
1. La inercia por el movimiento lineal de la chapa es despreciable
2. Se consideran todas las etapas iguales
3. Todos los rodillos horizontales presentarn las mismas dimensiones de
dimetro 180 mm y longitud 200 mm, para el clculo de la inercia
4. Cada pareja de rodillos laterales aportarn la misma inercia que un
rodillo horizontal
5. No se considera la inercia del reductor
Toda la inercia ser referida al eje de salida del eje del motor. Como la energa cintica de
los cuerpos rotativos es independiente del eje al que se refiere su momento de inercia,
puede escribirse:
2
2
Re
1
i
I
n
n
I I
mot
f
=
La inercia de un cilindro slido de masa m y radio r, se puede definir por:
2
2
1
r m I = (kg m
2
)
En nuestro caso los elementos que consideraremos como inercia son:
Rodillos Horizontales
acero
=7,85 10
-6
kg/mm
3
d=180 mm
kg
d
m 40
4
200
1000000
85 , 7
2
= =
Pg. 26 ANEXO B: Clculos generales
2 2
000 . 162 90 40
2
1
mm kg I = =
Engranajes
acero
=7,85 10
-6
kg/mm
3
d=180 mm
kg
d
m 10
4
50
1000000
85 , 7
2
= =
2 2
500 . 40 90 10
2
1
mm kg I = =
Para hallar los momentos reducidos a la salida del motor, debido a que el rendimiento de
cada engranaje y rodillo varan, se da en la Tabla 6.3 mostrada al final de este anexo.
En esta tabla puede observarse que la suma de momentos de inercia reducidos al eje de
salida del motor, son los siguientes:
I
eng (motor)
=520,14 kg mm
2
I
rod (motor)
=1.768,24 kg mm
2
I
motor
=30.000 kg mm
2
I
Total_mot
=32.300 kg mm
2
2.4.1.4. Arranque
El periodo de arranque de cualquier mquina en general, es decir, la puesta en rgimen
permanente de la misma partiendo del reposo, requiere la aportacin de una fuerza o de un
par suplementario a la necesaria en rgimen permanente, con el fin de acelerar todas las
masas de la misma. Por razones de sencillez se supone que la aceleracin se lleva a cabo
mediante la aplicacin de la ley de Newton, esto es:
F= m a para movimientos rectilneos
M= I para movimientos rotativos
2.4.1.4.1 Fuerzas aceleradoras
Mquina de Perfilar Chapa en fro Pg. 27
Las fuerzas aceleradoras, o sea la diferencia entre la fuerza media de arranque y la fuerza
media en rgimen permanente, son producidas en todos los rodillos motrices. En nuestro
caso tanto en los rodillos superiores como inferiores, durante el arranque, mediante la
transformacin de los pares producidos por los motores elctricos; estos pares son
amplificados a travs de los reductores de velocidad intercalados entre motor y rodillos.
Conocidas las masas y las fuerzas aceleradoras, el siguiente paso es el clculo de las
aceleracin (x), y puesto que conocemos la velocidad (x), se calcula a continuacin el
tiempo medio de arranque,
"
'
x
x
t =
La aplicacin de la ley de Newton en el arranque, implica que el sistema es rgido, lo cual
suele conducir a resultados aceptables, pero en el caso de que se desee mayor precisin,
para mquinas de gran tamao y con volmenes de chapa y velocidad importantes, seria
necesario el anlisis de la mquina mediante programas informticos de clculo que hacen
servir los modernos mtodos de Elementos finitos.
2.4.1.4.2 Tiempo de arranque
En nuestro caso tan solo hablamos de movimientos de giro, es decir, no tenemos
aceleraciones lineales.
La aceleracin en este caso es:
a
f
a
i f
a
t t t
= (Ec. 2.1)
Realizando un balance de potencia se obtiene que:
mot ac motl in total Def
P P P
_ _ _
= +
mot mot ac mot mot total total Def
w M I P = +
_ _ _
Introduciendo la ecuacin 2.1 se obtiene:
mot mot ac
a
mot
mot total total Def
w M
t
w
I P = +
_
2
_ _
Quedando t
a
como:
Pg. 28 ANEXO B: Clculos generales
total Def mot mot ac
mot mot total
a
P w M
w I
t
_ _
2
_
=
Por lo tanto:
s t
a
075 , 0
258 . 6 61 , 141 106
61 . 146 0323 , 0
2
=
=
2.4.1.4.3 Tiempo de frenado
En este caso, se ha diseado la mquina para no utilizar freno, sino que simplemente se
dejar de aplicar corriente al motor y este girar en vaco.
Se realiza el mismo procedimiento que en el punto anterior, pero en este caso:
motl in total Def
P P
_ _
=
Obteniendo que:
s
P
w I
t
total Def
mot mot total
f
11 , 0
_
2
_
=
=
Considerando la velocidad media de frenado como la mitad de la velocidad de la chapa, se
puede observar que la distancia que avanzara sera:
dist = 0,11 250/2=13,75 mm
Esta distancia de avance es pequea pero significativa. Para poder evitar una perdida de
tolerancia longitudinal del perfil a realizar, lo que se suele hacer es que el control (la seal
dada a la mquina para que esta se detenga) tenga en cuenta este pequeo avance de
chapa, y que la seal de paro del motor consiga que cuando la chapa se detenga presente
la longitud deseada.
2.4.1.5. Comprobacin del motor a S4: Servicio intermitente con influencia del
proceso de arranque
La eleccin del motor, hasta ahora, no ha tenido en cuenta la posibilidad de un
calentamiento de este por puestas en marcha relativamente seguidas. Para tener esto en
cuenta se har la comprobacin del motor para un servicio S4.
Mquina de Perfilar Chapa en fro Pg. 29
El servicio S4 se compone de un tiempo de arranque apreciable y un tiempo de carga
constante seguido de una pausa. El modelo de este tipo de servicio puede observarse en la
Grfica 2.5.
Grfica 2.5: Grfica potencia/tiempo del servicio S4
El tiempo de aceleracin ya ha sido calculado anteriormente obteniendo que t
a
= 0,075s.
El tiempo de funcionamiento de la mquina depende, en gran medida, del cliente de la
mquina, ya que es l el que fija la longitud deseada de perfil. Al tratarse de un perfil
destinado a la construccin se ha considerado que la longitud del perfil final ser de 5 m.
Por lo tanto:
s
v
L
t
chapa
b
20
250
5000
= = =
El tiempo de pausa, t
c
, depende de la velocidad de corte del mtodo de corte que se vaya a
realizar y del tipo de herramienta que se disponga. Por tanto se estima un tiempo de corte
de 10 s.
Seguidamente se calcula el tiempo de duracin del ciclo de trabajo. Para calcular este ciclo
no se ha considerado el tiempo de frenado, asumindolo el tiempo de funcionamiento,
tratndose de una hiptesis ms desfavorable:
s t t t t
c b a s
075 , 30 = + + =
El perodo relativo de conexin es:
67 , 0
075 , 30
20 075 , 0
=
+
=
+
=
s
b a
r
t
t t
t
Pg. 30 ANEXO B: Clculos generales
Las maniobras realizadas por hora son:
120
3600
= =
s
t
z
Ahora se proceder a calcular la frecuencia de maniobra admisible z
zul
. Para ello
primeramente ser necesario calcular el factor de par resistente. Para el clculo era
necesario la eleccin de la cadena y la relacin de transmisin usada, que sern calculadas
en el punto siguiente.
El par acelerador medio del motor (M
ac_motor
) es 2,5 veces el par nominal.
k
g
=
128 , 48 5 . 2 66 , 1 5 . 37
90
250
257 . 6
1 1 1
_ _
=
=
motor ac cad red
rod
chapa
Def
motor n
res
M i i
r
v
P
M
M
=0,66 > 0,5
Este factor k
g
tiene en cuenta el incremento de las prdidas del rotor en el perodo de
arranque. Este factor debe ser superior a 0,5, ya que sino podra resultar significativo el
calentamiento en un solo arranque.
Clculo del factor de inercia:
08 , 2
03 . 0
0323 . 0 03 . 0
_
=
+
=
+
=
mot
mot total mot
I
I I
FI
Clculo del factor de carga K
L
:
h t t k
t k
P
P
K
r r
r
N
Def
L
+
=
) 1 ( ) 1 (
) 1 (
1
0
0
2
donde k
0
= 0,25 y h =0,38, por lo tanto resulta:
44 , 0
38 , 0 ) 67 , 0 1 ( 67 , 0 ) 25 , 0 1 (
67 . 0 ) 25 , 0 1 (
500 . 7
257 . 6
1
2
=
+
=
L
K
La frecuencia de maniobra admisible con estos valores es:
a
L g
zul
z
FI
k k
z
=
Mquina de Perfilar Chapa en fro Pg. 31
Donde z
a
es la frecuencia de arranque en vaco, y se define por:
z
a
=k z
0
k para estos motores vale 2,5 y z
0
es la conmutacin en vaco y para estos motores vale
720 US/h.
Con estos valores se obtiene que:
120 273 720 5 , 2
08 , 2
44 , 0 67 , 0
> =
=
zul
z
Como la frecuencia de maniobra exigida es de 120, menor que la admisible z
zus
, el motor
elegido es aplicado para esta aplicacin.
Se hace constar, que mediante una hoja de clculo de la Tabla 6.3 Clculo de las
inercias se ha comprobado los resultados para otras longitudes de perfil obteniendo los
mismos resultados satisfactorios.
Pg. 32 ANEXO B: Clculos generales
3. Estudio de los rganos de transmisin
3.1. Cadena
Las ventajas que se han considerado para elegir la transmisin por cadena en el primer
tramo son las siguientes:
Transmiten potencia a una considerable distancia entre rboles: por lo tanto permiten
vencer la distancia que el diseo plantea.
Un rendimiento bastante alto, que puede alcanzar valores del orden del 98%
La tensin previa o no es necesaria o es muy pequea, por lo que la carga en los
rboles es menor que en el caso de las correas.
Los inconvenientes son los siguientes:
Coste relativamente alto, pero, como se ha comentado, el factor de fiabilidad y
durabilidad del sistema presentan un peso mucho mayor que la diferencia de precio con
otros sistemas.
Necesidad de montaje y mantenimiento importante. Debido al diseo de la mquina
esto queda vencido por un soporte de montaje rpido y un mantenimiento de
lubricacin.
3.1.1. Proceso de clculo de la cadena
3.1.1.1. Potencia a transmitir
Debido a que las mquinas conducidas o como las motoras tienen formas particulares de
funcionamiento, se deben prevenir fallas debidas a golpes, vibraciones o tirones. Estas
situaciones se consideran a travs de un factor de servicio (C1) que aumenta la potencia a
transmitir para obtener la potencia de diseo que considera las caractersticas de la
mquina y el motor utilizado. Los parmetros que determinan este factor son los siguientes:
Motor de funcionamiento suave ( motor elctrico)
Mquina de carga no constante
Mquina de Perfilar Chapa en fro Pg. 33
Por lo tanto, y segn tabla de fabricantes, este coeficiente es C1= 1,25, obteniendo que la
potencia de diseo es P = 1,25 7,5 = 9,375 kW.
3.1.1.2. Relacin de transmisin necesaria
En el diseo del proyecto se ha pensado de tal forma que la relacin de transmisin del
sistema en conjunto sea absorbida por la cadena.
La velocidad de salida del moto-reductor elegido es de 37,4 min
-1
. La velocidad de diseo
de la chapa debe estar comprendida entre los 0,16 y los 0,25 m/s. Por lo tanto la velocidad
de rotacin de los rodillos de dimetro nominal 180 mm debe estar comprendida entre 17 y
26,5 min
-1
. Haciendo servir la Frmula 3.1 se obtiene que la relacin de transmisin de la
cadena debe estar comprendida entre 2,2 y 1,4.
2
1
n
n
i = (3.1)
Donde n
1
es la velocidad del moto-reductor y n
2
es la velocidad de los rodillos.
Hay que destacar que la cadena se adapta a la rueda formando una poligonal, esto es
causa de que se produzcan pequeas fluctuaciones en el dimetro eficaz, haciendo que la
relacin de transmisin no permanezca constante. Cuantos ms dientes tengan las ruedas
dentadas, menor ser la oscilacin de la velocidad de la rueda conducida y por lo tanto,
menor ser la diferencia de la relacin de transmisin. Este factor no representa
inconveniente para la mquina, ya que la fluctuacin es pequea y no afecta el resultado
del perfil obtenido.
3.1.1.3. Eleccin del paso de la cadena y cantidad de hileras
Con el valor de la potencia de diseo (C1 Potencia a transmitir) y la velocidad del eje
rpido, se consulta el Grfico 3.1 [Catlogo Renold, Transmission Chains], en donde las
columnas de la izquierda se indica la potencia que puede transmitir una cadena simple, una
de doble hilera y una de triple hilera.
Se ubican en estas 3 columnas el valor de la potencia de diseo en (kW), se mueve
horizontalmente hasta la velocidad del eje rpido (generalmente la velocidad del pin). Se
determinan de esta forma, 3 puntos ubicados sobre los grficos. Cada paso esta
representado por una zona de igual color, los 3 puntos indican el paso que se recomienda
usar.
P=9,375 kW
Pg. 34 ANEXO B: Clculos generales
n
1
=37,4 min
-1
Grfico 3.1: Curvas de seleccin
Mquina de Perfilar Chapa en fro Pg. 35
Los resultados obtenidos son los siguientes:
- Para 1 hilera => Paso = 44,45 mm = 1,75
- Para 2 hilera => Paso = 38,10 mm = 1,5
- Para 3 hilera => Paso = 31,75 mm = 1,25
Ms adelante se decantar por una de estas tres opciones que podemos observar en la
Figura 3.1.
Figura 3.1: Tipos de cadenas
3.1.1.4. Eleccin del nmero de dientes
A la hora de elegir el nmero de dientes se suele empezar con la eleccin de dientes de la
rueda menor. Tentativamente se puede partir de 17 dientes, pero es recomendado, que
para una mayor duracin de la cadena y para obtener un funcionamiento ms suave y ms
Pg. 36 ANEXO B: Clculos generales
progresivo, disminuyendo as el efecto perjudicial de adaptacin en forma poligonal,
explicado en el punto anterior, el nmero de dientes sea mayor.
Otra recomendacin de los fabricantes es que el nmero de dientes siempre sea impar. Por
lo tanto, teniendo en cuenta estas consideraciones, y ya que no existe limitaciones de
espacio de ningn tipo se opta por escoger un pin de elevada cantidad de dientes, como
puede ser 21 (z
1
=21).
El nmero de dientes de la rueda mayor se calcula a partir de la relacin de transmisin.
Por lo tanto el nmero de dientes de salida (en nuestro caso el pin con mayor cantidad
de dientes), vendr dado por z
2
= i z
1
. El nmero de dientes del pin de salida debe
estar comprendido entre 30 y 46. Mirando los catlogos de los fabricantes se opta por un
pin de 35 dientes (z
2
= 35).
De esta forma se obtiene que la relacin de transmisin real es i = z
2
/z
1
=35/21=1,66.
Cumpliendo con el apartado 2.1.1.2.
3.1.1.5. Determinacin de la distancia
La distancia entre ejes de las ruedas, determinada por criterios de diseo, debe vencer una
longitud L = 634 mm. Para esta distancia entre centros se recomienda [Catlogo Renold,
Transmission Chains] una cadena de paso mnimo de 5/8.
Debido a que por potencia el paso mnimo es de 1,25 y con 3 hileras, el paso de 5/8 no es
limitativo. Se opta, tras recomendaciones de fabricantes, por la opcin de 2 hileras de paso
1,5, ya que puede vencer sin problemas la distancia entre ejes y existe una rueda estndar
de dos hileras de 35 dientes y de 21 dientes.
3.1.1.6. Determinacin del largo de la cadena
El largo de la cadena se expresa en cantidad de pasos, los cuales deben ser una cifra par
con objeto de unir los extremos usando un eslabn desmontable llamado candado que se
puede observar en la Figura 3.2.
Mquina de Perfilar Chapa en fro Pg. 37
Figura 3.2: Candados
El nmero de eslabones (N
e
) se determina de la expresin:
L
p z z z z
p
L
N
e
+
+
+
=
2
1 2 2 1
2 2
2
= =
634
10 , 38
2
21 35
2
21 35
10 , 38
634 2
2
=40,59 superior a 41 dientes.
3.1.1.7. Cadena escogida
Cadena doble, como la de la Figura 3.3, de:
p Paso 38,10 mm
d
1
dimetro primitivo pin entrada 106,51 mm
d
2
dimetro primitivo pin salida 180,36 mm
z
1
nmero de dientes pin entrada 21
z
2
nmero de dientes pin salida 35
L Longitud de separacin terica 634 mm
Pg. 38 ANEXO B: Clculos generales
N
e
nmero de eslabones >41
i relacin de transmisin 1,66
P potencia de diseo 10 kW
n
1
Velocidad del motorreductor 37,4 min
-1
n
2
Velocidad de salida de la cadena 22,44 min
-1
Figura 3..: Cadena doble
3.1.2. Rendimiento
El rendimiento de las cadenas puede alcanzar hasta un 98%, dependiendo del nmero de
dientes en los piones, la velocidad de la cadena y el tipo de lubricacin.
3.1.3. Tensin previa
La tensin inicial en el tramo descargado [CALAVERO y CARTA, p. 276] tiene que ser igual
a la fuerza residual. Esta fuerza residual es, en la prctica, muy pequea. A veces el propio
peso de la cadena en el tramo descargado suministra una fuerza mayor a la residual
necesaria. Sin embargo, una fuerza residual menor que la necesaria hace que la cadena
trepe sobre los dientes de la rueda y se salte.
Para asegurar que se vence esta tensin residual, en el proyecto se ha pensado un soporte
del motor que permite desplazar el motor, y por lo tanto el pin solidario a este, para poder
tensar la cadena y evitar el inconveniente de que la tensin pueda ser inferior a la deseada.
Pudiendo tensar la cadena cuando esta ya est floja en exceso.
Mquina de Perfilar Chapa en fro Pg. 39
Adems de esta forma, se facilita el montaje y se evitan problemas, resolviendo as uno de
los consejos dados en el buen montaje y diseo de las cadenas. En los planos de conjunto
se muestra el sistema citado.
3.1.4. Lubricacin
Las transmisiones por cadenas se deterioran debido al desgaste producido en el
rozamiento entre rodillos y ruedas. Para evitar que este desgaste sea importante es
importante lubricar la cadena de forma idnea.
Los mtodos de lubricacin empleados normalmente dependen del ambiente de trabajo, en
este caso no es especialmente severo, y de la velocidad de funcionamiento. En nuestro
caso la velocidad tangencial de la cadena es =
=
2 60
2
1
1
d
n v
t
208,18 mm/s < 1500
mm/s, por lo tanto el mtodo de lubricacin recomendado es engrase peridico por pincel.
3.2. Engranajes
A partir de la cadena que sale del motor, la transmisin del movimiento se consigue
mediante engranajes. Debido a la gran cantidad de etapas existentes, el nmero de
engranajes necesarios es elevado; por esta razn se ha decidido disear el sistema de
transmisin con la idea de estandarizar al mximo los rganos de transmisin, con el
objetivo de minimizar el coste, facilitar el montaje de la mquina y evitar de esta forma fallos
que podran tener consecuencias importantes.
Para realizar el criterio de diseo de transmisin descrito, se ha hecho servir engranajes de
relacin de transmisin 1, es decir, los engranajes juegan un papel nico de transmisin del
movimiento, sin cambio de velocidad ni de par.
3.2.1. Diseo y requisitos del engranaje
Debido al criterio de transmisin seleccionado, se ha dimensionado un engranaje nico
para todos los tramos. El engranaje que se ha hecho servir para calcular las dimensiones
ha sido el engranaje crtico, y este es el que debe transmitir mayor potencia. Este es el
engranaje inmediatamente consecutivo a la cadena, que es el que reparte toda la potencia
a los dems engranajes del resto de etapas.
Pg. 40 ANEXO B: Clculos generales
3.2.1.1. Potencia a transmitir
La potencia que debe transmitir es la potencia de deformacin que debe transmitir
solicitada por los rodillos, y calculada en el punto nmero 1 de este mismo anexo. La
potencia a transmitir es de 6.257 W.
3.2.1.2. Eleccin del tipo de engranaje
Por cuestiones de diseo existen unos parmetros, principalmente los geomtricos que me
quedan definidos. A continuacin se presentan los parmetros definidos:
- Engranaje de dientes rectos. De esta forma, no se transmiten
esfuerzos axiales que provocan esfuerzos no deseados en los ejes.
- Engranaje exterior.
- Engranaje de rueda y pin.
- Engranajes de rboles paralelos.
- Relacin de transmisin igual a 1.
- Dimetro primitivo de 180 mm.
- Anchura de rueda de 50 mm
- ngulo de engranaje =20
3.2.1.3. Definicin del tipo de engranaje escogido
Los engranajes cilndricos se fabrican a partir de un disco cilndrico, cortado de una plancha
o de un trozo de barra maciza redonda. Este disco se lleva al proceso de fresado en donde
se retira parte del metal para formar los dientes. Estos dientes tienen dos orientaciones :
dientes rectos (paralelos al eje) y dientes helicoidales (inclinados con respecto al eje). En
este proyecto se ha escogido la opcin de la Figura 3.4 de dientes rectos.
Mquina de Perfilar Chapa en fro Pg. 41
Figura 3.4: Engranajes de dientes rectos
Los engranajes rectos se utilizan para transmitir movimientos de rotacin entre ejes
paralelos. Los dientes son paralelos al eje de rotacin. En la Figura 3.5 se representan las
caractersticas principales de un engranaje recto.
Figura 3.5: Nomenclatura de los dientes de engrane
Los engranajes de diente recto son mas simples de producir y por ello ms baratos, la
transmisin del movimiento se realiza por medio de los dientes, quienes se empujan sin
resbalar. A pesar que los engranajes de dientes rectos no son tan silenciosos y precisos
Pg. 42 ANEXO B: Clculos generales
como los engranajes de dientes helicoidales, presentan una ventaja esencial para su
eleccin, y esta es que son ms baratos y no introducen esfuerzo axial. Adems debido a
la baja velocidad de rotacin de la propia mquina, el ruido y la precisin no es un
inconveniente de gran importancia.
Los engranajes pueden ser desde muy pequeos hasta muy grandes, para facilitar la
puesta en marcha y la detencin de un mecanismo es importante que el engranaje tenga
poca masa, esto se logra quitando material a la llanta. Puede fabricarse una llanta delgada,
con perforaciones o simplemente sacar la llanta y reemplazarla por rayos. En la Figura 3.6
se aprecian tres engranes de distinto tamao, desde un engranaje macizo hasta un
engranaje con rayos pasando por un engranaje con llanta aligerada. El proceso de
fabricacin es el maquinado con fresas u otro mecanismo de corte, dependiendo del
tamao del engranaje.
Mquina de Perfilar Chapa en fro Pg. 43
Figura 3.6: Disminucin de masa en engranajes
En el caso de este proyecto, debido a la baja velocidad que estos presentan, y a la enorme
fuerza de friccin y de deformacin que deben soportar, el frenado no es un inconveniente
importante, por lo tanto se ha optado por engranajes macizos que son sensiblemente ms
baratos que los anteriores.
3.2.1.4. Relacin de transmisin
Ya se ha comentado que la relacin de transmisin ser 1. Como la relacin de transmisin
(i) se define como i = n
1
/ n
2
= Dp
2
/ Dp
1
= Z
2
/ Z
1
, esto supone que el nmero de dientes y
velocidades de la entrada y la salida sean iguales.
3.2.1.5. Dimetro primitivo
Por cuestin de diseo el dimetro primitivo debe ser de 180 mm.
3.2.2. Clculo del engranaje
3.2.2.1. Anlisis de la potencia de transmisin
La potencia de transmisin del engranaje presenta una peculiaridad que es importante
analizar. El primer engranaje, el central, debe repartir la potencia de diseo, la mxima que
puede dar el motor, a ambos extremos de la mquina. La potencia proveniente del pin de
la cadena solidaria al engranaje por el eje es de 6,257 kW, pero en el engranaje esta
potencia se distribuye de forma no uniforme a ambos extremos de la mquina. Es decir, las
ltimas etapas de deformacin de la chapa consumen una mayor potencia que las
primeras, tal como se aprecia en la Grfica 3.2.
Distribucin de la potencia
0,00
200,00
400,00
600,00
800,00
1.000,00
1.200,00
1.400,00
1.600,00
E
t
a
p
a
1
E
t
a
p
a
2
E
t
a
p
a
3
E
t
a
p
a
4
E
t
a
p
a
5
E
t
a
p
a
6
E
t
a
p
a
7
E
t
a
p
a
8
E
t
a
p
a
9
E
t
a
p
a
1
0
E
t
a
p
a
1
1
E
t
a
p
a
1
2
Etapas
P
o
t
e
n
c
i
a
(
W
)
Potencia (W)
Pg. 44 ANEXO B: Clculos generales
Grfica 3.2: Distribucin de la potencia
Las primeras etapas, desde la 1 hasta la 6 incluida, representan el 32,10% de la potencia
total de la mquina, mientras que las ltimas etapas, desde la 7 hasta la 12, representan el
67,90% de la potencia.
3.2.2.2. Anlisis de la fuerza sobre el diente
La potencia que el engranaje debe transmitir es 6,257 kW. Pero para determinar el mdulo
se ha de hacer servir la mxima potencia en un contacto, lo cual quiere decir que los 6,257
kW, no los transmite en un solo contacto, sino en dos, como muestra la Figura 3.7.
Figura 3.7: Transmisin de potencia del engranaje central
M es el momento que transmite la potencia del motor, F
u
es la fuerza que transmite la
potencia a las ltimas etapas y F
p
es la fuerza que transmite la potencia a las primeras
etapas. La relacin entre estas dos fuerzas es el porcentaje de potencia que cada una
representa, hallada anteriormente. Por lo tanto el contacto crtico es el que transmite la
potencia a las ltimas etapas, y que representa el 67,9% de la potencia de transmisin de
la mquina.
La velocidad de rotacin del engranaje es igual a la salida de la cadena, por lo tanto
n
2
=n
1
/i=37,4/1,66= 22,44 min
- 1
p
p
d n
P F
d
F P
= = =
2
1
2
60
2 679 , 0
2
679 , 0
=20.017N=20 kN
Mquina de Perfilar Chapa en fro Pg. 45
3.2.2.3. Principales causas de deterioro del engranaje
Los fallos en un engranaje se suelen dar por los siguientes motivos:
Fractura del diente
La rotura de los dientes generalmente tiene un carcter de fatiga, como consecuencia
de la accin peridica de la carga variable. A cada entrada sucesiva del diente en el
engrane, surgen en la base tensiones variables de flexin. Debido al cambio brusco en
la forma del diente, en la zona de transicin tienen lugar una gran concentracin de
tensiones, donde a un determinado nmero de ciclos de carga, es posible el
surgimiento de una grieta, que al propagarse provoca la fractura.
Una sobrecarga considerable tambin puede romper de sbito los dientes,
generalmente cuando los dientes son de materiales frgiles. Otra causa de esta rotura
es el incompleto contacto de los dientes por su longitud lo que aumenta la magnitud de
los esfuerzos.
La resistencia a la fractura se puede elevar, aumentando las dimensiones de la base
del diente y disminuyendo la concentracin de tensiones en la seccin peligrosa de la
base, mediante el aumento de la curva de transicin y un acabado minucioso de la
superficie del fondo del diente.
Picadura de los dientes
La picadura es la causa principal que inutiliza las transmisiones por engranajes que
trabajan en abundancia de lubricante. En las superficies de contacto las grietas por
fatiga toman diferentes orientaciones de acuerdo a la influencia de las fuerzas de
rozamiento. El desarrollo ulterior de estas grietas est condicionado por la presencia de
lubricante en la zona de contacto, debido a que el lubricante penetra en las grietas.
Pero tambin se da con poca presencia de lubricante, por el simple proceso de fatiga
sobre el diente.
Para aumentar la capacidad de los dientes a la picadura se puede aumentar la
resistencia mecnica de la superficie de los dientes, aumentando los radios de
curvatura de los perfiles, dando mayor dureza a los flancos activos de los dientes,
mejorado el acabado superficial y eligiendo correctamente el lubricante, entre otras
medidas.
Desgaste de los flancos
Pg. 46 ANEXO B: Clculos generales
El desgaste de las superficies de trabajo de los dientes es ms frecuente en las
transmisiones abiertas, como nuestro cosa, que en las cerradas, este desgaste es
mayor cuanto mayor es el deslizamiento especfico entre los dientes y mayor la tensin
por contacto a la compresin en estas superficies.
El desgaste se puede reducir disminuyendo la magnitud del deslizamiento especifico y
de las tensiones de contacto, aumentando la resistencia al desgaste de las superficies y
eligiendo correctamente el lubricante.
Agarramiento (desgaste adhesivo) de los flancos
El agarramiento consiste en que bajo la accin de altas presiones en la zona de la
pelcula de lubricante aplastada, las superficies conjugadas de los dientes engranan
entre si tan fuertemente, al romperse la pelcula de aceite, que se arrancan las
partculas de la superficie del diente ms blando y se sueldan en la superficie de los
dientes ms duros conjugados.
En las transmisiones de baja velocidad, como la nuestra se evita empleando lubricantes
muy viscosos.
Arrastre plstico de material
Este deterioro tiene lugar en ruedas de acero fuertemente cargadas, como las nuestras.
Bajo la accin de las fuerzas de rozamiento, las partculas de metal de la capa
superficial de los dientes de la rueda conductora se alejan del polo en los dientes de la
conducida se acercan al polo. Como resultado de esto, sobre los dientes impulsores se
forman surcos a lo largo de la lnea polar y en los impulsados se producen crestas.
Se suele dar ms frecuentemente en dientes de acero de baja dureza y muy cargados,
particularmente con lubricacin deficiente y en transmisiones de baja velocidad.
3.2.2.4. Mtodo utilizado
Para el clculo del engranaje se har servir el mtodo de calculo de Y. Henriot, basado en
la suposicin del punto de contacto nico.
Mquina de Perfilar Chapa en fro Pg. 47
3.2.2.5. Clculo de los engranajes a presin superficial (picado)
Segn Hertz, desarrollando la expresin original para engranajes rectos, la tensin entre las
superficies viene dada por:
2 1
2 1
1 1
1 1
59 , 0
E E
h h
b
F
n
H
+
+
=
Donde:
F
n
es la fuerza normal a la superficie de los dientes
b es el ancho del engranaje
h
1
y h
2
son los radios de curvatura del pin y de la rueda en el punto considerado. Que en
nuestro caso h
1
=h
2
porque se har servir el mismo engranaje como rueda y como pin.
E es el mdulo elstico del material.
Por convencin adoptada por la I.S.O., para el clculo de los engranajes a picado,
consideraremos la presin de Hertz en el punto primitivo de interseccin de la linea de
engrane con la lnea que une los centros de los engranajes.
Aplicando y desarrollando la frmula de hertz a este punto se obtiene:
' '
cos sin
1 1
t t p
t
E H
i
i
d b
F
Z
=
Donde:
Z
E
es el factor de forma del material y definido por
2 1
2 1
35 , 0
E E
E E
+
.
La parte de
i
i
d b
F
p
t
1 +
corresponde a un valor denominado factor K. El valor del factor
K se puede utilizar para definir la carga admisibles en engranajes.
En nuestro caso al contar con las dimensiones geomtricas de dimetro primitivo y ancho
del diente, este factor nos puede ayudar a seleccionar el material de la siguiente forma:
Pg. 48 ANEXO B: Clculos generales
MPa
i
i
d b
F
K
p
t
` 3 , 4
1
1 1
180 50
20017 1
=
+
=
+
=
Este factor K es recomendado que sea inferior a una K
adm
tabulada [FENOLLOSA J.,
FERNNDEZ CELS J., MARTINEZ J., Quadern CM3 Engranatges]. Por tanto KK
adm
.
Para un tipo de transmisin IV: Engranajes para mecanismos en general, y sabiendo que la
velocidad tangencial es s m v
t
/ 211 , 0
2
18 , 0
34 , 2 = = muy inferior a 5 m/s, se puede elegir un
material de acero cementado, precisin I.S.O. 5 y 6 obteniendo una vida de funcionamiento
mayor a 50.000 horas.
Se trata de un acero de gran calidad y caro. Para poder minimizar costes se podra realizar
un diseo diferente de la mquina, aumentando el ancho de diente y el dimetro primitivo, o
aumentando el desplazamiento de la herramienta, entre otros. Pero consideramos, de que
a pesar de ser un elemento caro para este engranaje podra ser til y hacer servir otro
material para los engranajes de las etapas posteriores, que estn mucho menos
solicitados. Para ello se tendra que hacer un anlisis detallado de cada etapa de
transmisin.
3.2.2.6. Comprobacin a esfuerzos en el pie del diente
De la misma forma que en el punto anterior, el clculo y comprobacin se puede facilitar
mediante la comparacin de una
adm
t
adm
m b
F
9
.
Para el acero de cementacin escogido y mirando la tabla [FENOLLOSA J., FERNNDEZ
CELS J., MARTINEZ J., Quadern CM3 Engranatges, pg 80] se tiene que
2
90
mm
N
adm
= .
Por tanto:
mm
b
F
m
adm
t
44 , 4
0
=
Eligiendo un mdulo de 6 mm.
Mquina de Perfilar Chapa en fro Pg. 49
3.2.2.7. Nmero de dientes
Segn las tablas anteriores, el mnimo nmero de dientes aconsejado para el pin es de
19 a 21.
Para que el contacto del engranaje sea ms progresivo y minimizar riegos de rotura, se
escoger un nmero de dientes mayor. Por lo tanto, como el engranaje es de mdulo 6,
ancho de diente y dimetro primitivo 180 mm, se tiene:
z=d
p
/m
0
=180/6=30.
El nmero de dientes escogido es 30.
Pg. 50 ANEXO B: Clculos generales
4. Diseo del rbol
4.1. Diseo resistente
4.1.1. Material elegido
El material tpico para rboles es el acero al carbono estirado en fro. Las barras de acero
estiradas en fro tienen propiedades fsicas superiores a las barras estiradas en caliente del
mismo material. Poseen mayor lmite de fluencia, de rotura y de fatiga. Sin embargo, las
tensiones residuales provocadas por el estirado en fro pueden afectar a los lmites de
fatiga.
Lo que seria interesante en este caso, al tratarse de un rbol que trabaja con cargas altas,
se hacen servir barras de acero aleado que pueden conseguir soportar grandes cargas con
dimetros pequeos y elevada resistencia al desgaste. No obstante, el elevado precio de
estos aceros, as como su elevada sensibilidad a la entalla limitan su aplicacin. Adems,
las altas propiedades mecnicas de los aceros aleados no siempre pueden ser
aprovechadas, puesto que el pequeo dimetro del rbol que se obtiene despus de un
clculo resistente puede no garantizar su rigidez necesaria. Una rigidez que ha de ser muy
elevada; por esta razn es conveniente hacer servir aceros no aleados y con dimetros
mayores.
En la Tabla 4.1 [CALERO PEREZ Y CARTA GONZALEZ, pg. 543 tabla 16.1] se muestran
aceros usuales en la fabricacin de rboles:
Designaci
n
S
R
(N/mm
2
) S
F
(N/mm
2
)
St 42-2 420-500 250
St 50-2 500-600 290
St 60-2 600-720 330
St 70-2 700-850 360
C 22, Ck 22 500-650 290
C 35, Ck 35 590-740 360
Mquina de Perfilar Chapa en fro Pg. 51
C 45, Ck 45 670-820 390
25 CrMo4 800-950 540
Designaci
n
S
R
(N/mm
2
) S
F
(N/mm
2
)
34Cr4 900-1.100 640
C 15, Ck15 500-650 290
16MnCr15 800-1.100 590
F-125 950-1.100 520
Tabla 4.1: Materiales para ejes
Tras hacer el un primer anlisis (no mostrado en el anexo), finalmente se ha escogido el
acero F-125 de propiedades:
Lmite de rotura S
R
= 950-1.100 N/mm
2
Lmite de fluencia S
F
= 520 N/mm
2
Lmite de fatiga S
fat
= 490 N/mm
2
Mdulo de elasticidad E = 205,8 GPa = 205.800 N/mm
2
Mdulo de rigidez torsional G = 79,3 GPa = 79.300 N/mm
2
4.1.2. Teora de fallo adoptada
La teora de fallo adoptada es la de tensin cortante mxima y diagrama de Sodeberg. Con
lo cual:
Lmite de fluencia a cortante: C
F
= 0,5 * S
F
= 0,5 * 520 =260 N/mm
2
4.1.3. Acciones sobre el rbol
El rbol ms solicitado es el inferior de la etapa 10. Por lo tanto, se dimensionar este y los
dems sern iguales.
Pg. 52 ANEXO B: Clculos generales
Antes de empezar a calcular el dimetro del rbol principal, se deben calcular los esfuerzos
que este se ve sometido por parte de los elementos en que se encuentra en contacto.
Fuerzas y momentos ejercidos por el engranaje
Como se ha comentado y realizado anteriormente, debido a que tan solo nos interesa
sumar la componente de las fuerzas en la direccin que no se contrarresten, lo que se har
es proyectar el arco de presin sobre el plano de misma direccin que la direccin de
simetra del arco. Por lo tanto lo que tendremos es una recta de longitud b que unir los dos
extremos del arco y de inclinacin A
x
, tal como muestra la Figura 4.1.
Figura 4.1:Proyeccin de esfuerzos sobre b y inclinacin de la fuerza A
x
En el caso de las etapas 8, 9, 10, 11 y 12, la deformacin de la chapa se produce mediante
rodillos laterales, esto provoca que la fuerza no se transmita como en la Figura 4.1 pero
que la idea sea la misma.
La direccin de la fuerza transmitida es segn la lnea de accin tangente a las
circunferencias base. Los puntos de contacto dependen del engranaje en cuestin. Los
engranajes de la parte superior de las etapas presentan un nico punto de contacto, los
Mquina de Perfilar Chapa en fro Pg. 53
engranajes intermedios que permiten el cambio de giro presentan dos puntos de contacto,
y los engranajes de la parte inferior de las etapas presentan tres puntos de contacto,
excepto los de las etapas de los extremos que tan solo presentan dos.
En la Figura 4.2 se presenta el caso particular del engranaje inferior de la etapa 10 donde
se consideran:
- las fuerzas de transmisin, F
9
proveniente del rodillo anterior, F
11
hacia el
rodillo siguiente y F
10s
hacia el rodillo superior de esta misma etapa.
- las fuerzas sobre el eje, N.
- el par transmitido, M.
Figura 4.2: Anlisis de las fuerzas sobre el engranaje inferior de la etapa 10
El ngulo de presin (), aquel que forma la lnea de accin con la tangente a la
circunferencia de paso, es 20 . La velocidad de giro de los engranajes ser la misma que la
velocidad de salida de la cadena, n
2
, ya que la relacin de transmisin de estos es 1. Por lo
tanto n
eng
= n
2
= 22,44min
-1
eng
=2,36 rad/s.
Pg. 54 ANEXO B: Clculos generales
Para analizar esta etapa previamente se han de aclarar una serie de conceptos que hay
que tener en cuenta. La potencia de clculo se ha de considerar desde la etapa 10, no
desde el motor. Para ello se ha creado la Tabla 4.2 que muestra los clculos usados:
Anlisis de la potencia en el rodillo de la etapa 10
Parmetro Etapa 9 Etapa 10 Etapa 11 Etapa 12
Pot. Friccin en etapa 229,28 806,42 190,96 251,54
Pot. Deformacin/etapa 179,31 179,31 179,31 179,31
Pot. Total en etapa 408,59 985,73 370,23 430,85
Rendimiento desde etapa 10 - 1 0,86 0,77
Tabla 4.2: Tabla de solicitacin del eje inferior de la etapa 10
La potencia que el engranaje 9 debe transmitir al resto que estn aguas abajo de este es:
P
9
=P
10
+P
11
/
11
+P
12
/
12
=985,73+370,23/0,86+430,85/0,77=1.975W
N F
d
F P
y eng y
302 . 9
36 , 2 180 , 0
975 . 1 2
2
9 9 9
=
= =
Por el contacto de engrane, la fuerza transmitida hacia el eje es:
N F F
y x
7 , 385 . 3 20 tan 302 . 9 tan
9 9
= = =
De la misma manera, el engranaje 10 debe transmitir la potencia requerida por los etapas
aguas abajo, teniendo:
( )
N F
d
F
P P
y eng y
23 , 661 . 4
36 , 2 180 , 0
77 , 0 / 85 , 430 86 , 0 / 23 , 370 2
2
11 11
12
12
11
11
=
+
= = +
N F F
y x
54 , 696 . 1 20 tan 23 , 661 . 4 tan
11 11
= = =
Mquina de Perfilar Chapa en fro Pg. 55
Se considera para el anlisis el caso ms desfavorable, considerar que el rodillo superior
no consume prcticamente potencia, y por lo tanto, que todo el consumo de potencia de
esta etapa se da en el rodillo inferior, ms solicitado.
= + = + =
= = + =
=
N F F N
N N F N F
F
y y y
x x x x
961 . 13 302 . 9 23 , 661 . 4
15 , 689 . 1 7 , 385 . 3 54 , 696 . 1
0
9 11
9 11
Nmm Nm
w
P
M
eng
373 . 417 37 , 417
36 , 2
985
10
= = = =
Fuerzas y momentos ejercidos por los rodillos de deformacin
En la Tabla 6.2 de este propio anexo, se puede encontrar una hoja de clculo que ha
permitido estandarizar y agilizar el proceso de clculo de los esfuerzos sobre el eje. El
patrn de esta tabla, para facilitar la comprensin sigue con la de la Tabla 6.1, pero
aadiendo los siguientes parmetros:
sup
b
b superior Lnea de proyeccin del arco de presin del rodillo
sup.
mm
inf
b
b inferior Lnea de proyeccin del arco de presin del rodillo inf. mm
sup
d
Dimetro
superior
Dimetro de contacto con la chapa del rodillo superior mm
A
x_sup
ngulo A
x
sup. ngulo de inclinacin longitudinal de la fuerza sup.
A
x_inf
ngulo A
x
inferior ngulo de inclinacin longitudinal de la fuerza inf.
A
y_sup
ngulo A
y
sup. ngulo de inclinacin transversal de la fuerza sup.
A
y_inf
ngulo A
y
inferior ngulo de inclinacin transversal de la fuerza inf.
L
c
Distancia central Dist. punto de aplicacin de la fuerza desde la simetra mm
rod
Densidad rod. Peso especfico del acero de los rodillos Kg/mm
3
L
rod
Longitud rodl. Longitud de los rodillos mm
P
rod
Peso rodillos Peso de los rodillos N
Pg. 56 ANEXO B: Clculos generales
Los ngulos y distancias que sean variables, se han cogido segn la hiptesis ms
desfavorable para la solicitacin del eje, es decir, los valores que ms lo solicitan.
4.1.4. Clculo de los diagramas de momentos flectores y torsores que
actan sobre el rbol
La situacin de solicitacin de este eje se puede contemplar en la Figura 4.3.
Figura 4.3: Solicitacin del eje
Plano vertical (y-z)
Se considera que toda la fuerza de deformacin de la chapa se produce en este eje, ya que
este sera el caso ms desfavorable, por lo tanto
N N
def y
64 , 628 . 6
_
= (Se obtiene de la tabla 6.2, la fuerza normal en el eje inferior de la
etapa 10)
Mquina de Perfilar Chapa en fro Pg. 57
N N
def x
0
_
=
N N
eng y
961 . 13
_
=
Tomando momentos con respecto al rodamiento 2 se tiene:
N Rod N N Rod
y eng y def y y
25 , 333 . 20 678 300 600
1 _ _ 1
= + =
N Rod N N Rod Rod
y eng y def y y y
29 , 356 . 1
2 _ _ 1 2
= + = +
Mediante la distancia y las fuerzas, se puede trazar el diagrama de momentos flectores en
el plano vertical, mostrado en la Figura 4.4.
Figura 4.4: Diagrama de momentos flectores en plano vertical
Plano horizontal (x-z)
Tomando momentos con respecto al rodamiento 2 y tras considerar que N N
def x
0
_
= se
tiene:
N Rod N Rod
x eng x x
56 , 930 . 1 678 600
1 _ 1
= =
N Rod N Rod Rod
x eng x x x
10 , 222
2 _ 1 2
= = +
Pg. 58 ANEXO B: Clculos generales
El signo negativo indica que presenta la direccin contraria a la dibujada en la Figura 4.3.
Con esta informacin se puede trazar el diagrama de momentos flectores en el plano
vertical, mostrado en la Figura 4.5.
Figura 4.5: Diagrama de momentos flectores en plano vertical
Dado que la seccin del rbol es circular, el diagrama de momentos flectores resultantes,
representado en la Figura 4.6, se obtiene como suma vectorial de los momentos de cada
plano. Por tanto,
2 2
y x r
M M M + =
Mquina de Perfilar Chapa en fro Pg. 59
Figura 4.6: Diagrama de momentos flectores resultante
Momentos torsores
El diagrama de momentos torsores se representa en la Figura 4.7, y como se puede
observar se considera que ste solamente acta, y de manera uniforme, entre el engranaje
y la zona central del rodillo de deformacin.
T= M
def
= M
eng
= Nmm 63 , 457 . 422
Pg. 60 ANEXO B: Clculos generales
Figura 4.7: Diagrama de momentos torsores
Como se puede observar, el momento flector mximo ocurre en la zona del rodamiento 1,
que es donde esta el apoyo. Adems, en dicha seccin se presenta el momento torsor
mximo. Por tanto, dicha seccin es la ms desfavorable a la hora de determinar el
dimetro del rbol.
4.1.5. Eleccin del coeficiente de seguridad
Para una pieza de mquina dada, sometida a unos esfuerzos exteriores determinados, se
define el coeficiente de seguridad N como la razn entre el mximo esfuerzo capaz de
soportar la pieza y el esfuerzo real a que sta se ve sometida.
aplicable real Esfuerzo
soportable mximo Esfuerzo
N
_ _
_ _
Se entiende por esfuerzo mximo soportable aquel que se encuentra justo en el lmite de
resistencia de la pieza, de acuerdo con la teora de fallo empleada (puede ser S
F
, C
F
, S
R
,
C
R
,
'
fat
S o
'
fat
C ).
Por consiguiente, al hablar de coeficiente de seguridad habr de especificarse si se refiere
a fallo de fluencia N
F
, de rotura N
R
o de fatiga N
fat
.
Se tomar un coeficiente de seguridad conservador. Por ejemplo N
R
= 5
4.1.6. Clculo del dimetro del rbol considerando tensiones estticas
Para un estado de tensiones monoaxiales y cortante, el que se esta calculando,
x
y
xy
, la
teora de cortante mximo predice el fallo cuando:
F xy x
S +
2 2
4 , considerando un factor de seguridad N la ecuacin de diseo ser:
N
S
F
xy x
+
2 2
4 , como C
F
= S
F
/2, puede escribirse:
N
S
S N
S
F
xy
F
x F
xy
x
1
2 2
1
2
1
2
2
2
2
1
1
1
1
]
1
,
_
,
_
1
1
1
1
]
1
,
_
Mquina de Perfilar Chapa en fro Pg. 61
Con lo que la ecuacin de diseo ser:
2
2
1
2 2
1
N C S
F
m
F
m
1
1
]
1
,
_
,
_
Sustituyendo los valores para un rbol circular macizo se obtiene:
( ) ( )
2
2 2
3 2
2
1
2
3
2
3
1 32 1 16 32
N
T M
S d N C d
T
S d
M
R
F F F
R
+
1
1
]
1
,
_
,
_
Despejando el dimetro se obtiene:
( ) ( ) ( )
1
]
1
3
1
2
1
2 2
32
T M
S
N
d
R
F
53,45mm
Tomando como base el dimetro obtenido se procede al diseo del rbol teniendo en
cuenta los distintos elementos que se han de montar en el mismo.
4.1.7. Clculo a fatiga
Partiendo del lmite de fatiga de ensayo de flexin rotatoria del material considerado se ha
de determinar el lmite de fatiga corregido en todas aquellas secciones del rbol que
puedan ser crticas. En la Figura 4.8 se muestra la propuesta para el rbol solicitado.
Pg. 62 ANEXO B: Clculos generales
Figura 4.8: Propuesta para el rbol solicitado
El lmite de fatiga corregido vendr dado por la expresin:
fat c f b a fat
S k k k k S =
1 '
La seccin crtica es la de soporte del rodamiento 1, y esta ser la que se analice.
a) Acabado superficial del rbol:
El acabado superficial de las superficies es un factor importante, ya que un mal
acabado puede originar concentracin de tensiones que dan lugar a la aparicin de
grietas, y a una ms rpida rotura por fatiga. El factor k
a
intenta reflejar esta
circunstancia, y se define [CALERO PEREZ Y CARTA GONZALEZ, pg. 513 tabla
14.4] por la expresin:
b
R a
S a k =
donde para un rbol esmerilado a = 1,58 y b = -0,085. Por lo tanto
88 , 0 950 58 , 1
085 , 0
= =
a
k
Mquina de Perfilar Chapa en fro Pg. 63
b) Tamao del rbol
Para un tamao de 55 mm. el factor de tamao de rbol se define por:
8 , 0
62 , 7
55
62 , 7
1133 , 0 1133 , 0
=
=
d
k
b
c) Lmite de fatiga para diferentes supervivencias
Se ha comprobado que para un nmero de ciclos dado, la rotura de las probetas por
fatiga (el lmite de fatiga) sigue una curva de distribucin normal con una desviacin
tpica de alrededor del 8 por 100. Esta desviacin tpica es conocida por la letra D =
0,08.
Una vez conocida la desviacin tpica D, el lmite de fatiga para diferentes relaciones de
supervivencia puede hallarse multiplicando el lmite de fatiga para un 50 por 100 por un
factor de confianza k
c
, que puede obtenerse como:
= D k
c
1
Donde el valor depende de la relacin de supervivencia, as para una supervivencia
del 99% el valor = 2,3.
Por lo tanto:
= D k
c
1 =1-0,08 2,3=0,816
Entonces S
fat
(99%)= S
fat
(50%) k
c
d) Coeficiente de concentracin de tensiones
El coeficiente de concentracin de tensiones k
f
viene dado por la expresin:
( ) 1 1 + =
t f
K q k
Para determinar el factor K
t
se debe introducir en una tabla [CALERO PEREZ Y CARTA
GONZALEZ, pg. 558 Figura 16.43] las siguientes relaciones:
27 , 1
55
70
= =
d
D
y 054 , 0
55
3
= =
d
r
Pg. 64 ANEXO B: Clculos generales
Obteniendo K
t
= 2,0.
Seguidamente se determina la sensibilidad a la entalla q mediante la utilizacin de otra
grfica [CALERO PEREZ Y CARTA GONZALEZ, pg. 515 Figura 14.21] obteniendo:
q = 0,85
Por tanto:
( ) ( ) 54 , 0 85 , 1 1 2 85 , 0 1 1 1
1
= = + = + =
f t f
k K q k
e) Tipo de fatiga
El tipo de tensin es alternativa, por lo tanto el lmite de fatiga alternativa para el acero
escogido es S
fat
= 490 N/mm
2
.
Por tanto, sustituyendo en la expresin del lmite de fatiga los factores calculados, se tiene:
fat c f b a fat
S k k k k S =
1 '
=
2
/ 152 490 816 , 0 54 , 0 8 , 0 88 , 0 mm N =
4.1.8. Clculo de las tensiones en las seccin crtica
Las secciones criticas del rbol son aquellas donde existe riesgo a fallo por fatiga,
normalmente en los cambios de dimetro, en los chaveteros, en los soportes de los
rodamientos, etc. En este caso, se ha considerado que la seccin critica es la de cambio de
dimetro en el rodamiento 1.
Considerando el par torsor constante, ya que no hay volantes, embragues, etc., se tiene:
T
a
=0 y T
m
=T
max
Como,
2
3
/ 53 , 97
32
mm N
d
M
mx
=
= =
=
3
max
16
d
T
12,93N/mm
2
4.1.9. Clculo del coeficiente de seguridad para tensiones variables
En este supuesto, la ecuacin de diseo queda reducida a la expresin:
Mquina de Perfilar Chapa en fro Pg. 65
2
2
1
2
2
'
1
N C S
F
m
fat
a
1
1
]
1
,
_
,
_
De donde puede calcularse el coeficiente de seguridad:
N
fat
=
4
1
2
2
'
1
1
1
]
1
,
_
,
_
F
m
fat
a
C S
=1,65
El coeficiente de seguridad de fatiga es de 1,65, para una relacin de supervivencia del
99%, que se considera aceptable.
4.1.10. Comprobacin a rigidez
1. Clculo de la flecha del eje en la zona del rodillo
Para calcular la flecha f en el punto de aplicacin de la carga se har servir el teorema de
Castigliano, que permite hallar de forma efectiva la flecha de un rbol escalonado y
simplemente apoyado si este esta sometido a varias cargas puntuales. Esta es la situacin
de clculo realizada por tratarse de la hiptesis de carga ms desfavorable.
Este teorema consiste en suponer el rbol empotrado en el punto de aplicacin de una
carga y se determina el desplazamiento de cada uno de los apoyos debido a las fuerzas en
los apoyos originados por la carga.
Por lo tanto se define el desplazamiento en un apoyo A como:
......
2
0 2
2 1
0 1
2
+ +
l
A
l
A
A
dx
I
x
E
F
dx
I
x
E
F
f
La integracin debe realizarse a lo largo del rbol mientras ste mantenga constante su
momento de inercia.
Mediante la integracin de la ecuacin anterior se obtienen los desplazamientos de los
apoyos. Teniendo en cuenta que para un eje circular macizo I= d
4
/64 se obtiene que:
Pg. 66 ANEXO B: Clculos generales
+ +
= .....
8 , 6
4
2
3
2
4
1
3
1
d
l
d
l
E
F
f
A
A
En nuestro caso la flexin del eje tendr la forma de la Figura 4.9:
Figura 4.9 : Flechas
Plano vertical
mm f
rod
05 , 0
60
300
800 . 205
8 , 6 29 , 356 . 1
4
3
2
=
=
mm f
rod
75 , 0
60
300
800 . 205
8 , 6 25 , 333 . 20
4
3
1
=
=
A partir de estas flechas, la flecha en la zona de deformacin se puede definir [NIEMANN,
pg. 370] segn
2
2 1
2 _
rod
rod rod
rod ver def
L
L
f f
f f
+ = = mm 355 , 0
300
600
05 , 0 75 , 0
05 , 0 =
+
Plano horizontal
Mquina de Perfilar Chapa en fro Pg. 67
mm f
rod
009 , 0
60
300
800 . 205
8 , 6 10 , 222
4
3
2
=
=
mm f
rod
07 , 0
60
300
800 . 205
8 , 6 56 , 930 . 1
4
3
1
=
=
2
2 1
2 _
rod
rod rod
rod hor def
L
L
f f
f f
+ = = mm 0395 , 0
300
600
009 , 0 07 , 0
009 , 0 =
+
Flecha total
mm f f f
ver def hor def def
357 , 0 0395 , 0 355 , 0
2 2 2
_
2
_
= + = + =
Es importante hacer notar que esta flecha ha sido calculada en una caso de hiptesis muy
desfavorables. A continuacin se comentarn algunos aspectos que hacen reducir la flecha
considerablemente y que nos hacen aceptar el resultado obtenido:
Los rodillos de deformacin montados actan como elementos rigidizadores del eje.
La amplitud que abarcan entre el rodillo horizontal y el soporte de giro de los rodillos
laterales es superior a 300 mm desde la zona central. Los distanciadores en menos
medida, son tambin elementos rigidizadores.
Las cargas han sido calculadas en el centro del eje, cuando la realidad es que estn
separadas 30 mm
2. Clculo de la flecha del eje en la zona del engranaje
En caso de no considerar la fuerza del rodillo de deformacin, caso ms desfavorable, la
flecha de un pin en voladizo viene determinada por la frmula:
Plano vertical
mm f f
ver eng rod
013 , 0
45
25
55
53
800 . 205
8 , 6 25 , 333 . 20
4
3
4
3
_ 1
=
= =
Plano horizontal
Pg. 68 ANEXO B: Clculos generales
mm f f
hor eng rod
0013 , 0
45
25
55
53
800 . 205
8 , 6 56 , 930 . 1
4
3
4
3
_ 1
=
= =
Flecha total
mm f f f
ver eng hor eng eng
013 , 0 0013 , 0 013 , 0
2 2 2
_
2
_
= + = + =
ngulo de flexin
Para rboles con piones en voladizo hay que comprobar el ngulo de flexin
resultante de la fuerza de dentado, para evitar por ejemplo rotura de los dientes por la
inclinacin.
El ngulo de flexin para una situacin de un rbol con pin en voladizo viene
determinada por la siguiente frmula [NIEMANN, pg 367]:
I E
F a
tg
=
donde a viene dada por:
2
2 2
1 2 1
642 . 18
2
78
3
600 78
2 3
mm
a a a
a = +
= +
=
y al tratarse de un eje circular macizo I es:
I= d
4
/64=
4
4
289 . 201
64
45
mm =
Por tanto:
=
= 1000 / 1 00067 , 0
289 . 201 800 . 205
061 . 15 642 . 18
tg
I E
F a
tg
eng
Inclinacin Admisible.
Mquina de Perfilar Chapa en fro Pg. 69
5. Estudio de los elementos auxiliares
5.1. Seleccin y comprobacin de los rodamientos
A diferencia de otros clculos de elementos de mquinas, los cojinetes de rodamiento se
seleccionan considerando la vida til que se desea que tengan. Esto significa que la vida
infinita no es posible de alcanzar y debemos pensar que los rodamientos son elementos de
desgaste que deben ser reemplazados peridicamente para evitar daos al mecanismo en
el cual estn montados. Este reemplazo se realiza bajo el concepto de mantenimiento
preventivo, en donde el rodamiento es reemplazado justo antes de que falle. La falla debe
entenderse como un grado de desgaste tal que provoca vibraciones en el eje, apreciables
auditivamente por un zumbido caracterstico.
Son muchos los factores que afectan la vida til, los ms importantes son la magnitud de
las cargas, la direccin de las cargas, la velocidad de giro, las deformaciones del eje, la
desalineacin, la calidad de la lubricacin, la temperatura de operacin y la limpieza. Se
utilizaran en este captulo tres frmulas para estimar la vida del rodamiento, las cuales
varan en complejidad al considerar ms variables en el clculo.
5.1.1. Disposicin
En este punto se seguir con la misma nomenclatura utilizada para calcular los ejes.
1. Para el rodamiento 2, el que menos carga soporta y pensado para aguantar tan
slo carga radial, se ha pensado en hacer servir un rodamiento radial.
Los rodamientos radiales son aquellos que estn diseados para resistir cargas en
direccin perpendicular al eje. Constan en forma general de tres piezas: un aro
exterior, un aro interior y un elemento rodante con algn tipo de canastillo o jaula.
Por ejemplo, las ruedas de un carro se apoyan en el suelo y reciben la carga en el
eje, de esta forma los rodamientos de las ruedas trabajan bajo carga radial.
En este caso debido al tipo de eje, y para no tener que mecanizar el eje en su parte
final, se ha prescindido del aro interior y el elemento rodante gira directamente sobre
el eje.
2. Para el rodamiento 1, pensando en prevenir cargas axiales por un fallo en el
montaje de la mquina o cualquier otra circunstancia imprevisible, se ha pensado
en hacer servir una pareja de rodamientos axiales colocados en O. Adems,
Pg. 70 ANEXO B: Clculos generales
mediante este tipo de montaje, estos rodamientos permiten crear un momento
suficiente para poder aguantar los rodillos y el eje en voladizo, aspecto fundamental
en el montaje de la mquina, como se ver en el Anexo E.
Rodamientos Axiales: son aquellos que estn diseados para resistir cargas en la
misma direccin del eje. Constan en forma general de tres piezas: Un aro superior,
un aro inferior y un elemento rodante con algn tipo de canastillo.
Por ejemplo, pensemos en un carrusel, el peso total de esta mquina acta
verticalmente hacia el suelo y debe rotar en torno a un eje vertical al suelo, en esta
aplicacin debe utilizarse un rodamiento axial de gran dimetro, cuyo aro superior
sostenga al carrusel y cuyo aro inferior se apoye en el suelo.
5.1.2. Clculo de los rodamientos
El caso en que nos encontramos no es la eleccin de los rodamientos, ya que estos han
sido elegidos por cuestiones de diseo del eje, disposicin y espacio. Por lo tanto, los
rodamientos ya estn elegidos, lo que se realizar a continuacin es la comprobacin o
vida de los rodamientos seleccionados.
Respecto el rodamiento 2, rodamiento de agujas, la solicitacin es claramente inferior a la
capacidad de estos, y por lo tanto no se analizarn.
Los rodamientos 1, la pareja de rodamientos cnicos sern los que se analizarn a
continuacin.
5.1.2.1. Datos tcnicos
En el catlogo de rodamientos aparecen los datos necesarios para la vida til de los
rodamientos en cuestin. Estos valores que han sido obtenidos en bancos de prueba
realizando numerosos ensayos, son los siguientes:
- Capacidad de carga esttica: C
0
(fuerza)
- Capacidad de carga dinmica: C (fuerza)
- Velocidad nominal: n (min
1
)
- Carga lmite de fatiga: C
u
(fuerza)
Mquina de Perfilar Chapa en fro Pg. 71
Los rodamientos solicitados [INA rodamientos] se presentan al final de este anexo, pero las
caractersticas principales se presentan a continuacin:
- Masa m =0,92 kg
- Capacidad de carga dinmica radial C = 90.000N
- e = 0,4
- Y = 1,48
- Capacidad de carga esttica radial C
o
= 108.000N
- Y
o
= 0,81
- Velocidad lmite n = 6.700 min
1
- Velocidad de referencia n
B
= 4.800 min
- 1
- Carga lmite de fatiga radial C
uR
= 14.300N
5.1.2.2. Clculo de la vida
Frmula de la carga equivalente para carga combinada:
a r
F Y F X P + =
Donde:
F
r
es la carga radial que se aplica sobre el rodamiento
F
a
es la carga axial que se aplica sobre el rodamiento
X e Y son valores adimensionales que varan para cada tipo de rodamiento.
Como en nuestro caso no existe fuerza axial F
a
= 0N.
N F P
Rod
4 , 424 . 20 56 , 930 . 1 333 . 20
2 2
1
= + = = como son dos rodamientos
P=10.212,2N
Pg. 72 ANEXO B: Clculos generales
La frmula de duracin es:
p
P
C
L L
= =
10
donde L es la duracin nominal en millones de revoluciones, que alcanza o
que la rebasa por lo menos el 90% de un lote ms o menos grande de rodamientos iguales.
- p = 10/3 por tratarse de rodamientos de rodillos
- P = 10.212,2N
- C = 90.000 N
Por tanto:
p
P
C
L L
= =
10
= vueltas
6
3
10
10 8 , 413 . 1
2 , 212 . 10
000 . 90
=
este mismo valor en horas se obtiene mediante:
h
n
L
L L
h h
12
6 6
10
10 9 , 1
60 44 , 22
10 8 , 413 . 1
60
10
=
= =
Por lo tanto la vida y dimensionado de los rodamientos escogidos es ms que suficiente
para la necesidad de la mquina.
5.2. Clculo del husillo
El husillo, que se trata del perno de mtrica 20 que sujeta los rodillos superiores, trabaja a
traccin pura, ya que las fuerzas axiales, en caso de existir, las absorberan las tapas que
hacen de guas.
Por lo tanto para producir una rotura del husillo se debera dar:
N
d
A F
t t husillo
345 . 65
4
260 80 , 0 80 , 0
2
= =
Siendo la fuerza mxima que debe soportar 20.333N. Por lo tanto el husillo aguanta
perfectamente la solicitacin.
Mquina de Perfilar Chapa en fro Pg. 73
5.3. Clculo de los dos pasadores
La resistencia de clculo, por lo tanto mnima, de un pasador simple es 300 N/mm
2
.
Teniendo en cuenta que estos trabajan a aplastamiento, el rea de aplastamiento, segn la
Figura 5.1, es:
Figura 5.1: rea de aplastamiento de un pasador
2
5 , 28
2
3 3 , 14 3 , 14 10
2
10
2
) (
mm
f c c r r
A
p
=
+
=
+
=
Entonces para que se produzca fallo por aplastamiento se debe dar que:
N A F
p t pasador
89 , 093 . 17 5 , 28 300 2 2 = =
Al tener dos pasadores la fuerza debera ser superior a 34.188N, cosa que no sucede. Por
lo tanto los pasadores soportan la fuerza por aplastamiento.
Pg. 74 ANEXO B: Clculos generales
En el caso de que el factor limitativo sea a cortadura, las condiciones que se deben cumplir
es:
c t pasador
A n F 8 , 0
Donde:
n = 2 porque hay dos zonas de corte.
El rea de corte A
c
, haciendo la hiptesis ms desfavorable de que es circular, sera:
2
2 2
27 , 28
4
6
4
mm
d
A
c
= = =
Por tanto:
N A n F
t t pasador
68 , 571 . 13 27 , 28 300 2 8 , 0 8 , 0 = =
Como hay dos pasadores, entonces la fuerza mxima seria 27.143,36N, a la cual en
ninguna situacin se llega.
Mquina de Perfilar Chapa en fro Pg. 75
6. TABLAS
6.1. Tabla 6.1 Clculo de esfuerzos
Pg. 76 ANEXO B: Clculos generales
6.2. Tabla 6.2 Calculo de solicitacin del eje
Mquina de Perfilar Chapa en fro Pg. 77
6.3. Tabla 6.3 Clculo de las inercias
También podría gustarte
- I02n-Guia N°3-Labquimi01-Tabla PeriodicaDocumento11 páginasI02n-Guia N°3-Labquimi01-Tabla PeriodicaHermitAún no hay calificaciones
- Embrague Monodisco de FricionDocumento5 páginasEmbrague Monodisco de FriciondarwinAún no hay calificaciones
- MantenimientoDocumento0 páginasMantenimientochoqolloAún no hay calificaciones
- Manual Par Motor Transmision Camiones Volvo Medicion Relacion EngranajesDocumento7 páginasManual Par Motor Transmision Camiones Volvo Medicion Relacion EngranajescarlitosforAún no hay calificaciones
- Grua de Castillo Sobre Oruga 130tDocumento24 páginasGrua de Castillo Sobre Oruga 130tDavid CandoAún no hay calificaciones
- Afinacion Carburador Paso A PasoDocumento3 páginasAfinacion Carburador Paso A PasoJuan Manuel Caycho CervantesAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento21 páginasMantenimiento Productivo TotalDulceCoronadoAún no hay calificaciones
- Clacificacion Api de Aceites LubricantesDocumento5 páginasClacificacion Api de Aceites LubricantesGonzalo FioriloAún no hay calificaciones
- Manual Camiones Volvo Comprobacion de Componentes PDFDocumento4 páginasManual Camiones Volvo Comprobacion de Componentes PDFRoussel Florez ZuloagaAún no hay calificaciones
- Volvo FM Metano-DiéselDocumento6 páginasVolvo FM Metano-DiéselJulio SurcoAún no hay calificaciones
- MP97 02 SDocumento12 páginasMP97 02 SjeisonAún no hay calificaciones
- Clasificacion de Los FluidosDocumento23 páginasClasificacion de Los FluidosJosé Flores IbarraAún no hay calificaciones
- Cómo Hacer Un Diagrama de Pareto Con Excel 2010Documento8 páginasCómo Hacer Un Diagrama de Pareto Con Excel 2010Hardy Edicson Leon RicoAún no hay calificaciones
- Informe Del Sistema de CargaDocumento9 páginasInforme Del Sistema de Cargafreddic0Aún no hay calificaciones
- Sistema de LubricacionDocumento14 páginasSistema de LubricacionMarco ChicaizaAún no hay calificaciones
- AlarmaDocumento7 páginasAlarmacarlos venturaAún no hay calificaciones
- Ntervalos de Mantenimiento PreventivoDocumento5 páginasNtervalos de Mantenimiento PreventivoRuju RujuAún no hay calificaciones
- Los Esfuerzos en Plumas de GrúasDocumento19 páginasLos Esfuerzos en Plumas de GrúasrulyAún no hay calificaciones
- Parcial Eje Elementos I-1Documento6 páginasParcial Eje Elementos I-1slaydepAún no hay calificaciones
- Sistemas. de Admisión y Escape de MCIDocumento14 páginasSistemas. de Admisión y Escape de MCIDavid Rojas AnayaAún no hay calificaciones
- Comparativo de RepuestosDocumento9 páginasComparativo de RepuestosEduardo EzcurraAún no hay calificaciones
- Horquilla Embrague Volvo FMX 440Documento5 páginasHorquilla Embrague Volvo FMX 440JEAN PIERRE JESUS ÑIQUEN SANTIAGOAún no hay calificaciones
- Acumuladores HidraulicosDocumento7 páginasAcumuladores HidraulicosJorge Rene GerardoAún no hay calificaciones
- Actuadores y Acumuladores HidráulicosDocumento38 páginasActuadores y Acumuladores HidráulicosRolandoJeffersonVivesCarreñoAún no hay calificaciones
- Código 31-36 - Inyector BombaDocumento6 páginasCódigo 31-36 - Inyector BombaLuisyxime LuisyximeAún no hay calificaciones
- Inyecciones BOSCH - Funcionamiento y Localizacion de Fallas - TesisDocumento216 páginasInyecciones BOSCH - Funcionamiento y Localizacion de Fallas - TesisRigoberto Fong GonzalezAún no hay calificaciones
- Generalidades Del Sistema Eléctrico PDFDocumento16 páginasGeneralidades Del Sistema Eléctrico PDFDiego Caceres100% (1)
- IS.43. Caja de Cambios, Generalidades PDFDocumento6 páginasIS.43. Caja de Cambios, Generalidades PDFDiego VargasAún no hay calificaciones
- CULATA de Compresora de Aire.Documento11 páginasCULATA de Compresora de Aire.Eloy Sanchez NinaAún no hay calificaciones
- Instalación Del Equipo para La Medición de La Presión de Aceite en El Eje Del BalancínDocumento8 páginasInstalación Del Equipo para La Medición de La Presión de Aceite en El Eje Del BalancínLuisyxime LuisyximeAún no hay calificaciones
- Materiales MagnéticosDocumento15 páginasMateriales MagnéticosNego LaraAún no hay calificaciones
- Taller Cargador Frontal PDFDocumento3 páginasTaller Cargador Frontal PDFBriggitte Stephany Ortiz SanchezAún no hay calificaciones
- Asiento de Camisa, Fresado PDFDocumento11 páginasAsiento de Camisa, Fresado PDFMichael Mendigure PumacharaAún no hay calificaciones
- Calibracion Motor c19Documento4 páginasCalibracion Motor c19TECSUPHYOAún no hay calificaciones
- Volvo FMX-Especificaciones-ES PDFDocumento17 páginasVolvo FMX-Especificaciones-ES PDFclaudia quispe100% (1)
- Manual de Instrucciones: Bombas de Vacío Rotativas Speedivac 2Documento34 páginasManual de Instrucciones: Bombas de Vacío Rotativas Speedivac 2ahalonsoAún no hay calificaciones
- NeumaticaDocumento36 páginasNeumaticaJustin Walter RredAún no hay calificaciones
- Manual Portero MayordomoDocumento24 páginasManual Portero MayordomoDamián Basabilbaso100% (1)
- Funcion Piezas Del MotorDocumento15 páginasFuncion Piezas Del MotorNicolas Andres Araya Villalobos100% (1)
- Informe 1 Embrague MonodiscoDocumento20 páginasInforme 1 Embrague MonodiscoStevin BonifazAún no hay calificaciones
- 56 DiagramasdelFrenodeAireaPresiónVHD PV776-TSP189190Documento48 páginas56 DiagramasdelFrenodeAireaPresiónVHD PV776-TSP189190Angel DlsgAún no hay calificaciones
- Síntomas de Fallas de Una Caja de VelocidadesDocumento11 páginasSíntomas de Fallas de Una Caja de VelocidadesMarĭo Isaac Manrĭquéz LealAún no hay calificaciones
- Cambio de Juntas de Suzuki Vitara Carburacion JLXDocumento87 páginasCambio de Juntas de Suzuki Vitara Carburacion JLXmarkv23Aún no hay calificaciones
- El Motor de Encendido Por CompresiónDocumento14 páginasEl Motor de Encendido Por CompresiónVargas LuisAún no hay calificaciones
- Grupo de Prueba de Calibración CATDocumento19 páginasGrupo de Prueba de Calibración CATRobert LeytonAún no hay calificaciones
- Reglaje Carburador de Doble CuerpoDocumento7 páginasReglaje Carburador de Doble CuerpoemanuelAún no hay calificaciones
- Mantenimiento A Un Motor Eléctrico TrifásicoDocumento12 páginasMantenimiento A Un Motor Eléctrico TrifásicoIsrael CarrilloAún no hay calificaciones
- Cálculos de Sistemas ISUZU 4BD1Documento15 páginasCálculos de Sistemas ISUZU 4BD1Luis Andres Ayala NasturAún no hay calificaciones
- Gl-Mas1401-L14o Regulacion de ValvulasDocumento12 páginasGl-Mas1401-L14o Regulacion de ValvulasJuanfrancisco Rojas Olivares50% (2)
- Accionadores de Valvulas Variables PDFDocumento5 páginasAccionadores de Valvulas Variables PDFPercyAún no hay calificaciones
- Actuador de La Caja de Cambios: VolvoDocumento78 páginasActuador de La Caja de Cambios: VolvoJuan Carlo yujraAún no hay calificaciones
- Volvo FMX Especificaciones Cabina ESDocumento3 páginasVolvo FMX Especificaciones Cabina ESHuayta Apaza JacintoAún no hay calificaciones
- Material Angulos Alineamiento Ruedas Neumaticos Camiones Volquete FM FH NH Volvo PDFDocumento7 páginasMaterial Angulos Alineamiento Ruedas Neumaticos Camiones Volquete FM FH NH Volvo PDFJhancarlos MescuaAún no hay calificaciones
- Cambio de Camisas de MotorDocumento17 páginasCambio de Camisas de MotormsgAún no hay calificaciones
- Electricidad Electronica Del VehiculoDocumento162 páginasElectricidad Electronica Del Vehiculodario luis flores collasAún no hay calificaciones
- TesisDocumento132 páginasTesisMarlon F. Rangel GutierrezAún no hay calificaciones
- Informe EM Grupo 9Documento53 páginasInforme EM Grupo 9Susan NicoleAún no hay calificaciones
- TP2-EdM - MENBRIBE MicaelaDocumento66 páginasTP2-EdM - MENBRIBE MicaelaMicaela MenbribeAún no hay calificaciones
- Informe 1 Diseño de Transmisiones MecanicasDocumento22 páginasInforme 1 Diseño de Transmisiones MecanicasCamilo HernandezAún no hay calificaciones
- Proyecto Integrador Grupo 1 (Seg - Revisión)Documento23 páginasProyecto Integrador Grupo 1 (Seg - Revisión)Diego ZaeAún no hay calificaciones
- Manual de Respuesta y AnalisisDocumento37 páginasManual de Respuesta y Analisisviviana.barandaAún no hay calificaciones
- Evaluacion Final - Escenario 8 - Primer Bloque-Teorico - Practico - Higiene y Seguridad Industrial IVDocumento9 páginasEvaluacion Final - Escenario 8 - Primer Bloque-Teorico - Practico - Higiene y Seguridad Industrial IVDalcio UrielesAún no hay calificaciones
- Curso BIM Collaborate PRODocumento3 páginasCurso BIM Collaborate PROJeison Alexander BocanegraAún no hay calificaciones
- Prueba CompresorDocumento12 páginasPrueba CompresormauricioAún no hay calificaciones
- Calor Sensible y Calor LatenteDocumento8 páginasCalor Sensible y Calor LatenteJean QuispeAún no hay calificaciones
- Extracto EAA Rey PastorDocumento8 páginasExtracto EAA Rey PastoroamarilloAún no hay calificaciones
- Encuesta MusicalDocumento2 páginasEncuesta MusicalJose Miguel Alegria0% (1)
- 1.2 Leyes Vigentes Aplicables La ShidaDocumento15 páginas1.2 Leyes Vigentes Aplicables La ShidaJose Luis BuenoAún no hay calificaciones
- Informe Diseño de MezclasDocumento34 páginasInforme Diseño de MezclasEmer Rojas Castro100% (1)
- Procedimiento de MuestreoDocumento7 páginasProcedimiento de MuestreoMaria Graciela GonzalezAún no hay calificaciones
- Orozco y Chavarro - Robert Merton - La Ciencia Como InstituciónDocumento21 páginasOrozco y Chavarro - Robert Merton - La Ciencia Como InstituciónAriadna GuerreroAún no hay calificaciones
- Escuela Humano ConductistaDocumento11 páginasEscuela Humano ConductistaHass LuisAún no hay calificaciones
- Análisis de Fallas de Los Sellos Mecánicos en LasDocumento122 páginasAnálisis de Fallas de Los Sellos Mecánicos en LasMiguel Jose Rivas MendozaAún no hay calificaciones
- Actividad 3 SenaDocumento3 páginasActividad 3 SenaLeidy TatianaAún no hay calificaciones
- Actividad de Aprendizaje A DistanciaDocumento2 páginasActividad de Aprendizaje A DistanciaMaría VictoriaAún no hay calificaciones
- Actividad de Aprendizaje 3.1. - Teoria de Conj PDFDocumento3 páginasActividad de Aprendizaje 3.1. - Teoria de Conj PDFISRAEL FLORES HERNANDEZAún no hay calificaciones
- PRACTICA 3 KLa JEANYDocumento8 páginasPRACTICA 3 KLa JEANYjeany5Aún no hay calificaciones
- Capitulo Muestra-Matematicas 6 PDFDocumento15 páginasCapitulo Muestra-Matematicas 6 PDFJamie Xiu Mei Pedraza GonzálezAún no hay calificaciones
- Reseña CD "Taller de Música Contemporánea UC. Obras de Cámara"Documento4 páginasReseña CD "Taller de Música Contemporánea UC. Obras de Cámara"Gabriel Galvez SilvaAún no hay calificaciones
- Informe Programa de Formación ComplementariaDocumento7 páginasInforme Programa de Formación Complementariamejai314Aún no hay calificaciones
- Diseño de Camara de Rejas-Tanque Septico - ToncoDocumento13 páginasDiseño de Camara de Rejas-Tanque Septico - ToncoJaime Huamani JimenezAún no hay calificaciones
- PROYECTO 1 Reglamento EscolarDocumento17 páginasPROYECTO 1 Reglamento EscolarmograbejoAún no hay calificaciones
- Velo de Sombras - Traducción Clan NocturnoDocumento230 páginasVelo de Sombras - Traducción Clan NocturnoFabiola Oyarzun50% (2)
- Arte MapucheDocumento114 páginasArte MapucheRo A Verde-Ramo100% (1)
- Proyecto Final Go KartDocumento38 páginasProyecto Final Go Kartmr1028649Aún no hay calificaciones
- Pressbook 84 1 PDFDocumento3 páginasPressbook 84 1 PDFflorfortuAún no hay calificaciones
- Estereotipos y Contraestereotipos en La Guerra CineDocumento21 páginasEstereotipos y Contraestereotipos en La Guerra CinexoloxochitlAún no hay calificaciones
- Ciclo de La Motivacion y La Piramide de MaslowDocumento5 páginasCiclo de La Motivacion y La Piramide de MaslowBárbara Chan IbarraAún no hay calificaciones
- Enfoque TransversalesDocumento12 páginasEnfoque Transversaleskarla daniela rojas clementeAún no hay calificaciones
- Convertir Valores Binario A DecimalDocumento5 páginasConvertir Valores Binario A Decimalfrostheim2Aún no hay calificaciones