También podría gustarte
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108De EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Aún no hay calificaciones
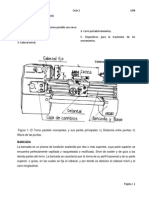
- Torno y Sus OperacionesDocumento42 páginasTorno y Sus Operacionesarturo moralesAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Lab 3 Granete de LatonDocumento24 páginasLab 3 Granete de LatonLuis Egoavil0% (1)
- Practica 1 Lab CNC UanlDocumento13 páginasPractica 1 Lab CNC UanlJosue TreviñoAún no hay calificaciones
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Aún no hay calificaciones
- Laboratorio 3 TORNODocumento7 páginasLaboratorio 3 TORNOJean Carlos Quispe SAún no hay calificaciones
- Apunte Tornería - 2ºCBDocumento6 páginasApunte Tornería - 2ºCBKarina GuenchulAún no hay calificaciones
- Manual Procesos de Transformacion de MaterialesDocumento90 páginasManual Procesos de Transformacion de MaterialesLayla96% (45)
- Accesorios Del TornoDocumento13 páginasAccesorios Del TornoMiguel Angel Montoya Motta92% (13)
- TornoDocumento15 páginasTornokirari21Aún no hay calificaciones
- Procesos de Manufactura II Un Enfoque Práctico PDFDocumento242 páginasProcesos de Manufactura II Un Enfoque Práctico PDFThe Master88% (8)
- TORNEADODocumento19 páginasTORNEADOJhovanny BallezaAún no hay calificaciones
- MecanizadoDocumento90 páginasMecanizadoMary Crist Martinez SotoAún no hay calificaciones
- Cabezal Universal DivisorDocumento15 páginasCabezal Universal DivisorOscar Perez CAún no hay calificaciones
- Roscado Grupo-7Documento40 páginasRoscado Grupo-7Esther CVAún no hay calificaciones
- Cuestionario ResueltoDocumento21 páginasCuestionario ResueltoVivian Gamez AcevedoAún no hay calificaciones
- Accesorios AuxiliaresDocumento9 páginasAccesorios AuxiliaresRosa RomeroAún no hay calificaciones
- Torneado ResumenDocumento3 páginasTorneado ResumenPeter Harold El TigreAún no hay calificaciones
- Torneado Loya PDFDocumento9 páginasTorneado Loya PDFsamuel HernandezAún no hay calificaciones
- Apunte - 2.1.1-TorneadoDocumento10 páginasApunte - 2.1.1-TorneadoRoBelen VillarAún no hay calificaciones
- Fresadora - Cabezal Universal DivisorDocumento20 páginasFresadora - Cabezal Universal DivisorRicardo Montoya0% (1)
- Cabezal Divisor FresadoraDocumento10 páginasCabezal Divisor Fresadoraanon_666921458Aún no hay calificaciones
- Programa de Estudio: Mecanica de Produccion: Mecanizar Elementos Mecánicos Empleando Operaciones BásicasDocumento27 páginasPrograma de Estudio: Mecanica de Produccion: Mecanizar Elementos Mecánicos Empleando Operaciones BásicasFelix YauliAún no hay calificaciones
- Cabezal DivisorDocumento8 páginasCabezal DivisorAlexis SimbaAún no hay calificaciones
- Lab Procesos TornoDocumento12 páginasLab Procesos TornoVillafuerte Julca AlcidesAún no hay calificaciones
- Taladrado y TorneadoDocumento66 páginasTaladrado y TorneadoElian Gustavo Gonzales HuancaAún no hay calificaciones
- Cabezal Divisor y Mesa GiratoriaDocumento9 páginasCabezal Divisor y Mesa GiratoriaLópez Márquez Maya ValentinaAún no hay calificaciones
- Cuestionario 1Documento8 páginasCuestionario 1Aldair TrejoAún no hay calificaciones
- Capítulo 06 v16 TorneadoDocumento13 páginasCapítulo 06 v16 Torneadoalba vieites rañaAún no hay calificaciones
- 1.1 El Torno ParaleloDocumento9 páginas1.1 El Torno ParaleloKarliitha HernandezAún no hay calificaciones
- Mecanica de Fluidos ShamesDocumento32 páginasMecanica de Fluidos ShamesRicardoAún no hay calificaciones
- Frezado Cabezal DivisorDocumento12 páginasFrezado Cabezal Divisorcesar moranAún no hay calificaciones
- Torno MecanicoDocumento11 páginasTorno MecanicoJuan RamírezAún no hay calificaciones
- EL TORNO (Imprimir)Documento18 páginasEL TORNO (Imprimir)jhezabel belmonteAún no hay calificaciones
- Torno Paralelo Junio 2021Documento11 páginasTorno Paralelo Junio 2021Elianis MillanAún no hay calificaciones
- Tema 13 Tecnicas de Mecanizado Con Torno PDFDocumento23 páginasTema 13 Tecnicas de Mecanizado Con Torno PDFManuelAún no hay calificaciones
- TornoDocumento95 páginasTornoLuis Huaman QuispeAún no hay calificaciones
- 0 04-AlesadorasDocumento5 páginas0 04-AlesadorassebastianAún no hay calificaciones
- Torneado BasicoDocumento24 páginasTorneado BasicoJames Caicedo JiménezAún no hay calificaciones
- Introducción Al TorneadoDocumento11 páginasIntroducción Al TorneadoCarlos Naranjo100% (1)
- Ensayo Procesos de TornedoDocumento22 páginasEnsayo Procesos de TornedoBryan TapiaAún no hay calificaciones
- Torno Maquina HerramientaDocumento18 páginasTorno Maquina HerramientaNidia Vivero Sotelo100% (1)
- El Torno Paralelo - 014011Documento8 páginasEl Torno Paralelo - 014011tefiAún no hay calificaciones
- Practica de RefrentadoDocumento8 páginasPractica de RefrentadoJulieth MerinoAún no hay calificaciones
- Manejo de Un TornoDocumento4 páginasManejo de Un TornoGary MagneAún no hay calificaciones
- Cabezal Divisor UniversalDocumento8 páginasCabezal Divisor UniversalAlex Villamarín33% (3)
- TornoDocumento11 páginasTornoDaniela VillarenAún no hay calificaciones
- TRABAJO MECANICA ModDocumento9 páginasTRABAJO MECANICA ModAdriel LamasAún no hay calificaciones
- Estructura Del Torno ParaleloDocumento7 páginasEstructura Del Torno ParaleloJohn G.Aún no hay calificaciones
- Diferencia (Torno y Fresadora)Documento32 páginasDiferencia (Torno y Fresadora)Oscar Pinto de Leon100% (1)
- Informe 3 IntegradorDocumento31 páginasInforme 3 IntegradorJob Condori PachecoAún no hay calificaciones
- Historia Del Torno y Sus PartesDocumento15 páginasHistoria Del Torno y Sus PartesronnyAún no hay calificaciones
- CilindradoDocumento6 páginasCilindradoManuel Rmgc GarciaAún no hay calificaciones
- Investigación General Sobre TornosDocumento13 páginasInvestigación General Sobre Tornososcar_callizaya2818Aún no hay calificaciones
- Laboratorio de TaladradoDocumento9 páginasLaboratorio de TaladradoEduardo Reyes ZavaletaAún no hay calificaciones
- Actividad Preguntas - Camilo PreciadoDocumento6 páginasActividad Preguntas - Camilo PreciadoCamiliozzPreciadoAún no hay calificaciones
- El TornoDocumento27 páginasEl TornoGuussttAún no hay calificaciones
- Tabela de Preços (06 08 2015)Documento17 páginasTabela de Preços (06 08 2015)William LaerteAún no hay calificaciones
- Soldadura en Tuberias de Acero Inoxidable (Horas Hombre y Consumos)Documento1 páginaSoldadura en Tuberias de Acero Inoxidable (Horas Hombre y Consumos)Jorge CP93% (15)
- Procesos de Fabricación Sesión 6. Horno de Alto VacioDocumento12 páginasProcesos de Fabricación Sesión 6. Horno de Alto VacioRodrigo ValenzuelaAún no hay calificaciones
- TablitasDocumento3 páginasTablitasAndrea Romina Meneses SalasAún no hay calificaciones
- Cementos Resumen FaltaDocumento12 páginasCementos Resumen FaltaGonzalo Arom Caceres MachacaAún no hay calificaciones
- Requerimientos Grass YanasDocumento32 páginasRequerimientos Grass YanasEslym YeslinAún no hay calificaciones
- ESPECIFICACIONES TÉCNICAS PARA LA ADQUISICION DE BIENES Epp CovidDocumento3 páginasESPECIFICACIONES TÉCNICAS PARA LA ADQUISICION DE BIENES Epp CovidpanchoAún no hay calificaciones
- Oxicorte Bajo El AguaDocumento2 páginasOxicorte Bajo El AguaDinel Dustin Flores HuertaAún no hay calificaciones
- Aceros BohlerDocumento14 páginasAceros BohlerAlex Apaza QuentaAún no hay calificaciones
- Presentacion Investigacion VDocumento6 páginasPresentacion Investigacion VAndres ValbuenaAún no hay calificaciones
- Tipos de GasificadoresDocumento2 páginasTipos de GasificadoresCarlos CarranzaAún no hay calificaciones
- Soldadura 01Documento12 páginasSoldadura 01Regina Julian LozanoAún no hay calificaciones
- Circuitos (Rougher, Scavenger Y Cleaner) PDF NaturalezaDocumento1 páginaCircuitos (Rougher, Scavenger Y Cleaner) PDF NaturalezaJose GutierrezAún no hay calificaciones
- Apus Obras Instalaciones Sanitarias y AciDocumento68 páginasApus Obras Instalaciones Sanitarias y AciPablo Antonio Satudio JaraAún no hay calificaciones
- Diagrama Gant Los EucaliptDocumento2 páginasDiagrama Gant Los EucaliptLuis ParionaAún no hay calificaciones
- Piezas Gráficas Impresas en Sus Diferentes SustratosDocumento47 páginasPiezas Gráficas Impresas en Sus Diferentes SustratosPaola MontielAún no hay calificaciones
- Fichas Tecnicas de Todas Las ReferenciasDocumento9 páginasFichas Tecnicas de Todas Las ReferenciasKevin jose Bolívar torresAún no hay calificaciones
- 18° Recocido y Normalizado de Los Aceros OtroDocumento27 páginas18° Recocido y Normalizado de Los Aceros OtroVictor Joel Chuman AvilaAún no hay calificaciones
- Apus Obras Civiles Menores InicialDocumento87 páginasApus Obras Civiles Menores Inicialtigro4100% (1)
- p2 A3 Componentes de La Instalacion SanitariaDocumento12 páginasp2 A3 Componentes de La Instalacion SanitariaJennifer NajeraAún no hay calificaciones
- Defectos FundicionDocumento213 páginasDefectos FundicionZalo ArgonAún no hay calificaciones
- DISEÑO POR EL METODO BOLOMEY para 8 Bolsas CorregidoDocumento7 páginasDISEÑO POR EL METODO BOLOMEY para 8 Bolsas CorregidoGiancarlo CG100% (1)
- Catalogo Corona 2021Documento10 páginasCatalogo Corona 2021José Miguel BautistaAún no hay calificaciones
- Venta 22012022 000000Documento4 páginasVenta 22012022 000000Harold FernandezAún no hay calificaciones
- Velocidad de Corte de TaladradoDocumento6 páginasVelocidad de Corte de TaladradoWiliams Lazo ZuñigaAún no hay calificaciones
- 01 Purificacion de Sustancias Solidas y Criterios de PurezaDocumento15 páginas01 Purificacion de Sustancias Solidas y Criterios de PurezaerikaAún no hay calificaciones
- Twma AesDocumento5 páginasTwma AesRicardo ArriagaAún no hay calificaciones
- Normas GalvanizacionDocumento3 páginasNormas GalvanizacionFernando LedesmaAún no hay calificaciones
- BROCHUREDocumento4 páginasBROCHURELUCEROAún no hay calificaciones
- Productos GeneralesDocumento49 páginasProductos GeneralessuperlonguisAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Python Deep Learning: Introducción práctica con Keras y TensorFlow 2De EverandPython Deep Learning: Introducción práctica con Keras y TensorFlow 2Calificación: 3.5 de 5 estrellas3.5/5 (5)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackDe EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAún no hay calificaciones
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Guía de aplicacion de la ISO 9001:2015De EverandGuía de aplicacion de la ISO 9001:2015Calificación: 5 de 5 estrellas5/5 (3)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- Linux Essentials: una guía para principiantes del sistema operativo LinuxDe EverandLinux Essentials: una guía para principiantes del sistema operativo LinuxCalificación: 4.5 de 5 estrellas4.5/5 (4)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- La Red de Todo: Internet de las Cosas y el Futuro de la Economia ConectadaDe EverandLa Red de Todo: Internet de las Cosas y el Futuro de la Economia ConectadaCalificación: 4 de 5 estrellas4/5 (12)
- Tu tienda online con Wordpress y AmazonDe EverandTu tienda online con Wordpress y AmazonCalificación: 5 de 5 estrellas5/5 (3)
- Criptografía sin secretos con Python: Spyware/Programa espíaDe EverandCriptografía sin secretos con Python: Spyware/Programa espíaCalificación: 5 de 5 estrellas5/5 (4)
- Muñecos al crochet: Amigurumis de El Arte de TejerDe EverandMuñecos al crochet: Amigurumis de El Arte de TejerCalificación: 4.5 de 5 estrellas4.5/5 (26)