También podría gustarte
- UF1946 - Realización de Auditorías e Inspecciones ambientales, control de las desviaciones del SGADe EverandUF1946 - Realización de Auditorías e Inspecciones ambientales, control de las desviaciones del SGAAún no hay calificaciones
- Actividad 1. Desarrollo de Proceso de Auditorías para EmpresasDocumento28 páginasActividad 1. Desarrollo de Proceso de Auditorías para EmpresasManolo OlanAún no hay calificaciones
- Plan de Aseguramiento de La Calidad FinalDocumento57 páginasPlan de Aseguramiento de La Calidad FinalFV AlexAún no hay calificaciones
- Auditoria Procesos - ApuntesDocumento5 páginasAuditoria Procesos - Apuntesnevado.juarez.20Aún no hay calificaciones
- Acciones Preventivas Correctivas y de MejoraDocumento10 páginasAcciones Preventivas Correctivas y de MejoraBarbara Evelyn Torres BastiasAún no hay calificaciones
- Principios Ejemplos de Auditoria ConclusionesDocumento11 páginasPrincipios Ejemplos de Auditoria ConclusionesSofia Mercado GomezAún no hay calificaciones
- Cuestionario Preguntas-Técnicas de Auditoría 27 de AbrilDocumento3 páginasCuestionario Preguntas-Técnicas de Auditoría 27 de AbrilTatiana RadaAún no hay calificaciones
- Wilmer 2Documento7 páginasWilmer 2Wilmer PérezAún no hay calificaciones
- Cartilla Inspecciones de Seguridad para El CopasstDocumento8 páginasCartilla Inspecciones de Seguridad para El CopasstIndira Arenas Santamaria100% (1)
- CS - COPASST-Inspeccion DigitalDocumento8 páginasCS - COPASST-Inspeccion DigitalOmaira MenesesAún no hay calificaciones
- Visio-Chuleta 1 PDFDocumento6 páginasVisio-Chuleta 1 PDFMarcelo Catalan LopezAún no hay calificaciones
- Actividad 1.2-2do CorteDocumento4 páginasActividad 1.2-2do CorteMichaelAún no hay calificaciones
- Tarea 07 de AdminitracionDocumento5 páginasTarea 07 de AdminitracionAriel Matos de Leon33% (3)
- Dossier CalidadDocumento15 páginasDossier CalidadAnonymous BO0CfrP1DAún no hay calificaciones
- Taller 2 Cartilla Auditoria y Control Interno UniminutoDocumento8 páginasTaller 2 Cartilla Auditoria y Control Interno UniminutoJuan Manuel RODRIGUEZ FIGUEROAAún no hay calificaciones
- Trabajo de La Norma 17025 InstrumentalDocumento9 páginasTrabajo de La Norma 17025 InstrumentalGustavoAún no hay calificaciones
- Auditoría ExternaDocumento15 páginasAuditoría ExternaDaniela PalacioAún no hay calificaciones
- Clase 1. Estructura y Requisitos de La Norma ISO9001 Cap 8Documento19 páginasClase 1. Estructura y Requisitos de La Norma ISO9001 Cap 8SST Consorcio Eron 2020Aún no hay calificaciones
- Evidencia Final Gestion de CalidadDocumento7 páginasEvidencia Final Gestion de Calidadluisyzza01Aún no hay calificaciones
- Procedimientos de Auditorias Internas (Iso 9001)Documento8 páginasProcedimientos de Auditorias Internas (Iso 9001)roy dennys lopez valdiviezoAún no hay calificaciones
- EXAMEN AUDITORIA AMBIENTAL Y SEGURIDAD EN EL TRABAJO (Huamanvilca Puma Jhon Dennis)Documento4 páginasEXAMEN AUDITORIA AMBIENTAL Y SEGURIDAD EN EL TRABAJO (Huamanvilca Puma Jhon Dennis)JHON DENNIS HUAMANVILCA PUMAAún no hay calificaciones
- RecursoDocumento24 páginasRecursoAndrés Leonardo Moreno-ChacónAún no hay calificaciones
- Punto 3 Guia VictorDocumento10 páginasPunto 3 Guia VictorLUIS FERNANDO WALTEROS SORIANOAún no hay calificaciones
- UntitledDocumento10 páginasUntitledCyel UbalAún no hay calificaciones
- Repaso Unidad 4Documento8 páginasRepaso Unidad 4chema muñozAún no hay calificaciones
- UNIR - CV11 - ISO45001 - Narcís Arnau - 20210304 - PER1583-1Documento33 páginasUNIR - CV11 - ISO45001 - Narcís Arnau - 20210304 - PER1583-1Orlando Abad RojasAún no hay calificaciones
- Requerimiento de Usuarios UMGAS22011Documento13 páginasRequerimiento de Usuarios UMGAS22011Ofemia LasicAún no hay calificaciones
- Und8 - Evaluación Del DesempeñoDocumento15 páginasUnd8 - Evaluación Del DesempeñoSoporte SistemasAún no hay calificaciones
- 5 0Documento9 páginas5 0Andres NiñoAún no hay calificaciones
- Programa de AuditoriaDocumento17 páginasPrograma de Auditorialuz sindicueAún no hay calificaciones
- Cuestionario 2019-2Documento10 páginasCuestionario 2019-2Jasuny OlivaresAún no hay calificaciones
- Lista de VerificacionDocumento7 páginasLista de VerificacionRaymundo Bolaños100% (2)
- Punto Normativo N°9: Evaluación Del Desempeño (Auditable)Documento3 páginasPunto Normativo N°9: Evaluación Del Desempeño (Auditable)AngelaAravenaAún no hay calificaciones
- Informe de AuditoriaDocumento9 páginasInforme de AuditoriaMadeleine GamarraAún no hay calificaciones
- Informes de Auditoria Coca Cola FinalDocumento10 páginasInformes de Auditoria Coca Cola Finalautorizaciones clinicadeloccidenteAún no hay calificaciones
- Plan Auditoria SenaDocumento14 páginasPlan Auditoria SenaCesar GalloAún no hay calificaciones
- Proceso de AuditoriaDocumento19 páginasProceso de AuditoriaBetty YnsfranAún no hay calificaciones
- Programa de Auditoria OperativaDocumento9 páginasPrograma de Auditoria Operativacarla jimena vasquez60% (5)
- Evaluación - 05 - v2Documento7 páginasEvaluación - 05 - v2Giuseppe el pro Parra100% (2)
- SMC P 05 Acciones Preventivas Correctivas y de Mejora 9.0Documento14 páginasSMC P 05 Acciones Preventivas Correctivas y de Mejora 9.0Lilia Rosa Ibáñez Sierrauy100% (1)
- Trabajo 6Documento9 páginasTrabajo 6erickAún no hay calificaciones
- Acta Revision de AuditoriaDocumento10 páginasActa Revision de AuditorialuceroAún no hay calificaciones
- Auditoria de La CalidadDocumento38 páginasAuditoria de La CalidadJhoselin Lozano Gonzalez100% (1)
- Ejecución de La AuditoriaDocumento20 páginasEjecución de La AuditoriaRenata OjedaAún no hay calificaciones
- Procedimiento de Auditoría InternaDocumento7 páginasProcedimiento de Auditoría InternaLiliana Rosas67% (3)
- 5T1 U3 UNIDAD 3 Auditorías A Sistemas de Gestión de La CalidadDocumento11 páginas5T1 U3 UNIDAD 3 Auditorías A Sistemas de Gestión de La CalidadCHRISTIAN GIOVANNI FELIX GUTIERREZAún no hay calificaciones
- Cuestionario de AuditoriaDocumento9 páginasCuestionario de AuditoriaKilssy OrtizAún no hay calificaciones
- Programa de Auditoria Del SGSSTDocumento14 páginasPrograma de Auditoria Del SGSSTAyda Esther Jimenez MAún no hay calificaciones
- Taller Requisitos de NormaDocumento4 páginasTaller Requisitos de NormajuanitaAún no hay calificaciones
- Sistema de Gestion de La Calidad Segun Iso 9000Documento7 páginasSistema de Gestion de La Calidad Segun Iso 9000roxyAún no hay calificaciones
- Tarea 7 Administracion 2Documento6 páginasTarea 7 Administracion 2XavierJrFriasAún no hay calificaciones
- Evaluacióndel Desempeño, MejoraDocumento50 páginasEvaluacióndel Desempeño, MejoraRhonny Marcel Buri IndaburoAún no hay calificaciones
- Auditorias 19011 CESET - Modo de CompatibilidadDocumento43 páginasAuditorias 19011 CESET - Modo de Compatibilidadmc_nucitaAún no hay calificaciones
- Auditoria Fisc Insp de SSTDocumento40 páginasAuditoria Fisc Insp de SSTRommelAún no hay calificaciones
- Procedimiento de Auditorias InternasDocumento7 páginasProcedimiento de Auditorias Internasjesicabt_Aún no hay calificaciones
- Nava Emily Actividad4Documento18 páginasNava Emily Actividad4León De LeonAún no hay calificaciones
- Aseguramiento de Calidad GuiaDocumento5 páginasAseguramiento de Calidad GuiaVianey RuizAún no hay calificaciones
- Examen Sistema de Gestion de La Calidad Iso 9001Documento16 páginasExamen Sistema de Gestion de La Calidad Iso 9001Juan Cruz67% (3)
- ABC Del Sistema de Gestion de CalidadDocumento34 páginasABC Del Sistema de Gestion de CalidadDannyela Ortiz QuinteroAún no hay calificaciones
- Juan García Tarea8Documento7 páginasJuan García Tarea8Juan GarciaAún no hay calificaciones
- Ejemplo X, RDocumento18 páginasEjemplo X, RFernando VargasAún no hay calificaciones
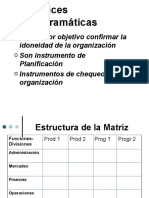
- Matrices ProgramaticasDocumento5 páginasMatrices ProgramaticasFernando VargasAún no hay calificaciones
- Investigacion de ClientelaDocumento6 páginasInvestigacion de ClientelaFernando VargasAún no hay calificaciones
- Establecimiento Del Plan de IncentivosDocumento29 páginasEstablecimiento Del Plan de IncentivosFernando VargasAún no hay calificaciones
- Electricidad 2Documento5 páginasElectricidad 2Fernando VargasAún no hay calificaciones
- Mercadeo OnlineDocumento8 páginasMercadeo OnlineFernando VargasAún no hay calificaciones
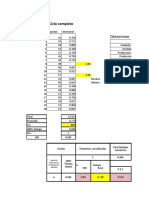
- Grafica y TablaDocumento6 páginasGrafica y TablaFernando VargasAún no hay calificaciones
- Dirección de PersonalDocumento24 páginasDirección de PersonalFernando VargasAún no hay calificaciones
- Aspectos Del AdiestramientoDocumento24 páginasAspectos Del AdiestramientoFernando VargasAún no hay calificaciones
- Curva de Aprendizaje PDFDocumento13 páginasCurva de Aprendizaje PDFFernando VargasAún no hay calificaciones
- Control y Evaluacion Del AdiestramientoDocumento12 páginasControl y Evaluacion Del AdiestramientoFernando VargasAún no hay calificaciones
- Practica SAM 1.02-1Documento27 páginasPractica SAM 1.02-1Fernando VargasAún no hay calificaciones
- SAM y Seguimiento V003-2Documento6 páginasSAM y Seguimiento V003-2Fernando VargasAún no hay calificaciones
- Ejemplo de DisertacionesDocumento19 páginasEjemplo de DisertacionesFernando VargasAún no hay calificaciones
- TUS ZONAS ERRONEAS - Adriana Ramírez MDocumento48 páginasTUS ZONAS ERRONEAS - Adriana Ramírez MFernando VargasAún no hay calificaciones
- Elaboracion Implementacion Manual Control CalidadDocumento85 páginasElaboracion Implementacion Manual Control CalidadFernando VargasAún no hay calificaciones
- Ensayos No Destructivos - Ig3 Ipega - MGRDocumento78 páginasEnsayos No Destructivos - Ig3 Ipega - MGRdaniel garces davilaAún no hay calificaciones
- Instrumentos de PrecisiónDocumento4 páginasInstrumentos de Precisiónmily Riva AgueroAún no hay calificaciones
- Herramientas de MediciónDocumento5 páginasHerramientas de MediciónJesus MateoAún no hay calificaciones
- Práctica 2. Mediciones Con Micrómetro ANOVADocumento21 páginasPráctica 2. Mediciones Con Micrómetro ANOVAOLVERA RAMOS ESTHELA GUADALUPEAún no hay calificaciones
- ALEXOMETRODocumento10 páginasALEXOMETROOrlando SChAún no hay calificaciones
- Practica 1Documento11 páginasPractica 1Dainer Andres VargasAún no hay calificaciones
- UNIDAD 2 Metrologia DimensionalDocumento26 páginasUNIDAD 2 Metrologia DimensionalIris SilvaAún no hay calificaciones
- Universidad Nacional Agraria de La SelvaDocumento12 páginasUniversidad Nacional Agraria de La SelvaEuler Portilla CarrascoAún no hay calificaciones
- TPL 1 Metrología-FransóDocumento10 páginasTPL 1 Metrología-Fransópaul aguileraAún no hay calificaciones
- Metrología (Guías)Documento47 páginasMetrología (Guías)Kevin Acurio100% (1)
- Standard Practice For Determining Dimensions of "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Pipe and FittingsDocumento4 páginasStandard Practice For Determining Dimensions of "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Pipe and FittingsTomás Alejandro Garcia BuendíaAún no hay calificaciones
- NCH 2701. of 2002 Envases Metalicos para Conservas - Cierra Doble. Requisitos y Metodos de EnsayoDocumento25 páginasNCH 2701. of 2002 Envases Metalicos para Conservas - Cierra Doble. Requisitos y Metodos de EnsayoLOBSANG DOUGLAS AVILES LOZANOAún no hay calificaciones
- Informe Calibrador y Tornillo MicrometricoDocumento7 páginasInforme Calibrador y Tornillo MicrometricoJunior JimenezAún no hay calificaciones
- Lab 0Documento17 páginasLab 0Mara QuinterosAún no hay calificaciones
- Trabajo de Laboratori 1Documento8 páginasTrabajo de Laboratori 1Melany AltamiranoAún no hay calificaciones
- Act.6 NormalizacionDocumento6 páginasAct.6 NormalizacionElías LopezAún no hay calificaciones
- Certificacion Estandar GP12Documento88 páginasCertificacion Estandar GP12Daniel Omar Hernandez LaureanAún no hay calificaciones
- Guía de Laboratorio 1. Instrumentos de MediciónDocumento8 páginasGuía de Laboratorio 1. Instrumentos de MediciónrafaelcamiloriveromoraAún no hay calificaciones
- InvestigacionDocumento9 páginasInvestigacionelcrabis leonAún no hay calificaciones
- Unidad 1-1 Metrologia 1-2 Propied Mater Ing OkDocumento18 páginasUnidad 1-1 Metrologia 1-2 Propied Mater Ing OkEzequiel SuquilandaAún no hay calificaciones
- TP 4° Año Diseño y Procesamiento Mecánico-Electromecanica-1Documento14 páginasTP 4° Año Diseño y Procesamiento Mecánico-Electromecanica-1BraianAún no hay calificaciones
- Investigacion MetrologiaDocumento23 páginasInvestigacion Metrologiakazuto kirigayaAún no hay calificaciones
- Incertidumbre - Ejercicios ModelosDocumento4 páginasIncertidumbre - Ejercicios ModelosMatias Ezequiel NogueraAún no hay calificaciones
- Informe de Investigación Instrumentos de Medición: Módulo: SemanaDocumento15 páginasInforme de Investigación Instrumentos de Medición: Módulo: SemanaKarla PereiraAún no hay calificaciones
- Micrometro 16312022Documento2 páginasMicrometro 16312022ruben villanuevaAún no hay calificaciones
- Metrologia 1Documento8 páginasMetrologia 1Luis Fernando ZambranoAún no hay calificaciones
- INFORMEDocumento63 páginasINFORMEfernanda fernandezAún no hay calificaciones
- U3 - Actividad10 - Ejercicios MicrómetroDocumento8 páginasU3 - Actividad10 - Ejercicios MicrómetroFausto RamirezAún no hay calificaciones
- Informe de LaboratorioDocumento11 páginasInforme de LaboratorioCristian GuarachiAún no hay calificaciones
- Tec Farm I TP1 Farmac Receta Libro BalanzaDocumento9 páginasTec Farm I TP1 Farmac Receta Libro BalanzaJose LopezAún no hay calificaciones
- Marketing de contenidos. Guía prácticaDe EverandMarketing de contenidos. Guía prácticaCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Fundamentos de producción y gestión de proyectos audiovisualesDe EverandFundamentos de producción y gestión de proyectos audiovisualesCalificación: 5 de 5 estrellas5/5 (2)
- Calidad y servicio. Concepto y herramientasDe EverandCalidad y servicio. Concepto y herramientasAún no hay calificaciones
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Gestión Administrativa y Comercial en RestauraciónDe EverandGestión Administrativa y Comercial en RestauraciónAún no hay calificaciones
- Calidad y servicio: Conceptos y herramientasDe EverandCalidad y servicio: Conceptos y herramientasCalificación: 5 de 5 estrellas5/5 (2)
- Gestión de la calidad ISO 9001/2015 en hosteleriaDe EverandGestión de la calidad ISO 9001/2015 en hosteleriaCalificación: 5 de 5 estrellas5/5 (1)
- La seguridad nacional de México: Hacia una visión integradoraDe EverandLa seguridad nacional de México: Hacia una visión integradoraCalificación: 5 de 5 estrellas5/5 (1)
- El concepto de calidad en la organización y su sentido estratégicoDe EverandEl concepto de calidad en la organización y su sentido estratégicoCalificación: 4.5 de 5 estrellas4.5/5 (6)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- Prótesis dental artesanal de calidad: Juntos hacía el éxito: unimos disciplinasDe EverandPrótesis dental artesanal de calidad: Juntos hacía el éxito: unimos disciplinasCalificación: 3 de 5 estrellas3/5 (1)
- Conceptos Básicos De Scrum: Desarrollo De Software Agile Y Manejo De Proyectos AgileDe EverandConceptos Básicos De Scrum: Desarrollo De Software Agile Y Manejo De Proyectos AgileCalificación: 5 de 5 estrellas5/5 (6)
- Diseño institucional de las entidades de fiscalización superior de América LatinaDe EverandDiseño institucional de las entidades de fiscalización superior de América LatinaCalificación: 5 de 5 estrellas5/5 (1)
- Asesoramiento en gestión del patrimonio personalDe EverandAsesoramiento en gestión del patrimonio personalCalificación: 1 de 5 estrellas1/5 (1)
- MF1161_3 - Electrotécnia para instalaciones térmicasDe EverandMF1161_3 - Electrotécnia para instalaciones térmicasAún no hay calificaciones
- Gestión de la calidad ISO 9001/2015 en comercioDe EverandGestión de la calidad ISO 9001/2015 en comercioAún no hay calificaciones
- UF1934 - Responsabilidad social empresarial en consumoDe EverandUF1934 - Responsabilidad social empresarial en consumoAún no hay calificaciones