También podría gustarte
- Planeación y Programación Del Mantenimiento en Las EmpresasDocumento8 páginasPlaneación y Programación Del Mantenimiento en Las EmpresasalexhuescaAún no hay calificaciones
- Reducción Continúa Del Tiempo de Preparación de MaquinariaDocumento24 páginasReducción Continúa Del Tiempo de Preparación de MaquinariaManuel DominguezAún no hay calificaciones
- 5 Documentación Del Sistema de Administración Del MantenimientoDocumento10 páginas5 Documentación Del Sistema de Administración Del MantenimientoIsrael AguirreAún no hay calificaciones
- 4.5 Reducción Continua Del Tiempo de Reparación de Maquinaria y EquipoDocumento11 páginas4.5 Reducción Continua Del Tiempo de Reparación de Maquinaria y EquipoLazaro Rodreguez Molina100% (1)
- Documentacion Del Sistema de Administracion Del Mantenimiento.Documento7 páginasDocumentacion Del Sistema de Administracion Del Mantenimiento.Luis LeónAún no hay calificaciones
- 3.5 Determinacion de Costos de Mantenimiento y ReparacionDocumento31 páginas3.5 Determinacion de Costos de Mantenimiento y ReparacionArturo Ojeda Palma100% (1)
- Control de Existencias Minimas y Eliminacion de Almacenes en TPMDocumento2 páginasControl de Existencias Minimas y Eliminacion de Almacenes en TPMGuadalupe Del AngelAún no hay calificaciones
- Reducción Continua Del Tiempo de Preparación de Maquinaria y EquipoDocumento3 páginasReducción Continua Del Tiempo de Preparación de Maquinaria y EquipoJakye Gallegos67% (3)
- 4.7 Control de Existencias MinimasDocumento2 páginas4.7 Control de Existencias MinimasOscar Solis Martir100% (2)
- Principios y Métodos de Programación (Uso de PERT, CPM, GANTT, REDES)Documento38 páginasPrincipios y Métodos de Programación (Uso de PERT, CPM, GANTT, REDES)Irving Hernandez0% (1)
- 3.1 Definicion de Administracion y Proceso Administrativo Del Mantenimiento Ind. ExpoDocumento16 páginas3.1 Definicion de Administracion y Proceso Administrativo Del Mantenimiento Ind. ExpoMario CruzAún no hay calificaciones
- Indicadores MétricosDocumento2 páginasIndicadores MétricosjesusarnoldoSAún no hay calificaciones
- Funciones y Responsabilidades Del Departamento de MantenimientoDocumento17 páginasFunciones y Responsabilidades Del Departamento de MantenimientoRafael PantiAún no hay calificaciones
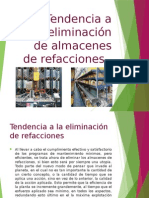
- Tendencia A La Eliminación de Almacenes de RefaccionesDocumento10 páginasTendencia A La Eliminación de Almacenes de RefaccionesSELENEAún no hay calificaciones
- 4.2 Creditos Mercantiles.Documento17 páginas4.2 Creditos Mercantiles.Emmanuel GarciaAún no hay calificaciones
- Tendencia A La Eliminacion de Almacenes de RefaccionesDocumento13 páginasTendencia A La Eliminacion de Almacenes de RefaccionesSELENE50% (2)
- Adm. Del Mantenimiento Unidad 4Documento7 páginasAdm. Del Mantenimiento Unidad 4Alberto Ortiz100% (1)
- 4.6. Tendencia A La Eliminación de Almacenes de Refacciones.Documento8 páginas4.6. Tendencia A La Eliminación de Almacenes de Refacciones.JuanManuelGarcia100% (1)
- 4.6 Tendencia A La Eliminación de Almacenes de RefaccionesDocumento3 páginas4.6 Tendencia A La Eliminación de Almacenes de RefaccionesalexhuescaAún no hay calificaciones
- 3.4 Principios y Metodos de ProgramacionDocumento33 páginas3.4 Principios y Metodos de ProgramacionGerardo Maldonado67% (3)
- Sistemas de Mantenimiento Productivo Total (MPT)Documento11 páginasSistemas de Mantenimiento Productivo Total (MPT)EddPm0% (1)
- Control de Existencias MínimasDocumento12 páginasControl de Existencias MínimasSELENEAún no hay calificaciones
- UNI II Taxonomia de Los Tipos de Mantenimiento y Conservacion IndustrialDocumento26 páginasUNI II Taxonomia de Los Tipos de Mantenimiento y Conservacion Industrialjair Lopez100% (1)
- Unidad III Planeación y Programación Del MantenimientoDocumento11 páginasUnidad III Planeación y Programación Del Mantenimientoangelikaramos2610Aún no hay calificaciones
- Indicadores y Parámetros Básicos en Los Sistemas de ManufacturaDocumento5 páginasIndicadores y Parámetros Básicos en Los Sistemas de Manufacturareyna100% (1)
- Elementos Del Sistema JitDocumento5 páginasElementos Del Sistema Jitcristhian0% (1)
- 3.1. Tops Análisis-4 PDFDocumento45 páginas3.1. Tops Análisis-4 PDFLuisAún no hay calificaciones
- Papel Del Mantenimiento IndustrialDocumento2 páginasPapel Del Mantenimiento IndustrialKaren Alejandra Poot YamaAún no hay calificaciones
- 3.5 Diseño de InstalacionesDocumento26 páginas3.5 Diseño de InstalacionesJesus Botello100% (9)
- Planeacion y Diseño de Una Instalacion en Una EmpresaDocumento4 páginasPlaneacion y Diseño de Una Instalacion en Una EmpresaJesús Alcudia PérezAún no hay calificaciones
- Tendencia A La Eliminacion de Almacenes de Refacciones 4.6Documento7 páginasTendencia A La Eliminacion de Almacenes de Refacciones 4.6IsmaelMartinezMartinezAún no hay calificaciones
- OPEXDocumento8 páginasOPEXRoxana Isabel Cervantes MoraAún no hay calificaciones
- 4.3 Factores de Deterioro y Obsolescencia.Documento1 página4.3 Factores de Deterioro y Obsolescencia.Jordán Chávez0% (2)
- Ensayo OPEXDocumento2 páginasEnsayo OPEXRogersAún no hay calificaciones
- Tics en Una BodegaDocumento20 páginasTics en Una Bodegamario100% (2)
- TOPS (Equipos Orientados A La Solución de Problemas)Documento10 páginasTOPS (Equipos Orientados A La Solución de Problemas)Adrian Cruz67% (3)
- Unidad 2 Admon Operaciones 2Documento27 páginasUnidad 2 Admon Operaciones 2Joel Fierro100% (3)
- 4.6 Tendencia A La Eliminación de Almacenes de RefaccionesDocumento6 páginas4.6 Tendencia A La Eliminación de Almacenes de RefaccionesAlfonso LunaAún no hay calificaciones
- 3.2 Planeacion Estrategica Del Mantenimiento IndustrialDocumento83 páginas3.2 Planeacion Estrategica Del Mantenimiento IndustrialAle Calderon67% (3)
- Ensayo de Mantenimiento AutonomoDocumento3 páginasEnsayo de Mantenimiento Autonomojhon possoAún no hay calificaciones
- Unidad 5: Documentación Del Sistema de Administración Del MantenimientoDocumento14 páginasUnidad 5: Documentación Del Sistema de Administración Del MantenimientoRobertoMartínezTorre100% (4)
- Caso Practico LogisticaDocumento7 páginasCaso Practico LogisticaJose Luis Flores Ayala0% (2)
- 1.1 Presupuesto de CapitalDocumento7 páginas1.1 Presupuesto de CapitalJosé Aldair Ortiz GuerreroAún no hay calificaciones
- 2.1. Características de Las Normas Nacionales e InternacionalesDocumento29 páginas2.1. Características de Las Normas Nacionales e InternacionalesCA PC75% (4)
- 3.1 TOPS (Equipos Orientados A La Solución de Problemas)Documento3 páginas3.1 TOPS (Equipos Orientados A La Solución de Problemas)Maria Fernanda Calva Moreno0% (1)
- 2.3 Capacidad Del Proceso, CP, CPK y CPMDocumento22 páginas2.3 Capacidad Del Proceso, CP, CPK y CPMPepe Ceballos100% (1)
- Control de Existencias MínimasDocumento7 páginasControl de Existencias MínimasIsmaelMartinezMartinezAún no hay calificaciones
- Analizar Mediante Un VSM El Transito Involucrado de Material en Un Sistema de ManufacturaDocumento3 páginasAnalizar Mediante Un VSM El Transito Involucrado de Material en Un Sistema de ManufacturaMartines Sergio100% (1)
- 1.5 Caso Práctico de Localización de InstalacionesDocumento28 páginas1.5 Caso Práctico de Localización de InstalacionesArmando Ramirez100% (1)
- Ensayo Del Diseño de Planeación de Instalaciones IndustrialesDocumento4 páginasEnsayo Del Diseño de Planeación de Instalaciones IndustrialesEmmanuel Pereira GarciaAún no hay calificaciones
- Tecnicas de Análisis de ReemplazoDocumento14 páginasTecnicas de Análisis de ReemplazoHugo Zamora RuizAún no hay calificaciones
- Planeacion Financiera Unidad 4 y 5Documento28 páginasPlaneacion Financiera Unidad 4 y 5Roberto Castellanos100% (1)
- Admin de Operaciones IIDocumento6 páginasAdmin de Operaciones IIfernando kingAún no hay calificaciones
- Determinación de Costos de Mantenimiento y ReparaciónDocumento9 páginasDeterminación de Costos de Mantenimiento y ReparaciónDidier ReyesAún no hay calificaciones
- 4.7 Control de Existencias MínimasDocumento3 páginas4.7 Control de Existencias MínimasEder MoralesAún no hay calificaciones
- Nivel Minimo de InventarioDocumento4 páginasNivel Minimo de InventarioLIZBETH NOEMI SARANGO ZAMBRANOAún no hay calificaciones
- Volumen Optimo de PedidoDocumento21 páginasVolumen Optimo de PedidoJulieth HurtadoAún no hay calificaciones
- Stock MaximoDocumento13 páginasStock Maximodaniel caicedoAún no hay calificaciones
- StocksDocumento5 páginasStocksJseetAún no hay calificaciones
- Tecnicas para La Planeacion de Los InventariosDocumento13 páginasTecnicas para La Planeacion de Los InventariosFryda GarciaAún no hay calificaciones
- Ultimo Avance Proyecto Final Gerencia YoelDocumento22 páginasUltimo Avance Proyecto Final Gerencia YoelDafne RamirezAún no hay calificaciones
- Contabilidad Administrativa - Ev1Documento9 páginasContabilidad Administrativa - Ev1Angeles VicheAún no hay calificaciones
- La Curva de Oferta de Los Mercados MonopolistasDocumento2 páginasLa Curva de Oferta de Los Mercados MonopolistasAlvaro Ramírez Mukul100% (3)
- Actividad 2 Gerencia Estrategica Analisis OrganizacionalDocumento11 páginasActividad 2 Gerencia Estrategica Analisis Organizacionaljhon fredys cuesta chaverraAún no hay calificaciones
- Capítulo IV ERPDocumento1 páginaCapítulo IV ERPRomina LimeresAún no hay calificaciones
- Trabajo RogerDocumento7 páginasTrabajo Rogerrogu77Aún no hay calificaciones
- Tarea No. 3. Calidad en La Industria Petrolera.Documento5 páginasTarea No. 3. Calidad en La Industria Petrolera.Luis GustavoAún no hay calificaciones
- Escuela CepalinaDocumento2 páginasEscuela CepalinaarcAún no hay calificaciones
- Certificado Homologacion SGS - 2018Documento1 páginaCertificado Homologacion SGS - 2018Ademar Wilson Copa CayoAún no hay calificaciones
- Influencia de La Refinación en La Cadena de Valor de PetróleoDocumento4 páginasInfluencia de La Refinación en La Cadena de Valor de PetróleoelguevoenmascaraoAún no hay calificaciones
- Alma de Acero - Gerdau AZA - 2008 - NoviembreDocumento16 páginasAlma de Acero - Gerdau AZA - 2008 - NoviembreGerdau en Chile100% (1)
- Estrategias CorporativasDocumento2 páginasEstrategias CorporativasGerardo Hernandez G.Aún no hay calificaciones
- Vigia Del FuerteDocumento10 páginasVigia Del FuerteNatalia Suarez RomeroAún no hay calificaciones
- Microeconomía Resumen-I - 2017-IIDocumento136 páginasMicroeconomía Resumen-I - 2017-IICesar Jose Quesada VargasAún no hay calificaciones
- Cuestionario de Ingeniería EconómicaDocumento3 páginasCuestionario de Ingeniería EconómicaCristian RumipambaAún no hay calificaciones
- Manual de Funciones Jefe AdministrativoDocumento2 páginasManual de Funciones Jefe Administrativoyesenia100% (1)
- Documentos Contables y No ContablesDocumento3 páginasDocumentos Contables y No ContablesAndres LargoAún no hay calificaciones
- Flujo Circular de La Renta. TauuuDocumento8 páginasFlujo Circular de La Renta. TauuuAdan Rodriguez acevedoAún no hay calificaciones
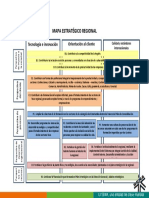
- Mapa Estratégico Regional PDFDocumento1 páginaMapa Estratégico Regional PDFzayrajohaAún no hay calificaciones
- Linea Del Tiempo de La MercadotecniaDocumento1 páginaLinea Del Tiempo de La MercadotecniaEsther VGAún no hay calificaciones
- SMN 11 Conceptos ÉticaDocumento2 páginasSMN 11 Conceptos ÉticaAudreys Hernandez De JesusAún no hay calificaciones
- Planteamiento de Problemas de Matematica FinancieraDocumento2 páginasPlanteamiento de Problemas de Matematica FinancieraMiguel A. Cortez100% (1)
- CARTA RES SOLIDOS ASETRAV 12 SetDocumento3 páginasCARTA RES SOLIDOS ASETRAV 12 Setjhonny cleanAún no hay calificaciones
- 1992v1 Es PDFDocumento304 páginas1992v1 Es PDFpipu789Aún no hay calificaciones
- Trab SacDocumento28 páginasTrab SaclourdesAún no hay calificaciones
- Tarea 16224 2022Documento5 páginasTarea 16224 2022Luis Santiago Abadia Rodriguez100% (1)
- Servicio Post VentaDocumento2 páginasServicio Post Ventavaleria241814Aún no hay calificaciones
- Animacion TuristicaDocumento7 páginasAnimacion Turisticagatrio2001Aún no hay calificaciones
- Inventarios o Mercancias en ConsignacionDocumento3 páginasInventarios o Mercancias en ConsignacionMiKkOJAún no hay calificaciones
- Perfil Economico y Comercial de IndiaDocumento10 páginasPerfil Economico y Comercial de IndiaLaura BenitezAún no hay calificaciones