También podría gustarte
- Autoclave Dental - Otsa - Em-17l PDFDocumento11 páginasAutoclave Dental - Otsa - Em-17l PDFMariö Olvera100% (1)
- Demanda Restitucion de Bien Inmueble ArrendadoDocumento3 páginasDemanda Restitucion de Bien Inmueble ArrendadoJairo Antonio Taborda100% (1)
- Especificaciones de La Placa de Caja Eaton de Cabezal PDFDocumento1 páginaEspecificaciones de La Placa de Caja Eaton de Cabezal PDFDenis HernandezAún no hay calificaciones
- Dictamen Con Salvedades - LIMITACIONESDocumento2 páginasDictamen Con Salvedades - LIMITACIONESMaleny Kizz D Love100% (1)
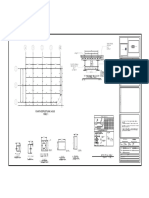
- Planta Placa Base Pb-1: Placa Placa Pl-1 Placa Placa Pl-2Documento1 páginaPlanta Placa Base Pb-1: Placa Placa Pl-1 Placa Placa Pl-2Jorge SanchezAún no hay calificaciones
- Especificaciones de La Placa de Caja Eaton de Cabezal PDFDocumento1 páginaEspecificaciones de La Placa de Caja Eaton de Cabezal PDFDenis HernandezAún no hay calificaciones
- Identificacion de Cajas Fuller PDFDocumento1 páginaIdentificacion de Cajas Fuller PDFVeterano del CaminoAún no hay calificaciones
- Manual de Identificacion de Cajas PDFDocumento1 páginaManual de Identificacion de Cajas PDFÑengo Flow Full RecordAún no hay calificaciones
- Cuadro de Identificación de Transmisión Fuller PDFDocumento1 páginaCuadro de Identificación de Transmisión Fuller PDFEdo Ram100% (1)
- CT 236139Documento1 páginaCT 236139garcesjc.19Aún no hay calificaciones
- Series Information Type CNFDocumento22 páginasSeries Information Type CNFIvan AbbáAún no hay calificaciones
- Manual Español RondaDocumento1 páginaManual Español Rondamanu_aoAún no hay calificaciones
- Manual de Diseno Estructural Panel ReyDocumento142 páginasManual de Diseno Estructural Panel ReyDiego ChicaAún no hay calificaciones
- Es Cubierta 1-EsDocumento1 páginaEs Cubierta 1-Eseduardo farfanAún no hay calificaciones
- Calificaciones (1) CCCCDocumento15 páginasCalificaciones (1) CCCCMarcela rozoAún no hay calificaciones
- Mapa AnatomíaDocumento1 páginaMapa AnatomíaSofi FernandezAún no hay calificaciones
- QRtaxiPoster PDFDocumento1 páginaQRtaxiPoster PDFdiego fernando chivata gonzalezAún no hay calificaciones
- Chrysler Codigos de Falla FI 1983-1997 PDFDocumento156 páginasChrysler Codigos de Falla FI 1983-1997 PDFMartian SamaanAún no hay calificaciones
- 2 IUNIE 2014 PUZ PUG CARCEA OCPI Model PDFDocumento1 página2 IUNIE 2014 PUZ PUG CARCEA OCPI Model PDFFructe Padure DoljAún no hay calificaciones
- Mapa Cyborg A3Documento1 páginaMapa Cyborg A3Daniel GomezAún no hay calificaciones
- Presentacion Consejo Piedecuesta 2020Documento14 páginasPresentacion Consejo Piedecuesta 2020Mauricio Reyes OlivellaAún no hay calificaciones
- Mago LVL 9Documento2 páginasMago LVL 9eurtcaheriAún no hay calificaciones
- 2B Sexto ParcialDocumento1 página2B Sexto Parcialguadalupe.ortegaaAún no hay calificaciones
- Paisajismo Tercer Piso Sub SectorDocumento1 páginaPaisajismo Tercer Piso Sub SectorMarolyn Huaman JulianAún no hay calificaciones
- Plano 3 - Dados Caisson PDFDocumento1 páginaPlano 3 - Dados Caisson PDFAndrés BarragánAún no hay calificaciones
- Reglamento Manual de Procedimientos CFCLDocumento120 páginasReglamento Manual de Procedimientos CFCLAnita Barboza SegoviaAún no hay calificaciones
- CARTAGENA CERRAMIENTO ESTRUCTURA PlanosDocumento7 páginasCARTAGENA CERRAMIENTO ESTRUCTURA PlanosAldo CoronadoAún no hay calificaciones
- Programa de Manejo Área de Protección de Flora y Fauna Maderas Del CarmenDocumento156 páginasPrograma de Manejo Área de Protección de Flora y Fauna Maderas Del CarmenElijah EmeAún no hay calificaciones
- Pensum Finanzas y Comercio Exterior - NewDocumento2 páginasPensum Finanzas y Comercio Exterior - NewKarol GuerreroAún no hay calificaciones
- Cohetes de Botellas de Agua - Actividad - TeachEngineeringDocumento1 páginaCohetes de Botellas de Agua - Actividad - TeachEngineeringGustavo RobayoAún no hay calificaciones
- Funciones .GalvezDocumento13 páginasFunciones .GalvezPiero Santana FelicianoAún no hay calificaciones
- Tarjeta Referencia Izaje Mecanio CargasDocumento1 páginaTarjeta Referencia Izaje Mecanio Cargasjorgehse100% (1)
- Proyect. Casa Tina Rios - CimentacionesDocumento1 páginaProyect. Casa Tina Rios - CimentacionesYuli CarolinaAún no hay calificaciones
- LAMINA MUROadasdDocumento1 páginaLAMINA MUROadasdÁlvaroo LVAún no hay calificaciones
- Funcion PolinomialDocumento1 páginaFuncion Polinomialt7dzk46fd4Aún no hay calificaciones
- Monitor de Voltaje 5VP03460Documento2 páginasMonitor de Voltaje 5VP03460Freddy JironAún no hay calificaciones
- GMS130CS in B S e PDocumento7 páginasGMS130CS in B S e Pcertificacionesequiposmb mbAún no hay calificaciones
- 1 State-Diagrams Enonce CorrectionDocumento3 páginas1 State-Diagrams Enonce CorrectionLuc AusterAún no hay calificaciones
- Digitales 2Documento6 páginasDigitales 2Gionella Alva MiñopeAún no hay calificaciones
- 1-Plano Topog. Ccaccas (1) - PT-A2Documento1 página1-Plano Topog. Ccaccas (1) - PT-A2angelrichamanteAún no hay calificaciones
- Manual Instalacio-N Ternium MultypanelDocumento71 páginasManual Instalacio-N Ternium MultypanelBrayan Francisco100% (1)
- Instalacion de DenglassDocumento2 páginasInstalacion de DenglassHP12007Aún no hay calificaciones
- Mapas Tematicos Grupo 2 - Liliam LivisiDocumento6 páginasMapas Tematicos Grupo 2 - Liliam LivisiLiliam Danitza Livisi CalcinaAún no hay calificaciones
- Agitadores de Tamices Cisa PDFDocumento8 páginasAgitadores de Tamices Cisa PDFRodrigo Morales VeraAún no hay calificaciones
- E-01 Cobertura de Materiales PeligrososDocumento1 páginaE-01 Cobertura de Materiales PeligrososJulius Czar XiiAún no hay calificaciones
- 06 - Lamina Agua - V1Documento1 página06 - Lamina Agua - V1wilson alvarezAún no hay calificaciones
- 1 - 4 - 4 - CPV - 1 ToricaDocumento72 páginas1 - 4 - 4 - CPV - 1 Toricaernestobosque22Aún no hay calificaciones
- Entrega Del Arco 3Documento1 páginaEntrega Del Arco 3daniel guerroAún no hay calificaciones
- Manual SIG-XXXDocumento50 páginasManual SIG-XXXsandra mariel mendoza gregolloAún no hay calificaciones
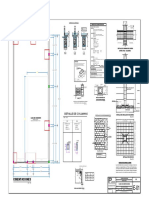
- Plano de Cimentacion M-01Documento1 páginaPlano de Cimentacion M-01daniel mendozaAún no hay calificaciones
- Componentes Del Circuito de Manejo: Memoria DescriptivaDocumento1 páginaComponentes Del Circuito de Manejo: Memoria DescriptivaDon Jhonson Silva PabloAún no hay calificaciones
- Estructuras Casa B-07-Layout1Documento1 páginaEstructuras Casa B-07-Layout1Ruth Karina Rojas ChávezAún no hay calificaciones
- 0004-Casa Eduardo Pizarro-2023-ARQ-PL-CEP04-02-PLANTA LAYOUT NIVEL 2Documento1 página0004-Casa Eduardo Pizarro-2023-ARQ-PL-CEP04-02-PLANTA LAYOUT NIVEL 2joaquinluciano.pizarroeAún no hay calificaciones
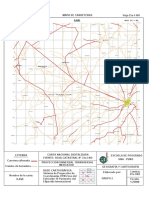
- Plano UbicacionDocumento1 páginaPlano UbicacionsergioAún no hay calificaciones
- Plano de DetallesDocumento1 páginaPlano de DetallesJanAún no hay calificaciones
- Los Muros Full ScoreDocumento6 páginasLos Muros Full ScorePedro CárdenasAún no hay calificaciones
- FISIOGRAFIADocumento1 páginaFISIOGRAFIAarfe99Aún no hay calificaciones
- Sensor Pepper FuDocumento14 páginasSensor Pepper FuCearEo AraGonAún no hay calificaciones
- Estaciones - PR150514 Ampliación Lima L1 Metro - Fase2 - Anexo 1 - Planos ActuacionesDocumento13 páginasEstaciones - PR150514 Ampliación Lima L1 Metro - Fase2 - Anexo 1 - Planos ActuacionesTeresa SEGURA SAHUINCOAún no hay calificaciones
- Triángulo Plegado: Soporte Inclinado Abierto para Cubierta Plana. VerticalDocumento2 páginasTriángulo Plegado: Soporte Inclinado Abierto para Cubierta Plana. VerticaljavierAún no hay calificaciones
- Integral Con Proba Parcial 2Documento17 páginasIntegral Con Proba Parcial 2DANIEL FELIPE BERNAL MONROYAún no hay calificaciones
- CONTRO NUMERICO COMPUTARIZADO Codigos PFFDocumento32 páginasCONTRO NUMERICO COMPUTARIZADO Codigos PFFchristopher.enriquez641Aún no hay calificaciones
- Clase de InglesDocumento7 páginasClase de Ingleschristopher.enriquez641Aún no hay calificaciones
- Coordenadas Polares CNCDocumento10 páginasCoordenadas Polares CNCchristopher.enriquez641Aún no hay calificaciones
- Los Sistemas de TranmisionDocumento10 páginasLos Sistemas de Tranmisionchristopher.enriquez641Aún no hay calificaciones
- Hidraulica y Neomatica Christopher Enriquez 5aDocumento13 páginasHidraulica y Neomatica Christopher Enriquez 5achristopher.enriquez641Aún no hay calificaciones
- Instituto Tecnológico Universitario 17 de JulioDocumento11 páginasInstituto Tecnológico Universitario 17 de Juliochristopher.enriquez641Aún no hay calificaciones
- Tecnicas de ConstruccionDocumento3 páginasTecnicas de Construccionisra alba alb0% (1)
- AP08-AA9-EV04-Foro-Medicion-Calidad-SI (2) FORO 8Documento5 páginasAP08-AA9-EV04-Foro-Medicion-Calidad-SI (2) FORO 8gaby seguraAún no hay calificaciones
- MatemáticasDocumento9 páginasMatemáticasCarolinaLópezAún no hay calificaciones
- Metodos de ExplotacionDocumento16 páginasMetodos de Explotacionlaurag2380% (5)
- Exp. CC 2102-2014. No Procede Revocatoria Contra Actas de Adjudicación MINTRABDocumento10 páginasExp. CC 2102-2014. No Procede Revocatoria Contra Actas de Adjudicación MINTRABDaniel CabreraAún no hay calificaciones
- Catalogo Gtrade Autoparts V04 Novedades Cont 52 PDFDocumento109 páginasCatalogo Gtrade Autoparts V04 Novedades Cont 52 PDFUffCPAún no hay calificaciones
- Catalogo Celima 2020 PDFDocumento47 páginasCatalogo Celima 2020 PDFZeidy RiveroAún no hay calificaciones
- 2 Las Fuentes de Consulta Más Comunes en Trabajos AcadémicosDocumento3 páginas2 Las Fuentes de Consulta Más Comunes en Trabajos AcadémicosPiedad Alfaro JimenezAún no hay calificaciones
- Examen Final Seminario Contable - ROSAURADocumento5 páginasExamen Final Seminario Contable - ROSAURAEsteili Duran MendozaAún no hay calificaciones
- Modulo Del Cultivo de MelónDocumento66 páginasModulo Del Cultivo de MelónErick Aderly Chura CahuanaAún no hay calificaciones
- Herrera Ampliacion de Inventario Posesion Efectiva Victor HerreraDocumento3 páginasHerrera Ampliacion de Inventario Posesion Efectiva Victor HerreradodyAún no hay calificaciones
- CAP LIBRO NuVe MFH 2016Documento19 páginasCAP LIBRO NuVe MFH 2016ManuelFortisAún no hay calificaciones
- 1 Tarjeta de DébitoDocumento37 páginas1 Tarjeta de DébitoMauricio LevanoAún no hay calificaciones
- Cuestionario-M1-Clase 2-S1 RMDocumento2 páginasCuestionario-M1-Clase 2-S1 RMlsape463Aún no hay calificaciones
- Actividad 3. Reporte de Lectura CriticaDocumento10 páginasActividad 3. Reporte de Lectura CriticaValeria Rodríguez100% (1)
- Ramo Informe Sostenibildad 2020Documento59 páginasRamo Informe Sostenibildad 2020Juan VegaAún no hay calificaciones
- Anklin Parra PDFDocumento10 páginasAnklin Parra PDFangeloAún no hay calificaciones
- Actividad 3Documento11 páginasActividad 3Eliseo Farelos LunaAún no hay calificaciones
- Muro BasicoDocumento69 páginasMuro BasicoDexter OrdoñesAún no hay calificaciones
- Informe de Banda TransportadoraDocumento12 páginasInforme de Banda TransportadoraEnrique Rojas Bermudo100% (1)
- SQL DDLDocumento25 páginasSQL DDLBelem MezaAún no hay calificaciones
- Lngi U1 A2 EvrtDocumento3 páginasLngi U1 A2 EvrtEvelio Reyes TemoltzinAún no hay calificaciones
- Manual para Trabajos en AlturaDocumento5 páginasManual para Trabajos en AlturaTANIA CEDILLOAún no hay calificaciones
- Examen A Lideres Comerciales - Chivih MarcosDocumento2 páginasExamen A Lideres Comerciales - Chivih MarcosLuis Guillermo KubaAún no hay calificaciones
- Juntas Expansion MetalicasDocumento20 páginasJuntas Expansion MetalicasGloriaAún no hay calificaciones
- Unidad 3 - PrecioDocumento13 páginasUnidad 3 - PrecioEvelyn SilvaAún no hay calificaciones
- PreguntasDocumento12 páginasPreguntasDo Vi100% (1)
- Prog. NEURONOA v4Documento9 páginasProg. NEURONOA v4Apaza AnibalAún no hay calificaciones