También podría gustarte
- Uniones Permanentes y Desmontables.Documento23 páginasUniones Permanentes y Desmontables.Jesús MendezAún no hay calificaciones
- Tema 5. Uniones Permanentes y Desmontables.Documento5 páginasTema 5. Uniones Permanentes y Desmontables.Hernández Lazcano YovaryAún no hay calificaciones
- Marco TeóricoDocumento5 páginasMarco TeóricoPaola Sánchez TapiaAún no hay calificaciones
- Soldadura AutogenaDocumento27 páginasSoldadura AutogenaMaegli GodoyAún no hay calificaciones
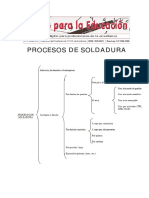
- Procesos de SoldaduraDocumento14 páginasProcesos de SoldaduraAlexAún no hay calificaciones
- Soldadura AutógenaDocumento6 páginasSoldadura AutógenaDaniel VicentinAún no hay calificaciones
- Soldadura MLDocumento4 páginasSoldadura MLEduardo MendiolaAún no hay calificaciones
- SOLDADURA (1) (Solo Lectura)Documento195 páginasSOLDADURA (1) (Solo Lectura)Scarleny LopezAún no hay calificaciones
- Tipos de Soldadura en MetalesDocumento7 páginasTipos de Soldadura en MetalesArmando75% (4)
- Tipos de SoldaduraDocumento16 páginasTipos de SoldadurafranklinmarujaAún no hay calificaciones
- La Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yDocumento8 páginasLa Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yCarlos CalleAún no hay calificaciones
- Clasificacion SoldaduraDocumento10 páginasClasificacion SoldaduraLary PalmaAún no hay calificaciones
- SOLDADURADocumento46 páginasSOLDADURABryan VeraAún no hay calificaciones
- Soldadura ResumenDocumento20 páginasSoldadura ResumenIsack MaydanaAún no hay calificaciones
- LA SOLDADURA OXIACETILÉNICAffffDocumento9 páginasLA SOLDADURA OXIACETILÉNICAffffADRIEL MIGUEL ANGEL LACUNZA PORTOCARREROAún no hay calificaciones
- Soldadura. Benito Camela VergaraDocumento19 páginasSoldadura. Benito Camela VergaraChaveliv Tiburonov KabronovskyAún no hay calificaciones
- SOLDADURADocumento45 páginasSOLDADURAKarla FerrerAún no hay calificaciones
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldaduraClaudio LoyolaAún no hay calificaciones
- Proceso SoldaduraDocumento11 páginasProceso SoldaduraCarlos MopositaAún no hay calificaciones
- Tipos de Soldadura Ind - 333Documento13 páginasTipos de Soldadura Ind - 333Alvaro AlvAún no hay calificaciones
- Soldadura Oxiacetilenica y OxicorteDocumento15 páginasSoldadura Oxiacetilenica y OxicorteCristian MenaAún no hay calificaciones
- Aplicacion de Procesos de SoldaduraDocumento10 páginasAplicacion de Procesos de SoldaduraReynaldo Carrillo Martinez50% (4)
- Conalep 159 Colegio Nacional de Educación Profesional Técnica José Manuel Fabián García Anthoni Adiel Altunar Aguirre Act N°11 403Documento9 páginasConalep 159 Colegio Nacional de Educación Profesional Técnica José Manuel Fabián García Anthoni Adiel Altunar Aguirre Act N°11 403Federico MartinezAún no hay calificaciones
- Soldadura Tig, Mig, Oxiacetilenica Arco ElectricoDocumento7 páginasSoldadura Tig, Mig, Oxiacetilenica Arco ElectricoIsis Lilium ChanAún no hay calificaciones
- SOLDADURADocumento24 páginasSOLDADURADuasValenciaRubioAún no hay calificaciones
- Soldadura AutogenaDocumento9 páginasSoldadura AutogenaEloy ApomaytaAún no hay calificaciones
- Historia de La Soldadura AutógenaDocumento6 páginasHistoria de La Soldadura AutógenaAníbal GT100% (2)
- La Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yDocumento12 páginasLa Soldadura Es Un Proceso para La Unión de Dos Metales Por Medio de Calor yFrancisco Correa QuiñonesAún no hay calificaciones
- Wa0006 PDFDocumento24 páginasWa0006 PDFTOBIAS TOLOZAAún no hay calificaciones
- LA SOLDADURA y Uniones DesmontablesDocumento21 páginasLA SOLDADURA y Uniones DesmontablesDavid Villar GalvezAún no hay calificaciones
- Soldadura Brazing o FuerteDocumento17 páginasSoldadura Brazing o FuerteNelson EsquivelAún no hay calificaciones
- Informe SoldaduraDocumento8 páginasInforme SoldaduraJhonatan Pereda TorresAún no hay calificaciones
- Soldadura Equipos y ConsumiblesDocumento21 páginasSoldadura Equipos y ConsumiblesGuillermo SuarezAún no hay calificaciones
- SOLDADURADocumento6 páginasSOLDADURAPatrick GriffinAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento11 páginasSoldadura OxiacetilénicaALMAAún no hay calificaciones
- Trabajo SoldaduraDocumento34 páginasTrabajo SoldaduraKarinaOyanedelVillenaAún no hay calificaciones
- Soldadura (Procesos de Fabricación)Documento101 páginasSoldadura (Procesos de Fabricación)JuanchoAún no hay calificaciones
- Tipos de FlamaDocumento10 páginasTipos de FlamaMai OrellanaAún no hay calificaciones
- Investigacion SoldaduraDocumento34 páginasInvestigacion SoldaduraRodnie RodriguezAún no hay calificaciones
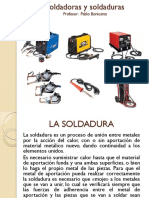
- Soldadoras y SoldadurasDocumento33 páginasSoldadoras y SoldadurasMujeres CientificasAún no hay calificaciones
- PRACTICA MergedDocumento10 páginasPRACTICA Mergedmayatovarhotmail.comAún no hay calificaciones
- Procesos de SoldaduraDocumento13 páginasProcesos de SoldaduraCristiano Alejandro CortesAún no hay calificaciones
- Apuntes - Soldadura PDFDocumento11 páginasApuntes - Soldadura PDFAlejandro Fredes FornésAún no hay calificaciones
- Soldadura Ordinaria o de AleaciónDocumento3 páginasSoldadura Ordinaria o de AleaciónJULIO100% (1)
- Manual Del Curso de SoldaduraDocumento25 páginasManual Del Curso de Soldaduraluis_jerez_2Aún no hay calificaciones
- 1.1 Tipos de SoldaduraDocumento20 páginas1.1 Tipos de SoldaduraArturo Roberto AvilaAún no hay calificaciones
- Soldadura Oxiacetilenica IIDocumento18 páginasSoldadura Oxiacetilenica IIRicardo PeraltaAún no hay calificaciones
- Procesos de SoldaduraDocumento13 páginasProcesos de SoldaduraPablo SalinasAún no hay calificaciones
- SoldaduraDocumento14 páginasSoldaduraoscarAún no hay calificaciones
- Procesos de Soldadura Trabajo FinalDocumento10 páginasProcesos de Soldadura Trabajo FinalArmando LopezAún no hay calificaciones
- Tipos de Soldadura WordDocumento16 páginasTipos de Soldadura WordJuan QuispeAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Introducción a la química de los metales de transiciónDe EverandIntroducción a la química de los metales de transiciónAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Trabajo Metodología (Películas)Documento4 páginasTrabajo Metodología (Películas)González Hernández Juan PabloAún no hay calificaciones
- Pureza Del AguaDocumento3 páginasPureza Del AguaGonzález Hernández Juan PabloAún no hay calificaciones
- Mapa PolímerosDocumento2 páginasMapa PolímerosGonzález Hernández Juan PabloAún no hay calificaciones
- PRAC4Documento8 páginasPRAC4González Hernández Juan PabloAún no hay calificaciones
- Practica Medición e InstrumentaciónDocumento8 páginasPractica Medición e InstrumentaciónGonzález Hernández Juan PabloAún no hay calificaciones
- ACMANET Sistemas de Escalerillas Portacables PowertrayDocumento8 páginasACMANET Sistemas de Escalerillas Portacables PowertrayfelipeAún no hay calificaciones
- Proyecto Final Gestion ActualizadoDocumento82 páginasProyecto Final Gestion ActualizadoLesly Castellano MadridAún no hay calificaciones
- Propiedades de Los Materiales y MetalesDocumento40 páginasPropiedades de Los Materiales y MetalesIvanAún no hay calificaciones
- Manual de Fabricacion de Ayudas Tecnicas y Asistencias Tecnologicas A Bajo CostoDocumento56 páginasManual de Fabricacion de Ayudas Tecnicas y Asistencias Tecnologicas A Bajo CostoDarien Soriano100% (1)
- Practica 1Documento25 páginasPractica 1EDAún no hay calificaciones
- ANODIZACIÓNDocumento7 páginasANODIZACIÓNBrayan Abanto SilvaAún no hay calificaciones
- DC - Div - Fabricación - Jun16 - E Rev.3Documento20 páginasDC - Div - Fabricación - Jun16 - E Rev.3Luis Miguel Toledo MarzoAún no hay calificaciones
- Aplicacion de Herramientas de Control de CalidadDocumento9 páginasAplicacion de Herramientas de Control de CalidadAlejandra Medina AbadAún no hay calificaciones
- AndresFelipe MendezZuluaga 2013Documento60 páginasAndresFelipe MendezZuluaga 2013Melissa Verdecia EspinosaAún no hay calificaciones
- Practica Nro 2Documento2 páginasPractica Nro 2LuisGuzman0% (1)
- .Cuadro-ComparativoDocumento5 páginas.Cuadro-Comparativocuco pedroAún no hay calificaciones
- El Sistema Integral de Canalones de Aluminio Lacado Fabricados A Pie de Obra de Una Sola Pieza, Sin Juntas Ni SoldadurasDocumento24 páginasEl Sistema Integral de Canalones de Aluminio Lacado Fabricados A Pie de Obra de Una Sola Pieza, Sin Juntas Ni SoldadurasAlberto BagzAún no hay calificaciones
- PRO-015 Trabajo Seguro en Instalación y Retiro de Alzaprimas en Apuntalamiento de Losas - Rev.1Documento6 páginasPRO-015 Trabajo Seguro en Instalación y Retiro de Alzaprimas en Apuntalamiento de Losas - Rev.1Matias ICAún no hay calificaciones
- Problemas Corrosion Resueltos PDFDocumento6 páginasProblemas Corrosion Resueltos PDFEmerson IpialesAún no hay calificaciones
- Comercializacion de MineralesDocumento5 páginasComercializacion de MineralesErika Champi TumpayAún no hay calificaciones
- Botones AllenDocumento6 páginasBotones AllenDraKo BaracunataAún no hay calificaciones
- Nº 109 Mzan-Lv-Bat 1 - Caldera 203 - It - 29-11-13-C2-Rev1 PDFDocumento60 páginasNº 109 Mzan-Lv-Bat 1 - Caldera 203 - It - 29-11-13-C2-Rev1 PDFAnonymous TXOkcdyAún no hay calificaciones
- 45 Ficha Tecnica Marco para Reja Air GalvaDocumento1 página45 Ficha Tecnica Marco para Reja Air GalvaMarc AnmellaAún no hay calificaciones
- Preguntas Laboratorio de Soldadura 2020-1Documento5 páginasPreguntas Laboratorio de Soldadura 2020-1Gonzalo50% (2)
- Catálogo Accesorios DewaltDocumento19 páginasCatálogo Accesorios DewaltRebeca AlvarezAún no hay calificaciones
- Catalogo Albatros 2020 ChicoDocumento24 páginasCatalogo Albatros 2020 ChicoJOSE LUISAún no hay calificaciones
- 1005930-Grafitos 38 InduraDocumento2 páginas1005930-Grafitos 38 InduraThomas MitchellAún no hay calificaciones
- Cómo Hacer Un Porta Electrodos ConfiableDocumento13 páginasCómo Hacer Un Porta Electrodos ConfiableNorbelisAún no hay calificaciones
- Awwa C206Documento12 páginasAwwa C206Conhydra-Acoagua Civil 1Aún no hay calificaciones
- Aceros Al Carbono 1Documento27 páginasAceros Al Carbono 1Oswaldo MuñozAún no hay calificaciones
- Brochure Ingecca SacDocumento12 páginasBrochure Ingecca SacJulián AguadoAún no hay calificaciones
- Curado de Hongos en ParedDocumento14 páginasCurado de Hongos en ParedDiego RodríguezAún no hay calificaciones
- In SumosDocumento21 páginasIn SumosSheyla LilibethAún no hay calificaciones
- Informe Final - ManuDocumento14 páginasInforme Final - Manumfer dbAún no hay calificaciones
- Preguntas - conjuntos-240201528-Aa1-Ev01 Alfahima de La HozDocumento7 páginasPreguntas - conjuntos-240201528-Aa1-Ev01 Alfahima de La Hozalfaima De La HozAún no hay calificaciones