También podría gustarte
- Ensayo SoldadurasDocumento9 páginasEnsayo SoldadurasJESUSAún no hay calificaciones
- Examen de SoldaduraDocumento26 páginasExamen de SoldaduraEdgarBritoAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- 3 Soldadura Eléctrica Oxigeno-ButanoDocumento11 páginas3 Soldadura Eléctrica Oxigeno-Butanodefaro16Aún no hay calificaciones
- Uniones Por SoldaduraDocumento29 páginasUniones Por SoldadurachunguinoAún no hay calificaciones
- Evaluacion Macroscopica de Uniones SoldadasDocumento7 páginasEvaluacion Macroscopica de Uniones SoldadasAurelio Fernando BordonabeAún no hay calificaciones
- Procesos de SoldaduraDocumento5 páginasProcesos de SoldaduraJavipinalAún no hay calificaciones
- Soldadoras y SoldadurasDocumento33 páginasSoldadoras y SoldadurasMujeres CientificasAún no hay calificaciones
- Uniones SoldadasDocumento28 páginasUniones Soldadasthordeasgard100% (5)
- Soldadura Tig, Mig, Oxiacetilenica Arco ElectricoDocumento7 páginasSoldadura Tig, Mig, Oxiacetilenica Arco ElectricoIsis Lilium ChanAún no hay calificaciones
- 2.2 Tipos de SoldaduraDocumento11 páginas2.2 Tipos de SoldaduraHebander EsauAún no hay calificaciones
- Soldadura CuestionarioDocumento3 páginasSoldadura CuestionarioTherion456100% (1)
- Carpeta de SoldaduraDocumento13 páginasCarpeta de Soldaduraprofedario342100% (1)
- Soldadura H.RDocumento23 páginasSoldadura H.RRomero YehoshuaAún no hay calificaciones
- Resumen SoldaduraDocumento24 páginasResumen SoldaduraLucas Matías AcostaAún no hay calificaciones
- Proceso para Unión de MetalesDocumento3 páginasProceso para Unión de MetalesbarriosalarconsamuelAún no hay calificaciones
- Taller Procesos ResueltoDocumento24 páginasTaller Procesos ResueltoAlejaValdezAún no hay calificaciones
- LA SOLDADURA y Uniones DesmontablesDocumento21 páginasLA SOLDADURA y Uniones DesmontablesDavid Villar GalvezAún no hay calificaciones
- Procesos de SoldaduraDocumento12 páginasProcesos de SoldaduraClaudio Arturo López HerreraAún no hay calificaciones
- SaldaduraDocumento67 páginasSaldaduraRamiroTipanquizaAún no hay calificaciones
- Procesos de Manufactura Rejilla de MedidorDocumento27 páginasProcesos de Manufactura Rejilla de MedidorAnibal Ømar Montiel QuispeAún no hay calificaciones
- 10594846-5766-48f1-bf0a-197a00ceb508.pptxDocumento32 páginas10594846-5766-48f1-bf0a-197a00ceb508.pptxGabriel Yair M CHAún no hay calificaciones
- Soldadura y NormasDocumento85 páginasSoldadura y NormasLuis Andrei Bustíos GuillénAún no hay calificaciones
- Tipos de Soldadura Ind - 333Documento13 páginasTipos de Soldadura Ind - 333Alvaro AlvAún no hay calificaciones
- Soldadura de Arco y Oxiacetileno 1Documento25 páginasSoldadura de Arco y Oxiacetileno 1Ruben Copa ZanbranaAún no hay calificaciones
- Clasificacion SoldaduraDocumento10 páginasClasificacion SoldaduraLary PalmaAún no hay calificaciones
- Uniones SoldadasDocumento18 páginasUniones SoldadasDaniel Ovies RodriguezAún no hay calificaciones
- Procesos de SoldaduraDocumento88 páginasProcesos de SoldaduraCarlosAún no hay calificaciones
- Se Le Llama Soldadura A La Unión de Dos MaterialesDocumento17 páginasSe Le Llama Soldadura A La Unión de Dos Materialesbrainer canabalAún no hay calificaciones
- Hoja de Trabajo para Soldadura SolanoDocumento6 páginasHoja de Trabajo para Soldadura SolanoanabelguadalupeAún no hay calificaciones
- 2°trabajo de Resistencia de MaterialesDocumento30 páginas2°trabajo de Resistencia de MaterialesmachemimpAún no hay calificaciones
- Clasificación Del Proceso de SoldaduraDocumento4 páginasClasificación Del Proceso de SoldaduraalonsoAún no hay calificaciones
- 1 SoldaduraDocumento39 páginas1 Soldaduragri32Aún no hay calificaciones
- Formato de Informe - Ensayo SoldaduraDocumento9 páginasFormato de Informe - Ensayo SoldaduraDanielAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco Electrico AwDocumento68 páginasFundamentos de La Soldadura Por Arco Electrico AwEDISON SANTIAGO VACA SOSAAún no hay calificaciones
- Articulo de Soldadura Neyit SolanoDocumento11 páginasArticulo de Soldadura Neyit SolanoMPM SOLUCIONESAún no hay calificaciones
- Unidad 2Documento82 páginasUnidad 2Under WearAún no hay calificaciones
- Trabajo WordDocumento30 páginasTrabajo WordKarenciita ManriqueAún no hay calificaciones
- SoldaduraDocumento20 páginasSoldaduraEmanuel HuerfanoAún no hay calificaciones
- Tipos de Soldadura y Elctrodo PDFDocumento7 páginasTipos de Soldadura y Elctrodo PDFRusmael Lagos PeraltaAún no hay calificaciones
- Modulo I - Soldabilidad de Las Aleaciones de AceroDocumento44 páginasModulo I - Soldabilidad de Las Aleaciones de Aceroluisr_scottAún no hay calificaciones
- Uniones PermanentesDocumento32 páginasUniones PermanentesJulian Leonardo AcevedoAún no hay calificaciones
- Curso de SoldaduraDocumento49 páginasCurso de SoldaduraRene Cifuentes100% (1)
- Tipos de SoldaduraDocumento59 páginasTipos de SoldaduraPaoloFregonaraAún no hay calificaciones
- Tipos de Llama en SoldaduraDocumento17 páginasTipos de Llama en SoldaduraAlvaro PicaviaAún no hay calificaciones
- Informe Grupo ArcoDocumento4 páginasInforme Grupo Arcoaldair pedro pacheco huancaAún no hay calificaciones
- UD 5-2-2 Apuntes de SoldaduraDocumento11 páginasUD 5-2-2 Apuntes de SoldaduraANTONIO BERNALAún no hay calificaciones
- Tecnologias de Unión Preguntas DesarrolladasDocumento26 páginasTecnologias de Unión Preguntas DesarrolladasmelisaAún no hay calificaciones
- Procesos de SoldaduraDocumento6 páginasProcesos de SoldaduraRenanAún no hay calificaciones
- 4 Procesos de UniónDocumento22 páginas4 Procesos de UniónCarlos de los SantosAún no hay calificaciones
- Capítulo 13 - Métodos de Unión de Las Estructuras Metálicas PDFDocumento61 páginasCapítulo 13 - Métodos de Unión de Las Estructuras Metálicas PDFCalle ThomsonAún no hay calificaciones
- Introduccion A La Ing. Mecanica Sexta SemanaDocumento34 páginasIntroduccion A La Ing. Mecanica Sexta SemanaCésar Enrique Lázaro ApolinarioAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
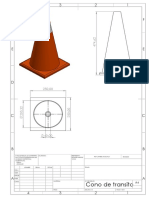
- Plano Cono de TransitoDocumento1 páginaPlano Cono de TransitoBryan José Reales AlvarezAún no hay calificaciones
- Practica Calificada Nº01OKDocumento3 páginasPractica Calificada Nº01OKNallely BarrozoAún no hay calificaciones
- Acciones de ProsperidadDocumento4 páginasAcciones de Prosperidadcristina giraldoAún no hay calificaciones
- Ejerc SolucionesDocumento10 páginasEjerc SolucionesVeritoAún no hay calificaciones
- Discusión Unidad 3.0Documento2 páginasDiscusión Unidad 3.0carlos daniel50% (2)
- Predimensionamiento de Columnas: Orientacion Estructural 1Documento11 páginasPredimensionamiento de Columnas: Orientacion Estructural 1Paulo VerdeAún no hay calificaciones
- Tec - Mat-2 Marisol Vargas T.Documento5 páginasTec - Mat-2 Marisol Vargas T.Roger VazquezAún no hay calificaciones
- Laboratorio Virtual Leyes de KirchhoffDocumento5 páginasLaboratorio Virtual Leyes de KirchhoffCarlos C.Aún no hay calificaciones
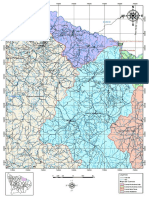
- Mapa de Cuencas Central Hidroelectrica HuallpachacaDocumento1 páginaMapa de Cuencas Central Hidroelectrica Huallpachacaangelo yporraAún no hay calificaciones
- Sistema GeneradorDocumento4 páginasSistema GeneradorAdriana OssesAún no hay calificaciones
- EncubadoraDocumento4 páginasEncubadoraANDREA GISELA GIRALDO BARAHONAAún no hay calificaciones
- Informe de La Unidad III. Estructuras, Sistema de Tierras y Diagramas UnifilaresDocumento22 páginasInforme de La Unidad III. Estructuras, Sistema de Tierras y Diagramas UnifilaresMartin CastilloAún no hay calificaciones
- Taller Quimica de Analitica - Espectroscopia de AbsorcionDocumento14 páginasTaller Quimica de Analitica - Espectroscopia de AbsorcionNachoSebastiánMiranda100% (4)
- FichaTecnica Xanox UniversalDocumento1 páginaFichaTecnica Xanox UniversalBenjamin BerumenAún no hay calificaciones
- Teoria PDFDocumento215 páginasTeoria PDFJoan Torres VendrellAún no hay calificaciones
- Aprende A Conectar Un Motor A 120v enDocumento12 páginasAprende A Conectar Un Motor A 120v enJairo MoralesAún no hay calificaciones
- Cera Limpiamuebles Pride SprayDocumento2 páginasCera Limpiamuebles Pride SprayMark DíazAún no hay calificaciones
- FisiologiaResonancial PDFDocumento10 páginasFisiologiaResonancial PDFNatalia NuñezAún no hay calificaciones
- Que Entiende Por Grado de LiberaciónDocumento3 páginasQue Entiende Por Grado de LiberaciónAldair PAAún no hay calificaciones
- Justificacion Maxima Demanda - 13 - 10 - 19Documento4 páginasJustificacion Maxima Demanda - 13 - 10 - 19Luis KokyAún no hay calificaciones
- Serie 5 EcuacionesDocumento6 páginasSerie 5 EcuacionesCarlos SalgadoAún no hay calificaciones
- Lab 1 Motor Síncrono GeneradorDocumento9 páginasLab 1 Motor Síncrono GeneradorGerman AngelAún no hay calificaciones
- Circuitos Electricos I Elt-240 Auxiliar de Docencia: SERGIO YAMIL SIRPA SANCHEZ Resolucion de Circuitos Por Corrientes de MallaDocumento3 páginasCircuitos Electricos I Elt-240 Auxiliar de Docencia: SERGIO YAMIL SIRPA SANCHEZ Resolucion de Circuitos Por Corrientes de MallaCristian Rodrigo Candia QuisbertAún no hay calificaciones
- FT Promaseal ADocumento1 páginaFT Promaseal AChristian RivadeneyraAún no hay calificaciones
- LABORATORIO 1 AguasDocumento20 páginasLABORATORIO 1 AguasNatalia Arias EspinozaAún no hay calificaciones
- Manual de Usuario Thrombostat 2Documento30 páginasManual de Usuario Thrombostat 2INGENIERIA BIOMEDICA HEVESAún no hay calificaciones
- Locativo EnergyDocumento5 páginasLocativo EnergyAlejandroAún no hay calificaciones
- Problemas Cap 7, 8 y 9Documento17 páginasProblemas Cap 7, 8 y 9Diego PomaAún no hay calificaciones
- Malla Curricular de Música 2016.Documento16 páginasMalla Curricular de Música 2016.Eduardo FlamencoAún no hay calificaciones
- Informe 8 de Laboratorio de Física MecanicaDocumento4 páginasInforme 8 de Laboratorio de Física Mecanicatatiana tamayoAún no hay calificaciones