También podría gustarte
- Man Ten I Mien To Prevent IvoDocumento12 páginasMan Ten I Mien To Prevent IvoJorge Gabriel Linares HernandezAún no hay calificaciones
- Sistema de Codificación de Equipos e InstalacionesDocumento13 páginasSistema de Codificación de Equipos e InstalacionesLeonardo Jose Gonzalez DamasAún no hay calificaciones
- Instrumentos Basicos Del MantenimientoDocumento29 páginasInstrumentos Basicos Del MantenimientoDaniel Fernandez100% (1)
- JeriffleDocumento29 páginasJeriffleStefano ArroyoAún no hay calificaciones
- Cuaderno de Informe 1 Purga de Los Sistemas HidraulicosDocumento15 páginasCuaderno de Informe 1 Purga de Los Sistemas HidraulicosDavid YllanesAún no hay calificaciones
- Mantenimiento PreventivoDocumento51 páginasMantenimiento PreventivoJose Enrique Bejarano M.Aún no hay calificaciones
- Cuaderno de Informes SEMANA 01Documento15 páginasCuaderno de Informes SEMANA 01Saavedra Layza JojhanAún no hay calificaciones
- 5.2. - Seguridad Con RSP Formato de VerificacionDocumento2 páginas5.2. - Seguridad Con RSP Formato de VerificacionOscar PuenteAún no hay calificaciones
- Gestión Del MantenimientoDocumento9 páginasGestión Del MantenimientoVladimir FloresAún no hay calificaciones
- InventarioDocumento9 páginasInventarioSandraAún no hay calificaciones
- AMTD - AMTD-507 - CUADERNO - DE - INFORMES - GerssonDocumento10 páginasAMTD - AMTD-507 - CUADERNO - DE - INFORMES - GerssonGersson ValdiviaAún no hay calificaciones
- Semana N°06Documento14 páginasSemana N°06luisrumiche2004Aún no hay calificaciones
- Ejemplo de Llenado de Cuaderno+de+Informes+Documento17 páginasEjemplo de Llenado de Cuaderno+de+Informes+Maria AltamiranoAún no hay calificaciones
- 5 Mantenimiento PreventivoDocumento12 páginas5 Mantenimiento PreventivoDavid BusuiocAún no hay calificaciones
- Amcd-428 Cuaderno de Informes 1 Ins CcapchaDocumento12 páginasAmcd-428 Cuaderno de Informes 1 Ins Ccapchawalter joseAún no hay calificaciones
- Semana 6 MECATRÓNICADocumento14 páginasSemana 6 MECATRÓNICAJandescaRAún no hay calificaciones
- Cuaderno de Informe Diagnostico 7Documento13 páginasCuaderno de Informe Diagnostico 7JORGE LUIS MENDOZA CUADRADOAún no hay calificaciones
- Cuaderno de Informes 03 AntezanaDocumento13 páginasCuaderno de Informes 03 AntezanaBenjamin Antezana TorreAún no hay calificaciones
- Ejemplo de Plan de MantenimientoDocumento6 páginasEjemplo de Plan de MantenimientoMarite Moreno33% (3)
- Unidad 5 Gestion de Informacion y Repuestos Modulo 1Documento45 páginasUnidad 5 Gestion de Informacion y Repuestos Modulo 1Nicholas SmithAún no hay calificaciones
- Manual de Mantenimiento A Instalaciones 2Documento26 páginasManual de Mantenimiento A Instalaciones 2German AnayaAún no hay calificaciones
- AMCD-239 - CUADERNO - DE - INFORMES (1) CamiloDocumento13 páginasAMCD-239 - CUADERNO - DE - INFORMES (1) CamiloÁngel flores cAún no hay calificaciones
- Cuaderno de InformesDocumento12 páginasCuaderno de InformesRonaldo Gastelo fernandezAún no hay calificaciones
- REFRSNDocumento31 páginasREFRSNStefano ArroyoAún no hay calificaciones
- Manual de Mantenimiento A InstalacionesDocumento26 páginasManual de Mantenimiento A InstalacionesSalvador GarcíaAún no hay calificaciones
- Cuaderno de Informes Semana 2Documento13 páginasCuaderno de Informes Semana 2Piero AcevedoAún no hay calificaciones
- Est 2 Programacion Del MantenimientoDocumento67 páginasEst 2 Programacion Del MantenimientoApril HammondAún no hay calificaciones
- Cuaderno de Informe N°2avalos Evangelista Ronaldo JoelDocumento17 páginasCuaderno de Informe N°2avalos Evangelista Ronaldo JoelAvalos RonaldoAún no hay calificaciones
- Stefano VillajuanDocumento26 páginasStefano VillajuanStefano ArroyoAún no hay calificaciones
- Informe 4Documento12 páginasInforme 4LOLA LOLITAAún no hay calificaciones
- AMOD - 414 - CUADERNO - DE - INFORMES Semana 01 y 2Documento13 páginasAMOD - 414 - CUADERNO - DE - INFORMES Semana 01 y 2Alejandro Arias sanchezAún no hay calificaciones
- Cuaderno Informes Semana 01Documento13 páginasCuaderno Informes Semana 01angel fernandezAún no hay calificaciones
- Amcd-327 - Cuaderno de Informes Semana 1Documento13 páginasAmcd-327 - Cuaderno de Informes Semana 1Carlos Diaz16Aún no hay calificaciones
- CIEZA27Documento12 páginasCIEZA27Elvi Max LlanosAún no hay calificaciones
- ACCU-216 - CUADERNO DE INFORMES Semana 8Documento24 páginasACCU-216 - CUADERNO DE INFORMES Semana 8Miguel Angel Cajusol ReyesAún no hay calificaciones
- Amtd-511 Cuaderno de Informes+ViernesDocumento34 páginasAmtd-511 Cuaderno de Informes+Viernesbenites seclen yordi fabrizioAún no hay calificaciones
- Papeles de TrabajoDocumento2 páginasPapeles de Trabajoalonso lariosAún no hay calificaciones
- Cuadeno de Informe Diesel 2Documento14 páginasCuadeno de Informe Diesel 2Oscar GalarzaAún no hay calificaciones
- Cuaderno de Informes - SEMANA 3 Y SEMANA 4Documento12 páginasCuaderno de Informes - SEMANA 3 Y SEMANA 4Harold Leao AlburquerqueAún no hay calificaciones
- Unidad 5 Gestion de Informacion y RepuestosDocumento41 páginasUnidad 5 Gestion de Informacion y RepuestosNicholas SmithAún no hay calificaciones
- Bobina de EncendidoDocumento12 páginasBobina de EncendidoclevermamanicAún no hay calificaciones
- Plan de Mantenimiento Desde CeroDocumento11 páginasPlan de Mantenimiento Desde CeroJoiis BenaviidesAún no hay calificaciones
- Cuaderno de InformesDocumento13 páginasCuaderno de InformesAdrián Edilberto Núñez EstelaAún no hay calificaciones
- ANALISIS DE DOCUMENTOS DE REGISTRO DE ACTIVIDADES (Final)Documento17 páginasANALISIS DE DOCUMENTOS DE REGISTRO DE ACTIVIDADES (Final)Carlos CamposAún no hay calificaciones
- Cuaderno de Informe - Entrega 1 - Copia - Copia 1Documento46 páginasCuaderno de Informe - Entrega 1 - Copia - Copia 1Robinson Huamaliano TarazonaAún no hay calificaciones
- Formulario de FMECADocumento8 páginasFormulario de FMECAjand64Aún no hay calificaciones
- Mantenimiento Industrial EléctricoDocumento322 páginasMantenimiento Industrial EléctricoRodolfo Augusto Guerrero Reyes100% (5)
- Industria AlimentariaDocumento45 páginasIndustria AlimentariaKelly Anel López CruzAún no hay calificaciones
- Accu-211 - Cuaderno de Informes N°2Documento13 páginasAccu-211 - Cuaderno de Informes N°2Carlos AscencioAún no hay calificaciones
- Manual de MantenimientoDocumento9 páginasManual de MantenimientoVero PorrasAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento20 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialStefano ArroyoAún no hay calificaciones
- Examen Fina RamirezDocumento24 páginasExamen Fina RamirezYordi Aguilar BuguñaAún no hay calificaciones
- Mmad Mmad-516 Cuaderno de Informes+Documento10 páginasMmad Mmad-516 Cuaderno de Informes+justinAún no hay calificaciones
- Cuaderno de Informes 6Documento13 páginasCuaderno de Informes 6Josue MallquiAún no hay calificaciones
- Informe Taller Semana 1Documento17 páginasInforme Taller Semana 1marcos chuco excelentiAún no hay calificaciones
- Cuaderno de Informes 2Documento14 páginasCuaderno de Informes 2Maricielo SincheAún no hay calificaciones
- Informe 2 NiltonDocumento15 páginasInforme 2 NiltonluisAún no hay calificaciones
- Amtd - Amtd-507 - Cuaderno - de - Informes 5.0Documento13 páginasAmtd - Amtd-507 - Cuaderno - de - Informes 5.0Aron VargasAún no hay calificaciones
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- 3.1 Gestión de Materiales y StocksDocumento47 páginas3.1 Gestión de Materiales y StocksAinhoa AcuñaAún no hay calificaciones
- Trabajo de PopDocumento5 páginasTrabajo de PopGerzon GonzalesAún no hay calificaciones
- PARCIAL 1 Caso Practico C.19Documento2 páginasPARCIAL 1 Caso Practico C.19Felipe Restrepo100% (1)
- Administración Financiera de InventariosDocumento15 páginasAdministración Financiera de InventariosGraciela RomanAún no hay calificaciones
- Rotación de InventariosDocumento1 páginaRotación de InventariosCesar Augusto Sanabria SuazaAún no hay calificaciones
- Taller PEPS 1Documento10 páginasTaller PEPS 1yesicaAún no hay calificaciones
- Práctica N°9Documento2 páginasPráctica N°9Anonymous 0ROp1htmdX0% (1)
- Tipos de Inventarios FísicosDocumento6 páginasTipos de Inventarios FísicosSimon RodriguezAún no hay calificaciones
- Modulo-2-Control-en-Gestion-de-Operaciones-Jose GarciaDocumento5 páginasModulo-2-Control-en-Gestion-de-Operaciones-Jose GarciaJose GarciaAún no hay calificaciones
- E2 - Tren Acabados Secos - Ejercicio para AlumnosDocumento9 páginasE2 - Tren Acabados Secos - Ejercicio para AlumnosJean Romuacca NinaAún no hay calificaciones
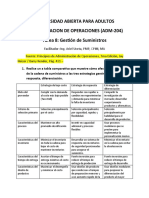
- ADM Operaciones Tarea 8 Gestion de SuministrosDocumento3 páginasADM Operaciones Tarea 8 Gestion de SuministrosEddy Ozoria100% (1)
- DRP EjemploDocumento4 páginasDRP EjemploWendy chaconAún no hay calificaciones
- Costos Con Desperdicios.Documento10 páginasCostos Con Desperdicios.Maicol SantanaAún no hay calificaciones
- Metodos de PickingDocumento4 páginasMetodos de PickingJackeline OviedoAún no hay calificaciones
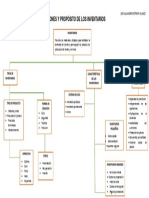
- Funciones y Propósito de Los Inventarios Mapa ConceptualDocumento1 páginaFunciones y Propósito de Los Inventarios Mapa ConceptualEdna Patricia ParraAún no hay calificaciones
- Evidencia 1Documento8 páginasEvidencia 1Marcela MorenoAún no hay calificaciones
- Desarrollo Caso Practico 2 Sport Athletic S.A AlumnosDocumento14 páginasDesarrollo Caso Practico 2 Sport Athletic S.A AlumnosAnthonny Montalván100% (1)
- Taller Practico Unidad 3Documento6 páginasTaller Practico Unidad 3ANDRES ANTONIO ALVAREZ ALIANAún no hay calificaciones
- Flavio Diaz - Nelson Capera PPT 19 º CongresoDocumento13 páginasFlavio Diaz - Nelson Capera PPT 19 º Congresomicmarley2012Aún no hay calificaciones
- 1er. EXAMEN ADMON DE OPERACIONES II-2021-4601Documento1 página1er. EXAMEN ADMON DE OPERACIONES II-2021-4601Jesus SantiagoAún no hay calificaciones
- Proyecto MRPDocumento4 páginasProyecto MRPFran Fabregas CrankAún no hay calificaciones
- TOma de InventariosDocumento18 páginasTOma de InventariosAntony Ruiz AgredaAún no hay calificaciones
- UEPSDocumento2 páginasUEPSdinAún no hay calificaciones
- Almacenes Sanitarios y Gestión de StocksDocumento15 páginasAlmacenes Sanitarios y Gestión de StocksZorremonAún no hay calificaciones
- Taller 2 InventariosDocumento5 páginasTaller 2 InventariosJOSÉ LUIS BAUTISTA DUQUEAún no hay calificaciones
- Ejercicio Resuelto 1Documento2 páginasEjercicio Resuelto 1Nathely Lascano50% (4)
- Formato Estados y KardexDocumento4 páginasFormato Estados y KardexPauly LopezAún no hay calificaciones
- Informe TenpomaticDocumento67 páginasInforme TenpomaticDiana Herrera SuarezAún no hay calificaciones
- Tarea 5Documento8 páginasTarea 5MauricioGonzálezCarrasco67% (3)
- Caso Práctico DFDocumento30 páginasCaso Práctico DFGeraldine ChicasAún no hay calificaciones