También podría gustarte
- Diseño de concreto reforzado 8ª EdiciónDe EverandDiseño de concreto reforzado 8ª EdiciónCalificación: 5 de 5 estrellas5/5 (1)
- Tricotar - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 25 proyectos para realizarDe EverandTricotar - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 25 proyectos para realizarCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Conceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoDe EverandConceptos avanzados del diseño estructural con madera: Parte I: uniones, refuerzos, elementos compuestos y diseño antisísmicoAún no hay calificaciones
- AA-Plegado de ChapaDocumento18 páginasAA-Plegado de Chapacesar moran100% (1)
- Teoría de La Embutición de PlanchasDocumento26 páginasTeoría de La Embutición de PlanchasGerbercp Condori PalaciosAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Analisis y Calculo de Plegado de ChapasDocumento25 páginasAnalisis y Calculo de Plegado de ChapasZetamec Huayta100% (2)
- Cómo Hacer Un Aerogenerador de Eje Vertical PortátilDocumento11 páginasCómo Hacer Un Aerogenerador de Eje Vertical PortátilCristian Zuniga100% (1)
- Moldeo Por InyecciónDocumento29 páginasMoldeo Por InyecciónGerardo Zenteno RomanAún no hay calificaciones
- EMBUTICIONDocumento13 páginasEMBUTICIONMelisa LinarelloAún no hay calificaciones
- Tema 3 Plegado de ChapasDocumento22 páginasTema 3 Plegado de ChapasVio Sónica67% (3)
- Maquinas para TrefiladoDocumento20 páginasMaquinas para TrefiladomnnickAún no hay calificaciones
- Otonari No Tenshi-Sama Vol 3Documento161 páginasOtonari No Tenshi-Sama Vol 3FERNANDO CASTILLO ALVAREZAún no hay calificaciones
- Sesión de Aprendizaje de CytDocumento4 páginasSesión de Aprendizaje de CytTania Gomez CasaAún no hay calificaciones
- Crucigrama FLUIDOSDocumento2 páginasCrucigrama FLUIDOSAdriana Cruz86% (7)
- Plegado de Chapa Manual InstructivoDocumento10 páginasPlegado de Chapa Manual InstructivosergiograuAún no hay calificaciones
- Doblez de ChapaDocumento13 páginasDoblez de ChapaArmando Perez100% (1)
- Nociones Básicas Sobre PlegadoDocumento9 páginasNociones Básicas Sobre PlegadoCyntia AltamiranoAún no hay calificaciones
- PlegadorasDocumento6 páginasPlegadorascdrappoAún no hay calificaciones
- Manual de PlegadoDocumento11 páginasManual de PlegadoAlberto Chávez CabreraAún no hay calificaciones
- Proceso de EmbutidoDocumento34 páginasProceso de EmbutidoFer MonteroAún no hay calificaciones
- Plegado A 90 ModifDocumento11 páginasPlegado A 90 ModifPatrickGustavoSuyoMarinAún no hay calificaciones
- Perfiles PlegadosDocumento10 páginasPerfiles PlegadosPedro Luis Choque MamaniAún no hay calificaciones
- Lo Que Hay Que Saber Sobre El PlegadoDocumento9 páginasLo Que Hay Que Saber Sobre El Plegadoxabarin_81100% (1)
- Estampado - Clase 1 - 2024Documento88 páginasEstampado - Clase 1 - 2024Daniel BearAún no hay calificaciones
- Laboratorio. EmbuticiónDocumento25 páginasLaboratorio. EmbuticiónJuliusAún no hay calificaciones
- Plegado de Chapa Con Un Punzón y Una MatrizDocumento10 páginasPlegado de Chapa Con Un Punzón y Una MatrizOscar CruzAún no hay calificaciones
- Plegado AsdaDocumento20 páginasPlegado Asdafergreta.94Aún no hay calificaciones
- Herramientas de CorteDocumento15 páginasHerramientas de CorteNacho BiavaAún no hay calificaciones
- Rolleri Nociones Plegado ArgumentosRev2Documento20 páginasRolleri Nociones Plegado ArgumentosRev2Manolo AntonAún no hay calificaciones
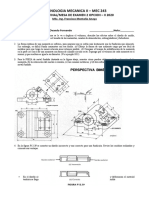
- Examen Final 2 Opcion Mesa II 2020Documento5 páginasExamen Final 2 Opcion Mesa II 2020Fernando AlcocerAún no hay calificaciones
- Teoria Del Plegado PDFDocumento9 páginasTeoria Del Plegado PDFPaulina Velarde VelásquezAún no hay calificaciones
- Consideraciones ImportantesDocumento10 páginasConsideraciones ImportantesRicardo García AsenjoAún no hay calificaciones
- 7.1. PunzonadoDocumento19 páginas7.1. PunzonadoFrancisco ToroAún no hay calificaciones
- Espiga y PunzónDocumento16 páginasEspiga y PunzónJhosselin Yauri ValdozedaAún no hay calificaciones
- Procesos de Manufactura I (Practica VIII)Documento7 páginasProcesos de Manufactura I (Practica VIII)Kevin RodriguezAún no hay calificaciones
- Procesos de Manufactura I (Practica VIII)Documento7 páginasProcesos de Manufactura I (Practica VIII)Kevin RodriguezAún no hay calificaciones
- Actividad de Forjado Angel Acevedo 1192467Documento8 páginasActividad de Forjado Angel Acevedo 1192467ANGEL ISABELLA ACEVEDO VILAAún no hay calificaciones
- Monografia de PlegadoraDocumento12 páginasMonografia de PlegadoraCiro Luque100% (1)
- Roscado Manual 6Documento9 páginasRoscado Manual 6Ivancho TorresAún no hay calificaciones
- Trabajar Con La Plegadora de ChapaDocumento3 páginasTrabajar Con La Plegadora de ChapaDenis Villanueva PerezAún no hay calificaciones
- Aberturas de Chapa PlegadaDocumento18 páginasAberturas de Chapa Plegadatatidk75% (4)
- Examen de Tecno 2 2do ParcialDocumento15 páginasExamen de Tecno 2 2do ParcialOdrig GonzalesAún no hay calificaciones
- Conformado de AceroDocumento21 páginasConformado de AceroMaxiAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapaAniblis Choque100% (1)
- Circuitos ElectroneumaticosDocumento15 páginasCircuitos ElectroneumaticosAlan Jaldin SilesAún no hay calificaciones
- Resortes, Mango y Espiga y ConclusionDocumento10 páginasResortes, Mango y Espiga y Conclusioncristian_5Aún no hay calificaciones
- 04 - Conformado de La ChapaDocumento42 páginas04 - Conformado de La ChapaCarlos Lema MiguénsAún no hay calificaciones
- DobladoDocumento18 páginasDobladoBryam MorochoAún no hay calificaciones
- EMBUTIDODocumento27 páginasEMBUTIDOGómez Pérez AdrianAún no hay calificaciones
- Teoría de La EmbuticiónDocumento20 páginasTeoría de La EmbuticiónMarcos Valverde AvendañoAún no hay calificaciones
- ConerasDocumento78 páginasConerasjoremahu0% (1)
- Proceso de Estirado de Alambres y de Tubos 1Documento28 páginasProceso de Estirado de Alambres y de Tubos 1Anonymous goBUaWAún no hay calificaciones
- Diseño de Juntas SoldadasDocumento5 páginasDiseño de Juntas SoldadasRodol MarskeAún no hay calificaciones
- TrefiladoDocumento17 páginasTrefiladoandresAún no hay calificaciones
- RECALCADODocumento8 páginasRECALCADONayarid OcañaAún no hay calificaciones
- Capitulo 14 FinalDocumento27 páginasCapitulo 14 FinalDiany OrtegaAún no hay calificaciones
- Teoria Del Plegado PDFDocumento9 páginasTeoria Del Plegado PDFNelzon MamaniAún no hay calificaciones
- Conexiones Soldadura y Pernos Ula Prof - America B.torijaDocumento60 páginasConexiones Soldadura y Pernos Ula Prof - America B.torijaJose HidalgoAún no hay calificaciones
- Medidas Con SignoDocumento7 páginasMedidas Con SignoAdal ZaidAún no hay calificaciones
- Informe TopograficoDocumento44 páginasInforme TopograficoAngel Cardenas YauriAún no hay calificaciones
- Medición de Potencia TrifásicaDocumento8 páginasMedición de Potencia TrifásicaJonathanAún no hay calificaciones
- Guia Pedagogica #2 4to AñoDocumento6 páginasGuia Pedagogica #2 4to AñoLUZAún no hay calificaciones
- Hidraulica de Canales Unidad 4 Flujo Gradualmente VariadoDocumento30 páginasHidraulica de Canales Unidad 4 Flujo Gradualmente Variadoluishumbertocabreralopez1234Aún no hay calificaciones
- SIMOVERT Master Drives Unidad de Alimentación y Realimentación Tamaños C A KDocumento274 páginasSIMOVERT Master Drives Unidad de Alimentación y Realimentación Tamaños C A KLuis Pinto RojasAún no hay calificaciones
- Taller 21 MFDocumento4 páginasTaller 21 MFPipe VillegasAún no hay calificaciones
- La Elipse para Quinto Grado de SecundariaDocumento5 páginasLa Elipse para Quinto Grado de SecundariaCaleb VengoaAún no hay calificaciones
- Deber1 TrujilloDocumento12 páginasDeber1 Trujilloingdatu1Aún no hay calificaciones
- Semana 4 - Guía EstáticaDocumento7 páginasSemana 4 - Guía EstáticaTati Mollo MarcaAún no hay calificaciones
- Ficha Tecnica Producto 41 PDFDocumento1 páginaFicha Tecnica Producto 41 PDFAlbertoAún no hay calificaciones
- Z Clase 9 Material de Ayuda, VarianzaDocumento29 páginasZ Clase 9 Material de Ayuda, VarianzaJACINTO WILLCAMASCCOAún no hay calificaciones
- Tarea No 1 FTI Sem II 2020Documento5 páginasTarea No 1 FTI Sem II 2020Karen GomezAún no hay calificaciones
- Evaluacion 2-4 5B 2020-2Documento3 páginasEvaluacion 2-4 5B 2020-2Juseabh Krosby Sotomayor GarciaAún no hay calificaciones
- Resumen de Fisica BiomedicaDocumento128 páginasResumen de Fisica BiomedicaNahuel ZarateAún no hay calificaciones
- Oficio Resultado Ensayo de Carga Anclaje de Prueba - 1Documento14 páginasOficio Resultado Ensayo de Carga Anclaje de Prueba - 1Jhon RomeroAún no hay calificaciones
- Seminario Nocturno - TeslaDocumento17 páginasSeminario Nocturno - TeslaB123Aún no hay calificaciones
- Preguntas 3° y 5° Cy TDocumento2 páginasPreguntas 3° y 5° Cy TMirtha TaSimónAún no hay calificaciones
- Practica 1 - EquipoGDocumento12 páginasPractica 1 - EquipoGFELIPE CCAún no hay calificaciones
- Fuerzas IntermolecularesDocumento24 páginasFuerzas IntermolecularesLuis PallarosoAún no hay calificaciones
- Clase 20. Materiales de Ingeniería II.Documento4 páginasClase 20. Materiales de Ingeniería II.Luis Daniel Guzman CruzAún no hay calificaciones
- Espacios VectorialesDocumento3 páginasEspacios VectorialesDarlly Michelle Canas DelgadoAún no hay calificaciones
- FÍSICA 2 - LABORATORIO Termodinamica-Gas IdealDocumento6 páginasFÍSICA 2 - LABORATORIO Termodinamica-Gas IdealClases virtuales con Miss KarinaAún no hay calificaciones
- Ejercicios Unidad 05 PersonalidadDocumento3 páginasEjercicios Unidad 05 PersonalidadFelix CaceresAún no hay calificaciones
- Informe de Aprendizaje YadielDocumento23 páginasInforme de Aprendizaje YadielcopyAún no hay calificaciones
- Informe BalísitcaDocumento22 páginasInforme BalísitcaSebástian RamirezAún no hay calificaciones