También podría gustarte
- FT Cesol PVCDocumento4 páginasFT Cesol PVCSebastian Bdya50% (4)
- Curso de ResinasDocumento28 páginasCurso de Resinasmachibauza100% (5)
- Tema 1. Formulario Básico de ElectricidadDocumento4 páginasTema 1. Formulario Básico de ElectricidadE&G50% (2)
- PP ClarificadoDocumento11 páginasPP Clarificadoangie rodriguezAún no hay calificaciones
- Pernos Helicoidales Marose 2016 Rev 1Documento28 páginasPernos Helicoidales Marose 2016 Rev 1johnAún no hay calificaciones
- Formulacion de PlastisolDocumento5 páginasFormulacion de PlastisolJorge FrndzAún no hay calificaciones
- Brochure Cajas de DesagueDocumento13 páginasBrochure Cajas de DesagueWalter CoronadoAún no hay calificaciones
- Fibra de Vidrio - Curso para El Manejo de Resinas y Fibra de VidrioDocumento17 páginasFibra de Vidrio - Curso para El Manejo de Resinas y Fibra de VidrioSpencer_Hugo_S_495975% (8)
- Curso para El Manejo de Resinas y Fibra de VidrioDocumento16 páginasCurso para El Manejo de Resinas y Fibra de Vidrioice.man.ramirezAún no hay calificaciones
- Procesamiento de Cerámicos PDFDocumento44 páginasProcesamiento de Cerámicos PDFYolanda GelvezAún no hay calificaciones
- Moldeo CientificoDocumento52 páginasMoldeo CientificoOsvaldo de Jesus Solis HernandezAún no hay calificaciones
- EspumantesDocumento29 páginasEspumantesLuis PaterninaAún no hay calificaciones
- CE ProJet 1200Documento10 páginasCE ProJet 1200Dartagnan LabelAún no hay calificaciones
- Curso para El Manejo de Resinas y Fibra de VidrioDocumento19 páginasCurso para El Manejo de Resinas y Fibra de VidriokirtclemAún no hay calificaciones
- Star Trek PoliuretanosDocumento61 páginasStar Trek PoliuretanosLuis Daniel MonjarazAún no hay calificaciones
- Catalogo General de ResinasDocumento8 páginasCatalogo General de Resinaseleon07Aún no hay calificaciones
- Curso para El Manejo de Resinas y Fibra de VidrioDocumento19 páginasCurso para El Manejo de Resinas y Fibra de Vidriorodman giovanAún no hay calificaciones
- SiliconasDocumento7 páginasSiliconasTatiana LizethAún no hay calificaciones
- Moldeo RotacionalDocumento32 páginasMoldeo Rotacionalwilsn_26Aún no hay calificaciones
- Data Sheet - Productos FORTEXDocumento16 páginasData Sheet - Productos FORTEXjoseAún no hay calificaciones
- Moldeo Por Inyeccion SopladoDocumento108 páginasMoldeo Por Inyeccion Sopladovittor66100% (2)
- Presentacion de InyeccionDocumento54 páginasPresentacion de InyeccionRafael HermosilloAún no hay calificaciones
- Resina Reichhold y PreaceleradaDocumento6 páginasResina Reichhold y PreaceleradaPaula Sanchez Dela BarqueraAún no hay calificaciones
- Variables de Ajuste en Procesos de InyecciónDocumento77 páginasVariables de Ajuste en Procesos de InyecciónReyPiz AbelAún no hay calificaciones
- Rigidos VS FlexiblesDocumento6 páginasRigidos VS FlexiblesBRIGITTE TATIANA ROBAYO CORTES - EstudianteAún no hay calificaciones
- Jhon Velarde Practica Calificada Iii - Tecnología IndustrialDocumento7 páginasJhon Velarde Practica Calificada Iii - Tecnología IndustrialMarlen EvaristoAún no hay calificaciones
- Presentación de Resinas para Agua 2013 - EspanolDocumento81 páginasPresentación de Resinas para Agua 2013 - Espanolserseh100% (1)
- Curso de Resina Poliester Fibra de VidrioDocumento12 páginasCurso de Resina Poliester Fibra de VidrioIsrael Alejandro Medina Pat100% (2)
- Mega-Therm PPRC Cataluoge-1Documento36 páginasMega-Therm PPRC Cataluoge-1Canguro AndadorAún no hay calificaciones
- Materiales de Impresion SiliconaDocumento8 páginasMateriales de Impresion SiliconaDana Priscila MirandaAún no hay calificaciones
- Rotational Molding Technology (300 350) .En - Es PDFDocumento51 páginasRotational Molding Technology (300 350) .En - Es PDFJuanluis De La FuenteAún no hay calificaciones
- Resinas PoliesterDocumento46 páginasResinas PoliesterVICTOR PRADOAún no hay calificaciones
- Texiglass CompositesDocumento34 páginasTexiglass CompositesAndres Felipe Perez MarinAún no hay calificaciones
- 1er Parcial PlasticosDocumento9 páginas1er Parcial Plasticos122043014Aún no hay calificaciones
- Speed SizerDocumento12 páginasSpeed SizermariabertoloniAún no hay calificaciones
- Filamentos PrintalotDocumento2 páginasFilamentos PrintalotAdrian Selaya100% (1)
- Impresion Es FinalDocumento81 páginasImpresion Es FinalOrlando Rodríguez100% (1)
- Protocolo de Validacion Del Proceso de Fabricacion PDFDocumento6 páginasProtocolo de Validacion Del Proceso de Fabricacion PDFCristian TorrezAún no hay calificaciones
- Bego Bella Vest HS ManualDocumento2 páginasBego Bella Vest HS ManualAlexis De Jesus Fernandez67% (3)
- ELASTOMEROSDocumento27 páginasELASTOMEROSMiguel Sanabria TalaveraAún no hay calificaciones
- CLEINEST CABRERA - VII Foro Andino PVC y SustentabilidadDocumento75 páginasCLEINEST CABRERA - VII Foro Andino PVC y SustentabilidadCleinest CabreraAún no hay calificaciones
- Catalogo de Resinas de PoliformasDocumento12 páginasCatalogo de Resinas de PoliformasIvan SotoAún no hay calificaciones
- Procesos de Manufactura Procesos de ProdDocumento20 páginasProcesos de Manufactura Procesos de ProdinnovarAún no hay calificaciones
- 09 Mangueras y TubosDocumento12 páginas09 Mangueras y TubosDavid MSAún no hay calificaciones
- SOPLADODocumento42 páginasSOPLADOJacques Robert Gonzalez100% (3)
- Empresa Productora de PVCDocumento11 páginasEmpresa Productora de PVCAdderly P. Coila VelasquezAún no hay calificaciones
- Formulacion de Un PlastisolDocumento11 páginasFormulacion de Un PlastisolReira Serizawa67% (3)
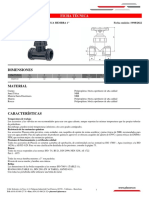
- Vlvula de Lnea Rosca Hembra 1Documento1 páginaVlvula de Lnea Rosca Hembra 1luis angel castillo sanchezAún no hay calificaciones
- Plasticos - Lazo - Rodriguez - SumarribaDocumento32 páginasPlasticos - Lazo - Rodriguez - SumarribaIvánLazoDeLaRiveraAún no hay calificaciones
- Proceso de Produccion de Tubos de PVCDocumento68 páginasProceso de Produccion de Tubos de PVCJuvenal Córdoba ValoyesAún no hay calificaciones
- Plasite 7122 Voc PdsDocumento5 páginasPlasite 7122 Voc PdsMary ArdilaAún no hay calificaciones
- 4 TeoriaDocumento25 páginas4 Teoriakenjy Carbajal MadridAún no hay calificaciones
- 5 - Moldeo Por SopladoDocumento12 páginas5 - Moldeo Por SopladoJhoel CRAún no hay calificaciones
- Moldeo Por InmersiónDocumento10 páginasMoldeo Por InmersiónOctavioMaresAún no hay calificaciones
- Segunda FaseDocumento509 páginasSegunda FasePatrickGiraldoPodesta100% (1)
- M D Clase 4 Yesos M de ImpDocumento33 páginasM D Clase 4 Yesos M de ImpErick Steven Enríquez MolinaAún no hay calificaciones
- Vital RengoDocumento72 páginasVital RengoFernando M ChaccaraAún no hay calificaciones
- RA-28 - W-Thane Hba 50 (Es)Documento5 páginasRA-28 - W-Thane Hba 50 (Es)Mario Alejandro Gomez ObregonAún no hay calificaciones
- Proceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2De EverandProceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2Aún no hay calificaciones
- Dosificación de mezclas para bloques de hormigónDe EverandDosificación de mezclas para bloques de hormigónAún no hay calificaciones
- Estapas de Enfriamiento Inicial, Cristalizacion y EnfriamientoDocumento6 páginasEstapas de Enfriamiento Inicial, Cristalizacion y EnfriamientoBrayan NovoaAún no hay calificaciones
- Petroquímica-Base de DatosDocumento42 páginasPetroquímica-Base de DatosBrayan NovoaAún no hay calificaciones
- Seminario de Actualización SubtemaDocumento7 páginasSeminario de Actualización SubtemaBrayan NovoaAún no hay calificaciones
- Fundamentos Del Moldeo Por InyecciónDocumento9 páginasFundamentos Del Moldeo Por InyecciónBrayan NovoaAún no hay calificaciones
- Expo Lab Final ControlDocumento9 páginasExpo Lab Final ControlBrayan NovoaAún no hay calificaciones
- Metrica de SostenibilidadDocumento8 páginasMetrica de SostenibilidadBrayan NovoaAún no hay calificaciones
- Manejo de Desperdicios y Contaminantes Derivados de La Industria Del PetróleoDocumento7 páginasManejo de Desperdicios y Contaminantes Derivados de La Industria Del PetróleoBrayan NovoaAún no hay calificaciones
- Explicación de Las Posibles RazonesDocumento2 páginasExplicación de Las Posibles RazonesBrayan NovoaAún no hay calificaciones
- Subtema Metrica de SotenibilidadDocumento3 páginasSubtema Metrica de SotenibilidadBrayan NovoaAún no hay calificaciones
- Empresas en ColombiaDocumento1 páginaEmpresas en ColombiaBrayan NovoaAún no hay calificaciones
- CarboquimicaDocumento2 páginasCarboquimicaBrayan NovoaAún no hay calificaciones
- 10,11,12,13Documento2 páginas10,11,12,13Brayan NovoaAún no hay calificaciones
- GasificacionDocumento3 páginasGasificacionBrayan NovoaAún no hay calificaciones
- 1 y 2Documento3 páginas1 y 2Brayan NovoaAún no hay calificaciones
- DeshumidificaciónDocumento4 páginasDeshumidificaciónBrayan NovoaAún no hay calificaciones
- Trabajo de ProduccionDocumento9 páginasTrabajo de ProduccionBrayan NovoaAún no hay calificaciones
- 1 Portada e IndiceDocumento10 páginas1 Portada e IndiceBrayan NovoaAún no hay calificaciones
- Analisis PuntosDocumento1 páginaAnalisis PuntosBrayan NovoaAún no hay calificaciones
- Estructura de Los PolimerosDocumento17 páginasEstructura de Los PolimerosBrayan NovoaAún no hay calificaciones
- Problema 7,78-8,76Documento4 páginasProblema 7,78-8,76Brayan NovoaAún no hay calificaciones
- Ejercicio 7.6 KERNDocumento19 páginasEjercicio 7.6 KERNBrayan NovoaAún no hay calificaciones
- ProbabilidadDocumento1 páginaProbabilidadBrayan NovoaAún no hay calificaciones
- ACTIVIDAD VIRTUAL #3-NOVOA BRAYAN (Autoguardado)Documento5 páginasACTIVIDAD VIRTUAL #3-NOVOA BRAYAN (Autoguardado)Brayan NovoaAún no hay calificaciones
- Universidad de CartagenaDocumento2 páginasUniversidad de CartagenaBrayan NovoaAún no hay calificaciones
- AprovisionamientoDocumento9 páginasAprovisionamientoBrayan NovoaAún no hay calificaciones
- Actividad Virtual #3-Novoa BrayanDocumento3 páginasActividad Virtual #3-Novoa BrayanBrayan Novoa0% (1)
- Modelos de PoblaciónDocumento8 páginasModelos de PoblaciónBrayan NovoaAún no hay calificaciones
- Taller Ecuaciones LinealesDocumento2 páginasTaller Ecuaciones LinealesBrayan NovoaAún no hay calificaciones
- Taller Fisica 3Documento3 páginasTaller Fisica 3Brayan NovoaAún no hay calificaciones
- Practica de SinterizacionDocumento5 páginasPractica de SinterizacionCarmen S.Aún no hay calificaciones
- Meteorologia y ClimatologiaDocumento22 páginasMeteorologia y ClimatologiaDanitza Del Rosario Perca Machaca88% (8)
- Método 8 Determinación H2SO4 y SO2Documento1 páginaMétodo 8 Determinación H2SO4 y SO2Dome Fernandez de CordovaAún no hay calificaciones
- IT 296-2018-ANA-AAA - JZ-ALA - MBP-JAAV Monitoreo Cuenca Piura 2018-IIDocumento26 páginasIT 296-2018-ANA-AAA - JZ-ALA - MBP-JAAV Monitoreo Cuenca Piura 2018-IIJoel Alejandro Troncos MartosAún no hay calificaciones
- Practica No. 8 Bioquimica-1-1Documento5 páginasPractica No. 8 Bioquimica-1-1Liss ZavalaAún no hay calificaciones
- Ficha Tecnica Extinguidor Co2Documento1 páginaFicha Tecnica Extinguidor Co2Diego JavierAún no hay calificaciones
- Características Del Estado Plasma de La MateriaDocumento3 páginasCaracterísticas Del Estado Plasma de La MateriaDaniel EbrathAún no hay calificaciones
- Fundamentos de Proteccion Catodica PDFDocumento89 páginasFundamentos de Proteccion Catodica PDFCarlos Galvan CorttesAún no hay calificaciones
- Evaluación Semana 4 - BioquimicaDocumento3 páginasEvaluación Semana 4 - BioquimicaRigoberto Rivera SanchezAún no hay calificaciones
- Fisico LLDocumento8 páginasFisico LLItzel Flores OrtizAún no hay calificaciones
- 04cap1 PDFDocumento42 páginas04cap1 PDFHans Cristian Alderete MallqueAún no hay calificaciones
- Presentación de Flotabilidad y Estabilidad PDFDocumento11 páginasPresentación de Flotabilidad y Estabilidad PDFRenzo Abrahan Rodriguez MendezAún no hay calificaciones
- Practica Aula 1 - ResueltaDocumento2 páginasPractica Aula 1 - ResueltaJUNIORAún no hay calificaciones
- Ra Salazar GDocumento79 páginasRa Salazar GRafael Andres Carrillo BohorquezAún no hay calificaciones
- 12.impacto Ambiental de Los Combustibles FósilesDocumento2 páginas12.impacto Ambiental de Los Combustibles FósilesMaria DiazAún no hay calificaciones
- Catálisis HomogéneaDocumento6 páginasCatálisis HomogéneaAngelAún no hay calificaciones
- Captación de Alta MontañaDocumento33 páginasCaptación de Alta MontañaAquino C. RobertAún no hay calificaciones
- Química Analítica Instrumental II. Práctica No. 1.RefractometrÍaDocumento6 páginasQuímica Analítica Instrumental II. Práctica No. 1.RefractometrÍamello_mattAún no hay calificaciones
- INFORMEDocumento5 páginasINFORMEYesid Tamayo Londoño100% (1)
- Taller #1 BIOQUÍMICA Profesional en DeportesDocumento24 páginasTaller #1 BIOQUÍMICA Profesional en DeportesmiguelAún no hay calificaciones
- GYPSUM - Ficha+TécnicaDocumento4 páginasGYPSUM - Ficha+Técnicarodolfoordiguez_70Aún no hay calificaciones
- Duracion o Vida Util Cojinete SKFDocumento21 páginasDuracion o Vida Util Cojinete SKFCésar Emilio Arza PatiñoAún no hay calificaciones
- Aniones Grupo 2Documento3 páginasAniones Grupo 2Amaira OliveraAún no hay calificaciones
- Cinética ExposiciónDocumento106 páginasCinética ExposiciónYanella Smith Arevalo GonzalesAún no hay calificaciones
- Silabo Del Curso Climatología UNT FISICA 2017Documento6 páginasSilabo Del Curso Climatología UNT FISICA 2017Julio CernaAún no hay calificaciones
- Evaporadores CetiDocumento23 páginasEvaporadores CetiAlex MazaAún no hay calificaciones
- 2022 2 IqDocumento169 páginas2022 2 IqNICOLE CARDENAS BELTRANAún no hay calificaciones
- REPORTE 07 Conservaci N de Energ A Mec Nica 1 PDFDocumento9 páginasREPORTE 07 Conservaci N de Energ A Mec Nica 1 PDFBeatriz Milagros Coaquira AlccaAún no hay calificaciones
- Experiencia 2 Compuertas LógicasDocumento24 páginasExperiencia 2 Compuertas LógicasYvannia EsmeraldaAún no hay calificaciones