También podría gustarte
- Permiso de Corte y SoldaduraDocumento1 páginaPermiso de Corte y Soldadura16764488Aún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Layout Enlace ModfDocumento84 páginasLayout Enlace ModfAbidan Monroy100% (2)
- Trabajo 2 - CFDDocumento2 páginasTrabajo 2 - CFDToti CendoyaAún no hay calificaciones
- Case-Dynamis en Es PDFDocumento3 páginasCase-Dynamis en Es PDFNelson Alexander Aponte SimbronAún no hay calificaciones
- Material Lectura Caso QuimifluxDocumento2 páginasMaterial Lectura Caso QuimifluxSandra Fernandez Sanchez50% (2)
- Perio - Cuestionario Examen Final PDFDocumento12 páginasPerio - Cuestionario Examen Final PDFJuan Inca100% (2)
- Velocidad y Profundidad de Corte 2.0 PDFDocumento8 páginasVelocidad y Profundidad de Corte 2.0 PDFJesus GarciaAún no hay calificaciones
- Reducción de Tamaños PDFDocumento18 páginasReducción de Tamaños PDFIsrael Morales LopezAún no hay calificaciones
- Simulaciones Del Proceso de Limpieza de Una Máquina Limpiadora de Trigo A Través de Acoples Dem-CfdDocumento3 páginasSimulaciones Del Proceso de Limpieza de Una Máquina Limpiadora de Trigo A Través de Acoples Dem-CfdJulio Crystyano HessAún no hay calificaciones
- Diseño de Una Caja Reductora de VelocidadDocumento30 páginasDiseño de Una Caja Reductora de VelocidadHarol Wladimir Mamani TotoraAún no hay calificaciones
- Diagrama de Proceso de OperacionesDocumento6 páginasDiagrama de Proceso de OperacionesJose Victor Rocha MendiolaAún no hay calificaciones
- Formulario Economía Del MecanizadoDocumento3 páginasFormulario Economía Del MecanizadoGeorge GranellAún no hay calificaciones
- Calculos Despulpadora de FrutasDocumento36 páginasCalculos Despulpadora de FrutasJoseLuisRodriguezMirandaAún no hay calificaciones
- Solidos Tamizado MoliendaDocumento8 páginasSolidos Tamizado MoliendaNery CiprianiAún no hay calificaciones
- Capx. - Cadenas - FinalDocumento39 páginasCapx. - Cadenas - FinalnelsonAún no hay calificaciones
- Dimensionamiento de Tamices (Asociación de Fabricantes de Tamices Vibratorios)Documento15 páginasDimensionamiento de Tamices (Asociación de Fabricantes de Tamices Vibratorios)IVAN ALEXIS HUAMAN SEGURAAún no hay calificaciones
- Diseño Óptimo de Cajas Reductoras para Molinos de Caña de Azucar PDFDocumento134 páginasDiseño Óptimo de Cajas Reductoras para Molinos de Caña de Azucar PDFIdiLab Emprendimiento100% (2)
- Case CMD Consulting - En.es PDFDocumento2 páginasCase CMD Consulting - En.es PDFNelson Alexander Aponte SimbronAún no hay calificaciones
- Cálculo y Diseño de Reductor de Velocidad para Elevación Carga de Un Puente GruaDocumento98 páginasCálculo y Diseño de Reductor de Velocidad para Elevación Carga de Un Puente GruaEduardo ParedesAún no hay calificaciones
- Taller 2 Working ModelDocumento10 páginasTaller 2 Working ModelAndrw Chirinos VillegasAún no hay calificaciones
- Análisis Del Comportamiento A Fatiga en Flexión Rotativa de Un PDFDocumento204 páginasAnálisis Del Comportamiento A Fatiga en Flexión Rotativa de Un PDFAlejandro PerezAún no hay calificaciones
- Formatos para Estudios de Tiempos (2) (Recuperado Automáticamente)Documento48 páginasFormatos para Estudios de Tiempos (2) (Recuperado Automáticamente)YELENAAún no hay calificaciones
- Mecanica de Materiales - Teoria de FallasDocumento24 páginasMecanica de Materiales - Teoria de Fallaswmcf231091Aún no hay calificaciones
- Gato Mecanico Tipo TijeraDocumento18 páginasGato Mecanico Tipo TijeraDilan MarinAún no hay calificaciones
- CALCULO DE ENGRANAJES Rectos Lewis A Enviar 1Documento6 páginasCALCULO DE ENGRANAJES Rectos Lewis A Enviar 1DAún no hay calificaciones
- Kisssoft Tut 009 S Dimensionado Engranaje PDFDocumento20 páginasKisssoft Tut 009 S Dimensionado Engranaje PDFAVAún no hay calificaciones
- MolinosDocumento13 páginasMolinosSebastian A. HerreraAún no hay calificaciones
- DiseñoDocumento14 páginasDiseñoAdrianJose LopezpintadoAún no hay calificaciones
- Calculo de Un ReductorDocumento7 páginasCalculo de Un ReductorjuandilsonAún no hay calificaciones
- Diseño de Ejes Por FatigaDocumento16 páginasDiseño de Ejes Por FatigaDavid Santos Villalobos100% (2)
- Diseño de Agitador MecánicoDocumento5 páginasDiseño de Agitador MecánicoJoel Kiske LucayAún no hay calificaciones
- Diseño de Ejes Asme - Maxidiano Isidro Céspedes GonzalesDocumento16 páginasDiseño de Ejes Asme - Maxidiano Isidro Céspedes GonzalesMaxi I. Céspedes Gonzales100% (1)
- Elementos Maquinas - Correas PDFDocumento11 páginasElementos Maquinas - Correas PDFFranco Miguel Pino MarcielAún no hay calificaciones
- Practica02 Molycop Seleccion FracturaDocumento2 páginasPractica02 Molycop Seleccion FracturaWolfgang Ramirez AymaAún no hay calificaciones
- Transmisiones - Diseño de MáquinasDocumento50 páginasTransmisiones - Diseño de MáquinasMarcos100% (1)
- Apuntes Electricidad y MagnetismoDocumento42 páginasApuntes Electricidad y MagnetismoJaviAún no hay calificaciones
- Ejercicios de Transferencia de CalorDocumento2 páginasEjercicios de Transferencia de CalorAlex Jimeno100% (1)
- CALCULO de ENGRANAJES Rectos Lewis A Enviar 1Documento5 páginasCALCULO de ENGRANAJES Rectos Lewis A Enviar 1Xavier VillegasAún no hay calificaciones
- Análisis de Fallas en RodamientosDocumento20 páginasAnálisis de Fallas en RodamientosMarco Antonio Rivera Miranda100% (2)
- GUIA#3mecanizado DE TORNODocumento44 páginasGUIA#3mecanizado DE TORNOjose luis pacheco bautistaAún no hay calificaciones
- Clase 6 Aux. Mec 3330Documento8 páginasClase 6 Aux. Mec 3330intiAún no hay calificaciones
- Capvi. - Chavetas3 PDFDocumento47 páginasCapvi. - Chavetas3 PDFFabian Marca ColqueAún no hay calificaciones
- Pactica Trituración y MoliendaDocumento21 páginasPactica Trituración y MoliendaSaray Sánchez JAún no hay calificaciones
- DISEÑO DE CRIBAS Y HARNEROS O BustamanteDocumento29 páginasDISEÑO DE CRIBAS Y HARNEROS O BustamanteLesly MoralesAún no hay calificaciones
- Separadores MagnéticosDocumento24 páginasSeparadores MagnéticosDaniel Alfonso Genez ManjarresAún no hay calificaciones
- 1 Memoria PDFDocumento96 páginas1 Memoria PDFVictor Hugo ChoqueAún no hay calificaciones
- Proyecto Diseño PDFDocumento37 páginasProyecto Diseño PDFLuis RamirezAún no hay calificaciones
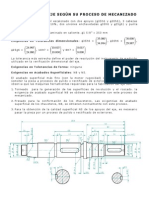
- Acotado de Un Eje Segun Su Proceso de MecanizadoDocumento7 páginasAcotado de Un Eje Segun Su Proceso de MecanizadoDiego CorreaAún no hay calificaciones
- Hidraulica de Los Sistemas de Riego PresurizadoDocumento48 páginasHidraulica de Los Sistemas de Riego PresurizadoAbraham PSAún no hay calificaciones
- Practica AnsysDocumento2 páginasPractica AnsysbreslesAún no hay calificaciones
- Automatico TalmadgeDocumento7 páginasAutomatico TalmadgeJose Colque SierraAún no hay calificaciones
- Cuaderno Mecanismo Mec 2246Documento83 páginasCuaderno Mecanismo Mec 2246Karlos Herrera100% (1)
- Diseño A FatigaDocumento74 páginasDiseño A FatigaJoel Antonio Quezada MejiaAún no hay calificaciones
- Diseño de Un Sistema de BombeoDocumento7 páginasDiseño de Un Sistema de BombeoJose Ernesto Molina GonzalezAún no hay calificaciones
- Estudio Fatiga Eje FerrocarrilDocumento219 páginasEstudio Fatiga Eje FerrocarrilggoamxAún no hay calificaciones
- 05244-00000-00-00 - Conjunto Separador D.R. 3000. PM-16 PDFDocumento1 página05244-00000-00-00 - Conjunto Separador D.R. 3000. PM-16 PDFPereAún no hay calificaciones
- Manual de Capacitación Operacion de Acidificacion y Curado AcidoDocumento29 páginasManual de Capacitación Operacion de Acidificacion y Curado AcidoLoreto Tello MuñozAún no hay calificaciones
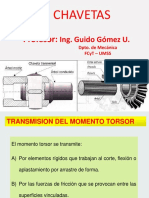
- ChavetasDocumento3 páginasChavetasJoelAún no hay calificaciones
- Presentación Transporte de SolidosDocumento128 páginasPresentación Transporte de SolidosCesarPastenSozaAún no hay calificaciones
- Troquelado y Corte Por CizallaDocumento21 páginasTroquelado y Corte Por CizallaJennyfer JanineAún no hay calificaciones
- 5 Mecanica de CorteDocumento42 páginas5 Mecanica de CorteAnthony Beltran100% (1)
- Torno y Sus AccesoriosDocumento21 páginasTorno y Sus AccesoriosMarco Antonio Sosa JulcaAún no hay calificaciones
- Caja Chica FormatoDocumento2 páginasCaja Chica FormatoSandra Fernandez SanchezAún no hay calificaciones
- Sesion 1Documento9 páginasSesion 1Sandra Fernandez SanchezAún no hay calificaciones
- Ejemplos de Contratos Segun ModalidadDocumento19 páginasEjemplos de Contratos Segun ModalidadSandra Fernandez Sanchez0% (1)
- Invent A RiosDocumento7 páginasInvent A RiosSandra Fernandez SanchezAún no hay calificaciones
- Examen Final Comp. IIDocumento7 páginasExamen Final Comp. IISandra Fernandez SanchezAún no hay calificaciones
- Guía General para Analizar Un Programa de TVDocumento1 páginaGuía General para Analizar Un Programa de TVSandra Fernandez SanchezAún no hay calificaciones
- Eva Distancia Semana-10Documento3 páginasEva Distancia Semana-10Sandra Fernandez SanchezAún no hay calificaciones
- Caso PrácticoabcDocumento2 páginasCaso PrácticoabcSandra Fernandez SanchezAún no hay calificaciones
- Trabajo Semiterminado RequisitosDocumento12 páginasTrabajo Semiterminado RequisitosSandra Fernandez SanchezAún no hay calificaciones
- Examen de MantenimientoDocumento3 páginasExamen de MantenimientoIgor Yordy Ortiz100% (2)
- Tranvia EnsayoDocumento8 páginasTranvia EnsayoDiego RodriguezAún no hay calificaciones
- (Lab 2) Resumen 3-Terranes of Southern Gondwana Land and Their Control in Andean StructureDocumento6 páginas(Lab 2) Resumen 3-Terranes of Southern Gondwana Land and Their Control in Andean StructuretamaraAún no hay calificaciones
- Psicopatología Del IctusDocumento1 páginaPsicopatología Del IctusRed Menni de Daño CerebralAún no hay calificaciones
- Desarrollo Del Modulo de Frutas y HortalizasDocumento24 páginasDesarrollo Del Modulo de Frutas y HortalizasluisriAún no hay calificaciones
- Trabajo de MantenimientoDocumento16 páginasTrabajo de MantenimientoruthAún no hay calificaciones
- Ciencia y FeDocumento13 páginasCiencia y FemichaelAún no hay calificaciones
- 1.2 Definicion de BroteDocumento22 páginas1.2 Definicion de BroteJessica Ariss0% (1)
- Entomología I - Clases - MorfologíaDocumento170 páginasEntomología I - Clases - MorfologíaVera Cieza Eyner50% (2)
- Práctica Lista para PresentarDocumento25 páginasPráctica Lista para PresentarHeber Rengifo ChotaAún no hay calificaciones
- Como Preparar El Mejor de Los AsadosDocumento83 páginasComo Preparar El Mejor de Los AsadosmarceloAún no hay calificaciones
- Bolsas Ecológicas1Documento7 páginasBolsas Ecológicas1Edwarts Bam Bam AlvarezAún no hay calificaciones
- C9 Avon Minifolleto Especial Higienicos PDFDocumento49 páginasC9 Avon Minifolleto Especial Higienicos PDFHéctor HernándezAún no hay calificaciones
- Tema No. 24 - 2. Derivadas de Funciones Exponenciales y LogarítmicasDocumento5 páginasTema No. 24 - 2. Derivadas de Funciones Exponenciales y LogarítmicasManuelAún no hay calificaciones
- Circuitos ContadoresDocumento26 páginasCircuitos ContadoresJoséM.PintoCarpioAún no hay calificaciones
- Formato Toma de Temperatura y Humedad 2020Documento1 páginaFormato Toma de Temperatura y Humedad 2020Yovany Fernando Sanchez MillanAún no hay calificaciones
- Coeficiente de CurvaturaDocumento13 páginasCoeficiente de CurvaturaGerson Rivera CallirgosAún no hay calificaciones
- Guia Editada de ESAVI 29032010Documento62 páginasGuia Editada de ESAVI 29032010BrunellaAún no hay calificaciones
- TP 5Documento2 páginasTP 5guillermo picAún no hay calificaciones
- Anexo 3.1. Caracterizaciones de Componentes No Afectados Por El Proyecto - Rev0Documento264 páginasAnexo 3.1. Caracterizaciones de Componentes No Afectados Por El Proyecto - Rev0Grupo.3Aún no hay calificaciones
- QUE QUE: Primeros Auxilios Psicológicos en La NiñezDocumento17 páginasQUE QUE: Primeros Auxilios Psicológicos en La NiñezCarolinaAún no hay calificaciones
- Maison CarreéDocumento12 páginasMaison CarreéNatty Largo0% (1)
- Trabajo de Productos y Servicios BancariosDocumento5 páginasTrabajo de Productos y Servicios BancariosSolangheCáceresFlorAún no hay calificaciones
- Carretera AlpamarcaDocumento13 páginasCarretera AlpamarcaAnthony Harold Calderon ZevallosAún no hay calificaciones
- Curso ESTADISTICA DESCRIPTIVA Aula FácilDocumento86 páginasCurso ESTADISTICA DESCRIPTIVA Aula FácilJesus Villananueva100% (1)
- Sesion 4 - Propiedades de Sustancias Puras - 2022-2 - Con SUMADI - Lleno OkDocumento53 páginasSesion 4 - Propiedades de Sustancias Puras - 2022-2 - Con SUMADI - Lleno Okteresa palaciosAún no hay calificaciones