También podría gustarte
- Guia Examen Licencias PDFDocumento9 páginasGuia Examen Licencias PDFAbda Leyva0% (1)
- Informe Majes Sihuas Ultimo Mayo Del 2019Documento18 páginasInforme Majes Sihuas Ultimo Mayo Del 2019Carlos VegaAún no hay calificaciones
- Trabajo AaaaaaaaaaDocumento267 páginasTrabajo AaaaaaaaaaReivaj JavierAún no hay calificaciones
- Distribución bolas molinoDocumento18 páginasDistribución bolas molinoGiselle SanchezAún no hay calificaciones
- Anexo1. Criba Vibratoria PDFDocumento5 páginasAnexo1. Criba Vibratoria PDFamicarelliAún no hay calificaciones
- Dimensionamiento de harneros vibratorios Allis-ChalmersDocumento7 páginasDimensionamiento de harneros vibratorios Allis-ChalmersMarcial Andres Lara100% (1)
- Calculo Elevador Cangilones BandaDocumento28 páginasCalculo Elevador Cangilones BandaLuis Cutz100% (1)
- Técnicas de Intervención Psicológica Del Adulto Mayor para El Abordaje Biopsicosocial.Documento12 páginasTécnicas de Intervención Psicológica Del Adulto Mayor para El Abordaje Biopsicosocial.Mariam Espinoza100% (2)
- (Álvarez & Cols.) - Exámenes Resueltos de Química Básica - 1° Edición PDFDocumento266 páginas(Álvarez & Cols.) - Exámenes Resueltos de Química Básica - 1° Edición PDFAlberto Acosta100% (1)
- Control Altimétrico Horno RotatorioDocumento30 páginasControl Altimétrico Horno RotatorioPercyAún no hay calificaciones
- Gases RealesDocumento16 páginasGases Realesjajaja0% (1)
- TrituracionDocumento107 páginasTrituraciondanielAún no hay calificaciones
- SELECCIÓN Y APLICACIÓN DE LAS BOMBAS Grupo 3Documento63 páginasSELECCIÓN Y APLICACIÓN DE LAS BOMBAS Grupo 3Hans100% (1)
- Tritur SecDocumento5 páginasTritur SecLeoncio Hilario UmiyauriAún no hay calificaciones
- Molienda y ClasificaciónDocumento69 páginasMolienda y ClasificaciónluisAún no hay calificaciones
- Explotación de Gravas AurÍferasDocumento55 páginasExplotación de Gravas AurÍferasCarlos OrozcoAún no hay calificaciones
- Filarias: Características y ciclo biológico de las principales especies que parasitan humanosDocumento9 páginasFilarias: Características y ciclo biológico de las principales especies que parasitan humanosJosmel yañez100% (1)
- La Operación Unitaria Reducción de TamañoDocumento12 páginasLa Operación Unitaria Reducción de TamañoSach SalasAún no hay calificaciones
- 1 Diseño de Diametro - Espesor-AgitadoresDocumento9 páginas1 Diseño de Diametro - Espesor-AgitadoresKath MedaAún no hay calificaciones
- Norma para dispositivos de corte automático por extinción de llamaDocumento71 páginasNorma para dispositivos de corte automático por extinción de llamaJose Luis HernandezAún no hay calificaciones
- Fundamentos de espesamiento: teoría, equipos y aplicacionesDocumento94 páginasFundamentos de espesamiento: teoría, equipos y aplicacionesGregory Nick Toledo VelizAún no hay calificaciones
- Informe Val HuancabambaDocumento24 páginasInforme Val HuancabambaHarold Guerrero MuñozAún no hay calificaciones
- CHANCADO Diseño de PlantasDocumento16 páginasCHANCADO Diseño de PlantasSandra Gabriela Aguirre TorresAún no hay calificaciones
- Selección y Dimensionamiento de Harneros Industriales - V2013 PDFDocumento12 páginasSelección y Dimensionamiento de Harneros Industriales - V2013 PDFAltazzorAún no hay calificaciones
- Catalogo Curso Minprosim Avanzado WebDocumento3 páginasCatalogo Curso Minprosim Avanzado WebMauricio MoralesAún no hay calificaciones
- Manual para El Manejo Del Software EmpowerDocumento24 páginasManual para El Manejo Del Software EmpowerAndrea Stephanie Bello Diaz80% (5)
- PRACTICA 6 Electricidad IndustrialDocumento49 páginasPRACTICA 6 Electricidad IndustrialDaniel MPAún no hay calificaciones
- Diseño de Plantas 2019-I. - Unidad 03Documento42 páginasDiseño de Plantas 2019-I. - Unidad 03darwinAún no hay calificaciones
- Transporte Neumatico en Fase Densa y DiluidaDocumento1 páginaTransporte Neumatico en Fase Densa y DiluidaDaenas - Transporte neumatico fase densaAún no hay calificaciones
- AGREGADOSDocumento51 páginasAGREGADOSCarlos GuerreroAún no hay calificaciones
- Extraccion Por SolventeDocumento78 páginasExtraccion Por SolventeAlice100% (7)
- 2 Trituradoras Molinos TamicesDocumento64 páginas2 Trituradoras Molinos TamicesNathalie BonifazAún no hay calificaciones
- Biotecnología en La Disolución y Recuperacion de MetalesDocumento10 páginasBiotecnología en La Disolución y Recuperacion de Metalesguizzardi_claudioAún no hay calificaciones
- Trabajo de Vibrciones Molino de BolasDocumento13 páginasTrabajo de Vibrciones Molino de BolasJulio Minauro Huamanttica100% (1)
- 4 - Transformadores de Tensión CapacitivoDocumento83 páginas4 - Transformadores de Tensión CapacitivoFidel Agüero100% (1)
- Colgar Molino de BolasDocumento22 páginasColgar Molino de BolasIngTermineitorQuispeAún no hay calificaciones
- Trituradoras de MandíbulaDocumento8 páginasTrituradoras de MandíbulaJonathan FelipaAún no hay calificaciones
- Efecto Densidad Pulpa Proceso Molienda Primaria MineralesDocumento14 páginasEfecto Densidad Pulpa Proceso Molienda Primaria MineralesvictorAún no hay calificaciones
- CombustiónDocumento70 páginasCombustiónOrlando Manriquez LAún no hay calificaciones
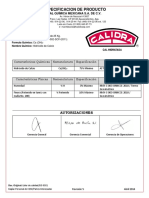
- Especificacion CALIDRADocumento1 páginaEspecificacion CALIDRAJc Medina DonnelliAún no hay calificaciones
- CiclonesDocumento31 páginasCiclonesMarco SantiagoAún no hay calificaciones
- Tamizado y MoliendaDocumento8 páginasTamizado y MoliendaloconodesAún no hay calificaciones
- Molinos de barras reducen tamañosDocumento4 páginasMolinos de barras reducen tamañosMatson Diaz AlejandroAún no hay calificaciones
- Zarandas de Clasificación de Alta Frecuencia de Múltiples PlataformasDocumento5 páginasZarandas de Clasificación de Alta Frecuencia de Múltiples PlataformasLoy Brid Porras AlcedoAún no hay calificaciones
- Navarro Ramiro Diseño Apilador PDFDocumento100 páginasNavarro Ramiro Diseño Apilador PDFAlex Asdasd MCAún no hay calificaciones
- Diseño cinta transportadora 18 concentrado estaño 2000 TPDDocumento26 páginasDiseño cinta transportadora 18 concentrado estaño 2000 TPDDavid100% (1)
- Elevador de CangilonesDocumento45 páginasElevador de CangilonesHugo Muñoz ValdiviaAún no hay calificaciones
- ExtractivaDocumento10 páginasExtractivaperrienpuAún no hay calificaciones
- Alimentador ProoyectoDocumento7 páginasAlimentador ProoyectoRodrigo AlcainoAún no hay calificaciones
- 01.1 Introducción Taller Molinos de CementoDocumento31 páginas01.1 Introducción Taller Molinos de Cementorn482101Aún no hay calificaciones
- Tamices vibratorios y de tambor: características, aplicaciones e industriasDocumento12 páginasTamices vibratorios y de tambor: características, aplicaciones e industriasGerardOo Alexander SAún no hay calificaciones
- Chanc AdoresDocumento11 páginasChanc AdoresRuben CastilloAún no hay calificaciones
- Molienda Convencional y SAGDocumento38 páginasMolienda Convencional y SAGEduardo Malebran Soto100% (1)
- Apuntes Elevación de CargasDocumento30 páginasApuntes Elevación de CargasIngenieraAVDAAún no hay calificaciones
- Modulo 3 Metcom PDFDocumento81 páginasModulo 3 Metcom PDFjoegb2919Aún no hay calificaciones
- Diseño CiclonDocumento10 páginasDiseño Ciclonjesica31Aún no hay calificaciones
- Diseño de molino de bolas considerando teoría de Von-Mises y resistencia a fatigaDocumento4 páginasDiseño de molino de bolas considerando teoría de Von-Mises y resistencia a fatigaJuan Pablo Sagua BenitesAún no hay calificaciones
- Análisis granulométrico de 5 muestrasDocumento24 páginasAnálisis granulométrico de 5 muestrasJaviera Vega BórquezAún no hay calificaciones
- Diseño de PlantasDocumento8 páginasDiseño de PlantasRubén Chávez Tito100% (1)
- Diseño de Planta ChancadoDocumento2 páginasDiseño de Planta ChancadoVeronica Loreto Schiller Tucas100% (1)
- Cintas TransportadorasDocumento39 páginasCintas TransportadorasMicky MoranoAún no hay calificaciones
- Transporte de cementoDocumento27 páginasTransporte de cementoMauro Portugal LagardaAún no hay calificaciones
- Agitadores y mezcladores en procesos industrialesDocumento39 páginasAgitadores y mezcladores en procesos industrialesAlberto ZepedaAún no hay calificaciones
- Particulas y Manejo de ParticulasDocumento13 páginasParticulas y Manejo de ParticulasAndrea MartinezAún no hay calificaciones
- La Operación Unitaria Reducción de TamañoDocumento18 páginasLa Operación Unitaria Reducción de TamañoMaximimilianoAún no hay calificaciones
- Análisis GranulométricoDocumento12 páginasAnálisis GranulométricoAlexis AguirreAún no hay calificaciones
- Clase de Molienda y CribadoDocumento61 páginasClase de Molienda y Cribadovicente peña joaquinAún no hay calificaciones
- C2.3La Operación Unitaria Reducción de TamañoDocumento14 páginasC2.3La Operación Unitaria Reducción de TamañoMoisésAún no hay calificaciones
- Tamisado de Ing 2Documento28 páginasTamisado de Ing 2Deyvi VillanuevaAún no hay calificaciones
- Operaciones Unitarias Uno IbqDocumento170 páginasOperaciones Unitarias Uno IbqGoku RuizAún no hay calificaciones
- Molienda (Teoria)Documento7 páginasMolienda (Teoria)CarlosEduardoTorresVillanuevaAún no hay calificaciones
- Sustento Teórico 1. 2022Documento4 páginasSustento Teórico 1. 2022Stive CajasAún no hay calificaciones
- Funciones TracendentesDocumento24 páginasFunciones TracendentesSaray Sánchez JAún no hay calificaciones
- Sajl Semana4Documento11 páginasSajl Semana4Saray Sánchez JAún no hay calificaciones
- TM 002Documento2 páginasTM 002Saray Sánchez JAún no hay calificaciones
- Proyecto Primer Parcial FisicaDocumento1 páginaProyecto Primer Parcial FisicaSaray Sánchez JAún no hay calificaciones
- 1704-Texto Del Artículo-8523-2-10-20170908 PDFDocumento13 páginas1704-Texto Del Artículo-8523-2-10-20170908 PDFAlex CajasAún no hay calificaciones
- Problemas 5 Elec 5 BYMEDocumento8 páginasProblemas 5 Elec 5 BYMESaray Sánchez JAún no hay calificaciones
- Proyecto de Calculo Final2Documento20 páginasProyecto de Calculo Final2Lucho Gomez GomezAún no hay calificaciones
- Tanque PlomoDocumento6 páginasTanque PlomoSaray Sánchez JAún no hay calificaciones
- Mineral EsDocumento22 páginasMineral EsSaray Sánchez JAún no hay calificaciones
- Problema 9.5Documento5 páginasProblema 9.5Saray Sánchez JAún no hay calificaciones
- Dsieño Redes de Int CalorDocumento2 páginasDsieño Redes de Int CalorSaray Sánchez JAún no hay calificaciones
- Expo Tipos de BombasDocumento3 páginasExpo Tipos de BombasSaray Sánchez JAún no hay calificaciones
- Epp EpiDocumento32 páginasEpp EpiCristian Di Floyd VergaraAún no hay calificaciones
- Convertidor Modificado Teniente CMTDocumento5 páginasConvertidor Modificado Teniente CMTSaray Sánchez JAún no hay calificaciones
- Estudio y Diseno de Elevador de Cangilones PDFDocumento118 páginasEstudio y Diseno de Elevador de Cangilones PDFJuan PastorAún no hay calificaciones
- Convertidor Modificado Teniente CMTDocumento5 páginasConvertidor Modificado Teniente CMTSaray Sánchez JAún no hay calificaciones
- Fundamentos Termo y Cinetica (Alumnos)Documento102 páginasFundamentos Termo y Cinetica (Alumnos)Saray Sánchez JAún no hay calificaciones
- Mantenimiento de Subestaciones BALOTARIODocumento14 páginasMantenimiento de Subestaciones BALOTARIOCender WinsteadAún no hay calificaciones
- El Gnosticismo... - 1Documento5 páginasEl Gnosticismo... - 1S.Jesica SevillaAún no hay calificaciones
- Calculo de Las Coordenadas UtmDocumento10 páginasCalculo de Las Coordenadas UtmJheison FigueroaAún no hay calificaciones
- Pieza DubujoDocumento19 páginasPieza DubujoAlisson NicoleAún no hay calificaciones
- Navegación de Robot Móvil Usando Kinect, Opencv Y ArduinoDocumento8 páginasNavegación de Robot Móvil Usando Kinect, Opencv Y ArduinoAlbertoGonzálezAún no hay calificaciones
- Articulo Cientifico CatapultaDocumento14 páginasArticulo Cientifico Catapultaemilse rodriguezAún no hay calificaciones
- Verificación andamios plataformaDocumento9 páginasVerificación andamios plataformaAnthonio NoriegaAún no hay calificaciones
- Apendice II - Ficha TecnicaDocumento3 páginasApendice II - Ficha TecnicaAlfonso Gonzalez TuñónAún no hay calificaciones
- Recolectores de ChatarraDocumento7 páginasRecolectores de ChatarraIngLuis Daniel CamamaAún no hay calificaciones
- 8 - Lenguaje Corporal - IncognitoDocumento67 páginas8 - Lenguaje Corporal - Incognitojoako CopaAún no hay calificaciones
- Unidad 1 - Mantto EQ. ElectDocumento65 páginasUnidad 1 - Mantto EQ. ElectJairo MarinAún no hay calificaciones
- Diseño de mezcla de concreto hidráulico para 270 kg/cm2Documento11 páginasDiseño de mezcla de concreto hidráulico para 270 kg/cm2Nitram Lopez TlehuactleAún no hay calificaciones
- Cuadro Comparativo, Diferencias y AnalisisDocumento4 páginasCuadro Comparativo, Diferencias y AnalisisBrandon Avilés0% (1)
- Análisis del entorno interno y externo de AJE Group para su expansión internacionalDocumento18 páginasAnálisis del entorno interno y externo de AJE Group para su expansión internacionalKaren CrispinAún no hay calificaciones
- Intruducion Gestion en La SeguridadDocumento14 páginasIntruducion Gestion en La SeguridadCristobal Rodriguez Jean Pier SamirAún no hay calificaciones
- Tesis de Investigación: Como Los Medios de Comunicación Influyen en Las Manifestaciones de Fe en La Fiesta de La Tirana.Documento124 páginasTesis de Investigación: Como Los Medios de Comunicación Influyen en Las Manifestaciones de Fe en La Fiesta de La Tirana.madridpaulinaAún no hay calificaciones
- Influencia de La Luna en La AgriculturaDocumento77 páginasInfluencia de La Luna en La AgriculturaAngel CaravantesAún no hay calificaciones
- Centroide PDFDocumento4 páginasCentroide PDFAlfonso JaimesAún no hay calificaciones
- Técnicas de Inmunodiagnóstico - A1Documento30 páginasTécnicas de Inmunodiagnóstico - A1José MendesAún no hay calificaciones
- AnclajesDocumento23 páginasAnclajesSergioCervantesAcuñaAún no hay calificaciones
- MAGNETOTERAPIADocumento6 páginasMAGNETOTERAPIAJUAN MIGUEL Huisacayna YanaAún no hay calificaciones