También podría gustarte
- Celdas Denver Sub-ADocumento20 páginasCeldas Denver Sub-AMario Humberto Albarracin Caceres100% (1)
- Celdas de Flotacion PDFDocumento53 páginasCeldas de Flotacion PDFJohel Cl100% (9)
- La Estructura y Funcionamiento de Una Celda Columnar-1Documento27 páginasLa Estructura y Funcionamiento de Una Celda Columnar-1Diego Coimbra100% (1)
- Celdas de FlotaciónDocumento14 páginasCeldas de Flotaciónnickel de la cruz fortuna100% (25)
- Catálogo Ciclones KrebsDocumento20 páginasCatálogo Ciclones KrebsLuis Gutiérrez Alvarez100% (9)
- Primera y Segunda Parte Planeación Estratégica ToyotaDocumento37 páginasPrimera y Segunda Parte Planeación Estratégica ToyotawilianAún no hay calificaciones
- FLOTACIÓNDocumento45 páginasFLOTACIÓNJ.A.G Matias100% (1)
- Celdas de FlotacionDocumento28 páginasCeldas de Flotacionber_75971% (7)
- Circuitos de Flotacion y RemoliendaDocumento9 páginasCircuitos de Flotacion y RemoliendaAdrian Chacchi Luque100% (1)
- 14-Bombas para Agua y PulpaDocumento39 páginas14-Bombas para Agua y Pulpafranck100% (4)
- Manual de FlotadorDocumento36 páginasManual de Flotadorrayzevallos100% (5)
- Diseño de ChancadorasDocumento23 páginasDiseño de ChancadorasDavid Rodriguez RemigioAún no hay calificaciones
- Carga de Bolas en Molino 5 X 5Documento13 páginasCarga de Bolas en Molino 5 X 5Tomas Alva100% (3)
- Calculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDocumento26 páginasCalculo de Carga de Bolas (1) .Xlsxdaniel ZuloetaDanielle KaufmanAún no hay calificaciones
- M.celda Sub-A #24Documento11 páginasM.celda Sub-A #24hersar100% (1)
- Diseño de Cedazos Vibratorios de ClasificacionDocumento51 páginasDiseño de Cedazos Vibratorios de ClasificacionRamiro SIUCE BONIFACIO100% (1)
- Diseño de Un Molino de BolasDocumento5 páginasDiseño de Un Molino de BolasSandro Bustamante Munives67% (3)
- Ciclones MoliendaDocumento18 páginasCiclones Moliendarenefigueroachancas240% (5)
- Manual SK-80Documento60 páginasManual SK-80Steel Zevallos Pitzuha100% (1)
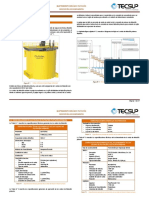
- Tanque Acondicionador PDFDocumento1 páginaTanque Acondicionador PDFJvlValenzuela100% (1)
- Celdas SK 240Documento8 páginasCeldas SK 240Miguel Chero Morales100% (2)
- Celdas Flotacion CircularDocumento3 páginasCeldas Flotacion Circularsnarf273100% (2)
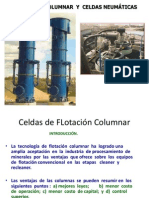
- PM II 9a Celdas Columnares y NeumaticasDocumento44 páginasPM II 9a Celdas Columnares y NeumaticasDanko Petricic Armijo100% (2)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Reactores de LixiviacionDocumento74 páginasReactores de LixiviacionRamiro SIUCE BONIFACIO67% (3)
- ELECTROOBTENCIONDocumento35 páginasELECTROOBTENCIONtania0% (1)
- Almacenamiento de MineralesDocumento23 páginasAlmacenamiento de MineralesRamiro SIUCE BONIFACIO100% (7)
- Selección Bombas Centrifugas para PulpasDocumento65 páginasSelección Bombas Centrifugas para PulpasRamiro SIUCE BONIFACIO50% (2)
- Dosificación de ReactivosDocumento5 páginasDosificación de ReactivosRamiro SIUCE BONIFACIO100% (1)
- Dosificación de ReactivosDocumento22 páginasDosificación de ReactivosRamiro SIUCE BONIFACIO83% (6)
- Diseño de Cedazos Vibratorios de ClasificacionDocumento51 páginasDiseño de Cedazos Vibratorios de ClasificacionRamiro SIUCE BONIFACIO100% (1)
- Zapateria Tigre - imprIMIRDocumento28 páginasZapateria Tigre - imprIMIRGTRobertoAún no hay calificaciones
- Dimensionamiento de Molinos de BolasDocumento11 páginasDimensionamiento de Molinos de BolasRufino Ampuero Araya100% (15)
- Diseño de Celdas de FlotacionDocumento9 páginasDiseño de Celdas de FlotacionVictor67% (3)
- CElda de FlotacionDocumento12 páginasCElda de FlotacionCarlos Rudas Ramirez100% (1)
- Celdas Denver Sub ADocumento5 páginasCeldas Denver Sub A4943900Aún no hay calificaciones
- Maquinas de Flotacion Mecanicas-ConvencionalesDocumento6 páginasMaquinas de Flotacion Mecanicas-ConvencionalesVíctor SandovskyAún no hay calificaciones
- Eval. Moli. 23 - 06 - 2004Documento18 páginasEval. Moli. 23 - 06 - 2004GIOVANNI VIDAL MORALES100% (2)
- Celdas y Circuitos de FlotacionDocumento102 páginasCeldas y Circuitos de FlotacionYenni Nayid Santamaría100% (4)
- Empresa Minera Iscaycruz Circuito de Molienda: LeyendaDocumento3 páginasEmpresa Minera Iscaycruz Circuito de Molienda: LeyendaEmerson Velasquez Mercado100% (1)
- Celdas OutokumpuDocumento10 páginasCeldas OutokumpuElias Condori Vilca80% (5)
- Celdas DenverDocumento26 páginasCeldas DenverJheny Calcina100% (3)
- Dimensionamiento de MolinosDocumento4 páginasDimensionamiento de MolinosVenger Wenger67% (3)
- Tiempo de FlotacionDocumento15 páginasTiempo de FlotacionLENIN GAMARRAAún no hay calificaciones
- Correccion de Analisis Por Multiplicadores de LagrangeDocumento103 páginasCorreccion de Analisis Por Multiplicadores de LagrangeLuis Velasquez100% (3)
- Ficha Tecnica Chancadora Symons 3FTDocumento3 páginasFicha Tecnica Chancadora Symons 3FTENRIQUE JOSÉ OSORIO CHIUYARE100% (2)
- Clase Celdas de FlotacionDocumento28 páginasClase Celdas de FlotacionMeyer de la Cruz100% (2)
- Optimizacion de Molienda y Flotacion en BHPDocumento16 páginasOptimizacion de Molienda y Flotacion en BHPLuis BAún no hay calificaciones
- Celdas de FlotaciónDocumento14 páginasCeldas de FlotaciónAndrés Mancilla Bustamante100% (1)
- Tonelaje para Molinos de BolasDocumento11 páginasTonelaje para Molinos de Bolasbriasade1100% (1)
- Celdas de FlotaciónDocumento39 páginasCeldas de FlotaciónJacqueline Jones100% (2)
- Hidrociclones Calculo de D50 LibreDocumento67 páginasHidrociclones Calculo de D50 Libreelchevere_5100% (2)
- Geo FlotaciónDocumento77 páginasGeo FlotaciónJorge Noriega CalderonAún no hay calificaciones
- Unidad 2. Descripción de ComponentesDocumento17 páginasUnidad 2. Descripción de ComponentesJosué Malpartida100% (2)
- Dimensionamiento de HidrociclonesDocumento45 páginasDimensionamiento de HidrociclonesDaniel Morales50% (4)
- Resumen YeimiDocumento5 páginasResumen Yeimiruth yeimi ochasaraAún no hay calificaciones
- Investigacion CELDAS COMERCIALES DE FLOTACIÓNDocumento9 páginasInvestigacion CELDAS COMERCIALES DE FLOTACIÓNGabriela Leonor Avecillas AbadAún no hay calificaciones
- Equipos de FlotaciónDocumento24 páginasEquipos de FlotaciónPierre Mayhuire SaireAún no hay calificaciones
- Máquinas de Flotación Neumática-Celda ColumnaDocumento7 páginasMáquinas de Flotación Neumática-Celda ColumnaVíctor Sandovsky0% (1)
- Concentración de Minerales I - Tema 3Documento30 páginasConcentración de Minerales I - Tema 3eduardo aycaAún no hay calificaciones
- Celdas de FlotacionDocumento12 páginasCeldas de FlotacionFranco CatalanAún no hay calificaciones
- Celdas de FlotaciónDocumento23 páginasCeldas de FlotaciónAngela Lucía NúñezAún no hay calificaciones
- Improving Coarse Particle Flotation Using The HydroFloat™ PDFDocumento17 páginasImproving Coarse Particle Flotation Using The HydroFloat™ PDFJose FelipeAún no hay calificaciones
- Equipos de FlotacionDocumento13 páginasEquipos de FlotacionStalin Rojas CaroAún no hay calificaciones
- Cap 12 - Packed Bed - An Introducting - TraducidoDocumento4 páginasCap 12 - Packed Bed - An Introducting - TraducidoElizabeth EscalanteAún no hay calificaciones
- Unidad RotoflexDocumento14 páginasUnidad RotoflexNoelia Alcocer RodriguezAún no hay calificaciones
- 05 Celdas de FlotacionDocumento34 páginas05 Celdas de FlotacionRodrigo Suarez CuevasAún no hay calificaciones
- Celda ColumnarDocumento4 páginasCelda ColumnarFelipe Isaac Lara VásquezAún no hay calificaciones
- PPT4 Espesamiento - CDocumento42 páginasPPT4 Espesamiento - CJonathan Molina FuentesAún no hay calificaciones
- Procedimientos para Pruebas de LaboratorioDocumento6 páginasProcedimientos para Pruebas de LaboratorioRamiro SIUCE BONIFACIOAún no hay calificaciones
- Diseño de Comparación SimpleDocumento29 páginasDiseño de Comparación SimpleRamiro SIUCE BONIFACIOAún no hay calificaciones
- Aglomeración de MineralesDocumento10 páginasAglomeración de MineralesRamiro SIUCE BONIFACIOAún no hay calificaciones
- Diseño de Comparación SimpleDocumento29 páginasDiseño de Comparación SimpleRamiro SIUCE BONIFACIOAún no hay calificaciones
- Procedimientos para Pruebas de LaboratorioDocumento6 páginasProcedimientos para Pruebas de LaboratorioRamiro SIUCE BONIFACIOAún no hay calificaciones
- Zarandas de Alta FrecuenciaDocumento43 páginasZarandas de Alta FrecuenciaRamiro SIUCE BONIFACIO0% (1)
- Maquinaria para Deformacion en FrioDocumento26 páginasMaquinaria para Deformacion en FrioRamiro SIUCE BONIFACIOAún no hay calificaciones
- Introducción HidrometalurgiaDocumento31 páginasIntroducción HidrometalurgiaRamiro SIUCE BONIFACIOAún no hay calificaciones
- Faja TransportadoraDocumento76 páginasFaja TransportadoraRamiro SIUCE BONIFACIO100% (2)
- Diseno de Fajas TransportadorasDocumento10 páginasDiseno de Fajas TransportadorasRamiro SIUCE BONIFACIOAún no hay calificaciones
- Mineralogia DescriptivaDocumento36 páginasMineralogia DescriptivaRamiro SIUCE BONIFACIOAún no hay calificaciones
- Balance de Materia en Los Bancos de FlotacionDocumento12 páginasBalance de Materia en Los Bancos de FlotacionRamiro SIUCE BONIFACIOAún no hay calificaciones
- Dimensionamiento de Molinos IndustrialesDocumento69 páginasDimensionamiento de Molinos IndustrialesRamiro SIUCE BONIFACIOAún no hay calificaciones
- Union Entre PiezasDocumento61 páginasUnion Entre PiezasRamiro SIUCE BONIFACIOAún no hay calificaciones
- Balance de Materias en Circuitos de Flotacion ComplejosDocumento31 páginasBalance de Materias en Circuitos de Flotacion ComplejosRamiro SIUCE BONIFACIO100% (1)
- MuestreoDocumento48 páginasMuestreoRamiro SIUCE BONIFACIOAún no hay calificaciones
- Dimensionamiento de CiclonesDocumento42 páginasDimensionamiento de CiclonesRamiro SIUCE BONIFACIOAún no hay calificaciones
- Dimensionamiento de Pilas de Lixiviación-PracticoDocumento41 páginasDimensionamiento de Pilas de Lixiviación-PracticoRamiro SIUCE BONIFACIOAún no hay calificaciones
- Laminas DelgadasDocumento28 páginasLaminas DelgadasRamiro SIUCE BONIFACIOAún no hay calificaciones
- Almacenamiento de MineralesDocumento23 páginasAlmacenamiento de MineralesRamiro SIUCE BONIFACIOAún no hay calificaciones
- Carga Circulante en Circuito Cerrado Por El Metodo de DilucionDocumento14 páginasCarga Circulante en Circuito Cerrado Por El Metodo de DilucionRamiro SIUCE BONIFACIOAún no hay calificaciones
- PetrologiaDocumento80 páginasPetrologiaRamiro SIUCE BONIFACIOAún no hay calificaciones
- Diseño de TolvasDocumento48 páginasDiseño de TolvasRamiro SIUCE BONIFACIO94% (16)
- Clases Medios de Transmision NoviembreDocumento304 páginasClases Medios de Transmision NoviembreAndres felipe marinAún no hay calificaciones
- Staphylococcus Hominis, El Asesino Silencioso, Con Antecedentes en La Literatura Médica y CientíficaDocumento5 páginasStaphylococcus Hominis, El Asesino Silencioso, Con Antecedentes en La Literatura Médica y CientíficaRenato RiveraAún no hay calificaciones
- Reporte Escrito FASTPACKDocumento7 páginasReporte Escrito FASTPACKIvan EspinozaAún no hay calificaciones
- Cuestionario 2Documento6 páginasCuestionario 2Rumalda Segura UrbaezAún no hay calificaciones
- Prueba de Desarrollo de Neurociencias 2021 10 A (1) Bianca CMDocumento4 páginasPrueba de Desarrollo de Neurociencias 2021 10 A (1) Bianca CMPequitas Hurtado Izarra100% (1)
- Micro Taller FinanzasDocumento25 páginasMicro Taller FinanzasMANTILLA MANTILLA ELVIAAún no hay calificaciones
- UNIDAD 3 Servicio ClienteDocumento7 páginasUNIDAD 3 Servicio ClienteXimena ZambranoAún no hay calificaciones
- Politicas de ProductoDocumento16 páginasPoliticas de ProductoAshly De los SantosAún no hay calificaciones
- Tercera Parte Manual Logístico - Resolución 05884 27-12-2019 (Títulos 7-8) .Documento115 páginasTercera Parte Manual Logístico - Resolución 05884 27-12-2019 (Títulos 7-8) .PAULA ANDREAAún no hay calificaciones
- Primer Parcial - Revisión Del Intento1 PDFDocumento4 páginasPrimer Parcial - Revisión Del Intento1 PDFJuan Luis Peña SanchezAún no hay calificaciones
- Resumen Extenso - Trichoderma SPDocumento5 páginasResumen Extenso - Trichoderma SPDelem SaviñonAún no hay calificaciones
- Metabolismo Celular CuestionesDocumento2 páginasMetabolismo Celular CuestionesauladenaturalesAún no hay calificaciones
- Herramientas PYME - Análisis FodaDocumento4 páginasHerramientas PYME - Análisis FodaMarte Alejandro Martínez ZárateAún no hay calificaciones
- Mobilube HD 85W140 MSDS - 76749Documento10 páginasMobilube HD 85W140 MSDS - 76749yenny Zapata AraqueAún no hay calificaciones
- Laser IbramedDocumento30 páginasLaser IbramedRICHIHOTS2Aún no hay calificaciones
- Perfil de Cliente - Hombres y MujeresDocumento15 páginasPerfil de Cliente - Hombres y MujeresBryanAlexanderFuentesAún no hay calificaciones
- LeucocitosDocumento16 páginasLeucocitosHelena Strega Tabares PoeAún no hay calificaciones
- Pulmón Imágenes Macroscópicas y MicroscópicasDocumento13 páginasPulmón Imágenes Macroscópicas y MicroscópicasEveline Pulinario LorenzoAún no hay calificaciones
- Semana 1 PDFDocumento4 páginasSemana 1 PDFLaura TellezAún no hay calificaciones
- Simulacro de EntradaDocumento4 páginasSimulacro de EntradaJessica Sofia Paucar YanayacoAún no hay calificaciones
- Lab de GeneticaDocumento4 páginasLab de GeneticaCarlos RodriguezAún no hay calificaciones
- Redes Inalambricas de Área Local (WLANs)Documento3 páginasRedes Inalambricas de Área Local (WLANs)Andrés GarcíaAún no hay calificaciones
- 1a Recepcion de DudasDocumento54 páginas1a Recepcion de DudasDaniel LagosAún no hay calificaciones
- Analisis de La Ley de Presupuesto PublicoDocumento5 páginasAnalisis de La Ley de Presupuesto PublicoManuel Alejandro100% (1)
- Lab 4. Latches y Flip FlopsDocumento7 páginasLab 4. Latches y Flip FlopssantiagoAún no hay calificaciones
- Tes de Matrices Progresivas RavenDocumento4 páginasTes de Matrices Progresivas RavenAbner DzibAún no hay calificaciones
- SEC. DID. #1-5to Numeración-21Documento11 páginasSEC. DID. #1-5to Numeración-21Alicia ManzanelliAún no hay calificaciones
- Sensores - LaboratorioDocumento9 páginasSensores - LaboratoriokatyAún no hay calificaciones