También podría gustarte
- Trabajo Final - Procesos para IngDocumento26 páginasTrabajo Final - Procesos para IngCáceres Vilca Noelia CamilaAún no hay calificaciones
- ZANAHORIADocumento9 páginasZANAHORIAJasmy JasAún no hay calificaciones
- Frutas y Hortalizas - 3 PDFDocumento142 páginasFrutas y Hortalizas - 3 PDFSimon RodriguezAún no hay calificaciones
- Preservación de alimentos con energía ionizanteDocumento35 páginasPreservación de alimentos con energía ionizanteAhri Onee ChanAún no hay calificaciones
- Bioquímica y fisiología de los sentidos en la evaluación de calidad de alimentosDocumento14 páginasBioquímica y fisiología de los sentidos en la evaluación de calidad de alimentosIsaac David Peña Pezo100% (1)
- Extracción y evaluación de la actividad enzimática de la papaínaDocumento12 páginasExtracción y evaluación de la actividad enzimática de la papaínaFavio Espinoza Portocarrero100% (1)
- "Equipos y Utensilios para El Procesamiento de Frutas y VerdurasDocumento2 páginas"Equipos y Utensilios para El Procesamiento de Frutas y VerdurasSandra TamayoAún no hay calificaciones
- Control Estadístico de ProcesosDocumento15 páginasControl Estadístico de Procesosn4d4Aún no hay calificaciones
- Diagrama de Proceso Por Producto o ServicioDocumento5 páginasDiagrama de Proceso Por Producto o ServiciobelenAún no hay calificaciones
- Automatización AgroindustrialDocumento5 páginasAutomatización AgroindustrialNohelia Katerin Godoy PulidoAún no hay calificaciones
- Informe de Durazno en AlmibarDocumento7 páginasInforme de Durazno en AlmibarEddy ApazaAún no hay calificaciones
- Tecnologías para conservar berriesDocumento25 páginasTecnologías para conservar berriesPablo ChunAún no hay calificaciones
- Informe Tratamiento TermicosDocumento39 páginasInforme Tratamiento TermicosJohnattan R. SanchezAún no hay calificaciones
- Empaques de AlimentosDocumento16 páginasEmpaques de AlimentosAarón M. Cruz100% (1)
- Control Todo o NadaDocumento14 páginasControl Todo o NadaJESUS ALVAREZAún no hay calificaciones
- Cadena de Frio en El Sector Carnico Carnes BlancasDocumento4 páginasCadena de Frio en El Sector Carnico Carnes BlancasfranciscoAún no hay calificaciones
- Empresa Familiar Innova en El País Con Chips de Frutas DeshidratadasDocumento2 páginasEmpresa Familiar Innova en El País Con Chips de Frutas DeshidratadasVictor PatoAún no hay calificaciones
- Tostadas, Tortillas y Totopos PDFDocumento11 páginasTostadas, Tortillas y Totopos PDFPedro CrespoAún no hay calificaciones
- Articulo Científico Sobre Extracción de Papaina de La LechosaDocumento16 páginasArticulo Científico Sobre Extracción de Papaina de La LechosaBrayan PerezAún no hay calificaciones
- Inactivación de EnzimasDocumento15 páginasInactivación de EnzimasAnabel cruz crisantoAún no hay calificaciones
- Desordenes FisiologicosDocumento5 páginasDesordenes FisiologicosJoeiner AmayaAún no hay calificaciones
- Inmovilización de células microbianas para la producción de bebidas fermentadasDocumento13 páginasInmovilización de células microbianas para la producción de bebidas fermentadasDavid Ludeña PantaAún no hay calificaciones
- Expo 5 EnvasesDocumento38 páginasExpo 5 EnvasesAnthony IngaAún no hay calificaciones
- CONGELACION DE LA CARNE ADocumento18 páginasCONGELACION DE LA CARNE AJuan Alberto VasquezAún no hay calificaciones
- CENTRIFUGACIONDocumento29 páginasCENTRIFUGACIONnelsonramzAún no hay calificaciones
- Tarea Grupal Semana 4Documento2 páginasTarea Grupal Semana 4VictorAún no hay calificaciones
- Tipos de Purebas DiscriminativasDocumento3 páginasTipos de Purebas DiscriminativasSebastianAún no hay calificaciones
- Tecnologia de Alimentos 8Documento12 páginasTecnologia de Alimentos 8Vanessa Quispe SulcaAún no hay calificaciones
- Envasado de Atmósferas Modificada de Frutas y HortalizasDocumento23 páginasEnvasado de Atmósferas Modificada de Frutas y HortalizasAlexAún no hay calificaciones
- Lacasa para Degradación de ContaminantesDocumento17 páginasLacasa para Degradación de Contaminantesrlh2022Aún no hay calificaciones
- Pruebas de OrdenamientoDocumento3 páginasPruebas de OrdenamientoJoshua BolañosAún no hay calificaciones
- Proyecto Cámara de Refrigeración de LechugasDocumento103 páginasProyecto Cámara de Refrigeración de LechugasStoneAún no hay calificaciones
- 11 Salsa de TomateDocumento15 páginas11 Salsa de TomateCristhian AstudilloAún no hay calificaciones
- Norma NTC 5480 (Final)Documento21 páginasNorma NTC 5480 (Final)oscar espinelAún no hay calificaciones
- Agroindustria en La Región y en El Perú 2Documento23 páginasAgroindustria en La Región y en El Perú 2Shirley DueñasAún no hay calificaciones
- Informe Quimica Aceite NaranjaDocumento3 páginasInforme Quimica Aceite NaranjaStefy RuizAún no hay calificaciones
- Limpiezas CIP y COP en la industria alimentariaDocumento8 páginasLimpiezas CIP y COP en la industria alimentariaINELDA CECILIA SEPULVEDA CASTILLOAún no hay calificaciones
- Clasificacion de EmbutidosDocumento11 páginasClasificacion de Embutidosjorge zapata100% (1)
- Informe 2 - Frutas y HortalizasDocumento9 páginasInforme 2 - Frutas y HortalizasMiyagui Ñaccha CastañedaAún no hay calificaciones
- Conservación de la leche: métodos y equipos para refrigerar y almacenar lecheDocumento10 páginasConservación de la leche: métodos y equipos para refrigerar y almacenar lecheJeniffer BeatrizAún no hay calificaciones
- Balance de EnergiaDocumento20 páginasBalance de EnergiaAngel OmarAún no hay calificaciones
- Manejo Postcosecha de Frutas y HortalizasDocumento7 páginasManejo Postcosecha de Frutas y HortalizasMilagros Espinoza DelgadoAún no hay calificaciones
- DeterioroDocumento56 páginasDeterioroJorge Luis Tuya ZambranoAún no hay calificaciones
- Padres de La CalidadDocumento25 páginasPadres de La CalidadCarolaimHerreraVillafuerteAún no hay calificaciones
- La Pesca de Atun en México, Referencia en Grupo Pinsa. Analisis en Funcion Del Tomo Ii Del CapitalDocumento28 páginasLa Pesca de Atun en México, Referencia en Grupo Pinsa. Analisis en Funcion Del Tomo Ii Del CapitalJ Mandujano Serrano100% (1)
- Conservacion de Frutas y HortalizasDocumento3 páginasConservacion de Frutas y HortalizasPaitoGoyesAún no hay calificaciones
- La Calidad en La Industria AlimentariaDocumento14 páginasLa Calidad en La Industria AlimentariallanelyAún no hay calificaciones
- 3 El Sistema de Envasado, Optimización y LimitacionesDocumento21 páginas3 El Sistema de Envasado, Optimización y LimitacionesDavid CovatzinAún no hay calificaciones
- Transporte de Solidos y FluidosDocumento19 páginasTransporte de Solidos y FluidosLeidy GomezAún no hay calificaciones
- Producción Del Zumo de NaranjaDocumento13 páginasProducción Del Zumo de Naranjashirley jordan apazaAún no hay calificaciones
- Insumos RequeridosDocumento5 páginasInsumos Requeridosvictoria Arispe RamosAún no hay calificaciones
- Inmovilizacion de EnzimasDocumento7 páginasInmovilizacion de EnzimasRhino RmzAún no hay calificaciones
- Superficies ExtendidasDocumento27 páginasSuperficies ExtendidasMaciMartinezAún no hay calificaciones
- Fluidos Utilizados en La AgroindustriaDocumento12 páginasFluidos Utilizados en La Agroindustriabruno diaz delgado100% (1)
- Operaciones Basica de Una Empacadora de VegatalesDocumento99 páginasOperaciones Basica de Una Empacadora de VegatalesOscar TorresAún no hay calificaciones
- Calidad frutas hortalizasDocumento87 páginasCalidad frutas hortalizasVeronicaAndreaArroyoVAún no hay calificaciones
- Potencial de residuos madereros para bioenergía en AysénDocumento37 páginasPotencial de residuos madereros para bioenergía en AysénCarlos BarciaAún no hay calificaciones
- Líneas de Empaque de Alimentos - 1Documento24 páginasLíneas de Empaque de Alimentos - 1DAYSI NAULAAún no hay calificaciones
- BIOGRAFIADocumento7 páginasBIOGRAFIALilian LapacaAún no hay calificaciones
- Tarea 2.1. GestionDocumento23 páginasTarea 2.1. Gestioncynthia jacqueline sanchez lopezAún no hay calificaciones
- Presentacion de Shell Empresa PetroleraDocumento14 páginasPresentacion de Shell Empresa PetroleraAdriana FGAún no hay calificaciones
- Fraire Garcia Carla Adriana 201P0513 Mecanismos de EmpujeDocumento1 páginaFraire Garcia Carla Adriana 201P0513 Mecanismos de EmpujeAdriana FGAún no hay calificaciones
- Carga Eléctrica InvestigacionDocumento6 páginasCarga Eléctrica InvestigacionAdriana FGAún no hay calificaciones
- Investigacion de HidraulicaDocumento5 páginasInvestigacion de HidraulicaAdriana FGAún no hay calificaciones
- Dialnet LosProductionSharingAgreements 8176715Documento20 páginasDialnet LosProductionSharingAgreements 8176715Adriana FGAún no hay calificaciones
- Presentacion de Shell Empresa PetroleraDocumento14 páginasPresentacion de Shell Empresa PetroleraAdriana FGAún no hay calificaciones
- Historia de la industria petrolera en México y el mundo enDocumento5 páginasHistoria de la industria petrolera en México y el mundo enAdriana FGAún no hay calificaciones
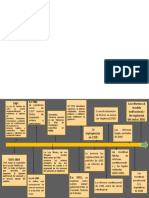
- Linea Del Tiempo Del PetroleoDocumento2 páginasLinea Del Tiempo Del PetroleoAdriana FGAún no hay calificaciones
- Director General: 5 claves para gestionar una empresaDocumento4 páginasDirector General: 5 claves para gestionar una empresaAdriana FGAún no hay calificaciones
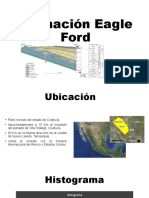
- Formación Eagle FordDocumento6 páginasFormación Eagle FordAdriana FGAún no hay calificaciones
- Ecuaciones Diferenciales y Series de FourierDocumento24 páginasEcuaciones Diferenciales y Series de FourierAdriana FGAún no hay calificaciones
- Carga Eléctrica InvestigacionDocumento6 páginasCarga Eléctrica InvestigacionAdriana FGAún no hay calificaciones
- Tipos de InvestigaciónDocumento7 páginasTipos de InvestigaciónAdriana FGAún no hay calificaciones
- Compuestos Organicos Diagrama de ArbolDocumento1 páginaCompuestos Organicos Diagrama de ArbolAdriana FGAún no hay calificaciones
- Carga Eléctrica Investigacion.3Documento6 páginasCarga Eléctrica Investigacion.3Adriana FGAún no hay calificaciones
- COMPOSTADocumento7 páginasCOMPOSTAAdriana FGAún no hay calificaciones
- Practica Circuito MixtoDocumento2 páginasPractica Circuito MixtoAdriana FGAún no hay calificaciones
- Informe - Autoevaluación Del Mentor - 2do Ciclo Sem 6Documento2 páginasInforme - Autoevaluación Del Mentor - 2do Ciclo Sem 6leo hakunamatataAún no hay calificaciones
- Ecologia Pa1 CV RDocumento2 páginasEcologia Pa1 CV RMaximo Ala EnriqueAún no hay calificaciones
- Manual de Organizaciones y Funciones de La Empresa La Taberna de Santa Clara SacDocumento1 páginaManual de Organizaciones y Funciones de La Empresa La Taberna de Santa Clara SacfranzoAún no hay calificaciones
- Freidora de papas UNMSMDocumento27 páginasFreidora de papas UNMSMMiguelOréVidalAún no hay calificaciones
- Software en Cadenas InternacionalesDocumento9 páginasSoftware en Cadenas InternacionalesAna Rocio Zambrano TafurAún no hay calificaciones
- Ca1-Unidad Didactica-Metodologia de La Investigacion (22-23)Documento66 páginasCa1-Unidad Didactica-Metodologia de La Investigacion (22-23)Dnga DæmäriAún no hay calificaciones
- Ficha Tecnica VW Constellation 19320Documento2 páginasFicha Tecnica VW Constellation 19320PettersonAún no hay calificaciones
- Como Bloquear Archivos PDF GratisDocumento2 páginasComo Bloquear Archivos PDF GratisBrandonAún no hay calificaciones
- Tarea 1 ProyectosDocumento3 páginasTarea 1 ProyectosEstefani Vasquez RiosAún no hay calificaciones
- Guía 6 Lab Simulación Packet TracerDocumento34 páginasGuía 6 Lab Simulación Packet TracerJonathan LeivaAún no hay calificaciones
- Sensores CapacitivosDocumento2 páginasSensores CapacitivosMaria Jose100% (1)
- Diseño de Mezclas Método WalkerDocumento35 páginasDiseño de Mezclas Método WalkerFernando Paredes Leiva100% (2)
- Caso 1Documento3 páginasCaso 1Isa TkdAún no hay calificaciones
- Analisis de Formulario en PHPDocumento11 páginasAnalisis de Formulario en PHPTamara Carla NoriegaAún no hay calificaciones
- Gestión residuos sólidos bibliografíaDocumento9 páginasGestión residuos sólidos bibliografíaAldo Tirado ChuraAún no hay calificaciones
- Diseñando Mi Futuro TecnológicoDocumento12 páginasDiseñando Mi Futuro TecnológicoClarisa PachecoAún no hay calificaciones
- Ensayo Sobre La Globalizacion 1Documento3 páginasEnsayo Sobre La Globalizacion 1alvaroAún no hay calificaciones
- Pasos control programa impacto proyectoDocumento4 páginasPasos control programa impacto proyectojjnh0% (1)
- Fragmentos H3 AboyDocumento8 páginasFragmentos H3 AboyMiel DiveAún no hay calificaciones
- 2da Parte de ServiciosDocumento11 páginas2da Parte de ServiciosIgnacio Andres Gomez DiazAún no hay calificaciones
- 1 Descripcion de Un Sistema de InstrumentacionDocumento58 páginas1 Descripcion de Un Sistema de InstrumentacionFernando Montoya AndugarAún no hay calificaciones
- Copia de GLOBALIZACION Y LAS NUEVAS TECNOLOGIAS DE LA COMUNICACIÓNDocumento4 páginasCopia de GLOBALIZACION Y LAS NUEVAS TECNOLOGIAS DE LA COMUNICACIÓNBauti PascualAún no hay calificaciones
- Manual CoDeSys para PLCs PDFDocumento102 páginasManual CoDeSys para PLCs PDFDiegoRiverside100% (2)
- Ficha de Cyt Martes 09Documento4 páginasFicha de Cyt Martes 09renzo ludeñaAún no hay calificaciones
- 2018 - Pinturas Marinas AntifoulingDocumento70 páginas2018 - Pinturas Marinas AntifoulingJosé Manuel García PantigozoAún no hay calificaciones
- La Ética de La Ciencia en La Era Digital.Documento16 páginasLa Ética de La Ciencia en La Era Digital.Gonzalo Martínez ManchegoAún no hay calificaciones
- Actividad 6 Definiciones Ética Sociedad y ProfesiónDocumento6 páginasActividad 6 Definiciones Ética Sociedad y ProfesiónCalo SantanaAún no hay calificaciones
- Actividad Evaluativa Eje 4 GERENCIA DEL SERVICIODocumento4 páginasActividad Evaluativa Eje 4 GERENCIA DEL SERVICIOavargasxandraAún no hay calificaciones
- Pasoapaso Engrosar Cantos AraucoplyDocumento4 páginasPasoapaso Engrosar Cantos AraucoplyJesus Alberto MuñizAún no hay calificaciones
- Unidad Didáctica Basada en Star WarsDocumento29 páginasUnidad Didáctica Basada en Star WarsVictor Rodriguez100% (1)